蓄电池盖注塑模设计
2020-06-29 07:27张鹏涛
大众科学·中旬 2020年7期
关键词:模具设计
摘要:在本次设计的过程中首先要对塑件进行分析,分析它的特性,对蓄电池盖塑件完成设计;主要过程为选择分型面和分型方向;完成分型面选择之后对成型零件部分进行设计,然后是冷凝系统、浇筑系统、导向系统、排气系统等的设计。
关键词:蓄电池盖;注塑模具;模具设计
1选题背景及其意义
塑料因其成本较低,成型容易,可塑性好等特点使它却一跃成为了使用覆盖范围最广的材料,而注塑模具作为塑料成型应用最多的方式,它的设计尤为重要。
2 型腔数量和排列方式的确定
塑件采用的5级精度,尺寸较大,若选择一模多腔的型腔排列方法可能会导致整个模具尺寸过大,并结合到各类制造难度,生产成本等诸多问题,综合考虑初步采用一模一腔的结构形式。
3注射量的计算
通过ug三维软件建模塑件,根据软件的计算体积功能得出塑件的体积:V塑=446.3cm3。查找资料得ABS塑件的密度ρ=1.02~1.06g*cm-3取值ρ为1.05g*cm-3。加算得出塑件的质量:M塑=ρV塑=446.337×1.05=468.7g。浇注系统在成型过程中一定会有多余的凝料,这些凝料的体积一般为塑件体积的0.2~1倍,这里取凝料为塑件体积的20%。本次设计的塑件为一模一腔,选择点浇口,点浇口是一种比较常见的浇口形式,常用于流动性较好的塑料制品。所以一次进入模具型腔塑料熔体的总体积为:V总=V塑(1+0.2)=446.3×1.2=535.5cm3。因为需要以实际注射量初选某一公称注射量的注射机型号,计算得出注射机的注射量为:M总=ρ×V总=535.5×1.05=562g根据计算得出的V总与M总,且为了保证正常的注射成型,模具每次需要的实际注射量应该小于或等于某注射剂的公称注射量的80%,故初步选择公称注射量为1000cm3,注射机型号为XS-ZY-1000。
4浇注系统设计
4.1主流道的设计
主流道需要拥有一定的斜度,形成圆锥形,但是这个斜度不能选取的太大或太小,否则都会对塑件的成型产生影响。斜度通常取α=2°~4°,ABS最为一种流动性较好的材料,故选择斜度为2°。主流道大端呈圆角,半径r=1~3mm,以减小料流转向过渡时的阻力。主流道的长度最好在60mm以下,流道的长度过长会导致浇注系统内的压力过大,熔体在流道中流动时间过长,使得熔体发生温度降低、塑料凝固的问题,最后甚至会影响熔体不能顺利流入型腔,无法完成充型,使得模具丧失应有功能。
4.2浇口套选择
在小型模具中常将主流道浇口套与定位圈设计成整体,而在本设计中选择将两者分开设计,且在工作过程中浇口套在工作中常常与注射机喷嘴发生碰撞、接触,所以要选择合适的材料制造浇口套,例如优质合金钢,还需进行热处理保持足够的硬度,但是硬度不能大于注射机喷嘴,否则会对注射机造成损伤。
4.3浇口的选择
点浇口有很高的剪切速率和摩擦,产生热量,提高熔体热量和降低粘体粘度,有利于熔体流动,在分型时浇口与塑件脱离的时候对塑件外形的影响较小,不易损坏塑件的外观。但點浇口也存在着注射压力损失较大,模具结构相对复杂,成型周期长,废料较多的缺点。
4.4分流道的设计
一模一腔一般不设置分流道,但在本设计中选择了点浇口,所以要设置分流道便于塑件成型,并查资料得ABS材料常用分流道截面直径为4.8~9.5mm,这里取分流道直径为5mm。
5成型零件尺寸计算
模具制造公差可取塑件公差的1/3~1/6,而且按照成型过程中的增减趋势取“+”,“-”。型腔尺寸属于孔类尺寸,在使用中由于磨损逐渐增大,型芯尺寸属于轴类尺寸,在使用中过程中不断减小。对于一般的中小型塑件,最大磨损量可取塑件公差的1/6,对于大型零件可取这个数值以下。型腔底面与脱模方向垂直,磨损量为0。Scp是塑件的平均收缩率,ABS的收缩率为0.3%~0.8%,计算得出Scp=(0.003+0.008)/2=0.0055,采用平均尺寸法计算:LM=[(1+Scp)ls±xΔ]δz。其中x数岁塑件精度和尺寸变化,一般取0.5~0.8,此处取x=0.5,δz取1/3Δ。首先排除塑件顶部成型零件较难计算测量的的特殊结构,型腔的径向尺寸有5个,L1=300mm,L2=188.2mm,L3=81.8mm,L4=150mm,L5=160mm。因为本设计中塑件的精度为MT5,查GB-14486-2008得到L1的公差为±1.25,L2为±0.88,L3±0.5,L4和L5分别为±0.72和±0.8。根据以上数据计算得出LM1=300.4+0.83,LM2=183.5+0.59,LM3=81.75+0.33,LM4=150.1+0.48,LM5=160.1+0.53,更具同理可得型腔的深度尺寸H1=15.3-0.13,H2=19.9-1.5。塑件的壁厚为5mm,型芯的径向尺寸比型腔小10mm,通过查表得到型腔尺寸的公差,计算得出型芯的径向和高度尺寸,LM6=290.34+0.83,LM7=178.38+0.53,LM8=71.76+0.29,LM9=140.13+0.43,LM10=150.1+0.48,H3=19.9-1.5,H4=15.3-0.13,H5=20.3-0.15。
6排气系统的作用
排气通常有三种方式:一是利用模具配合之中所存在的配合间隙来进行排气,但这种方法会存在配合间隙之间会塑料进入,可能会影响塑件外形;二是开设排气槽排气,对塑件影响较小,但排气槽可能会有塑料,需要定时检查;三是镶嵌烧结的金属块排气,这种方法常用于最后充型不在分型面上,又没有可供排气的结构的塑件。在本设计中选择第二种,利用开设排气槽来排气。
7导向脱模机构设计
7.1导向机构设计
每套塑料模具都要设置导向机构,在导向机构作用下,动模与定模才能够精准正确合模,是成型零件能够生产出正确形状的塑件。除此之外,导向机构还起到了承受一定的侧向力的作用。
7.2脱模机构的设计
在塑件完成成型步骤并冷却完成之后接下来的步骤就是塑件脱出,而使塑件从模具凹模中或型芯中脱出的结构被结构称之为脱模机构。而脱模机构需要完成脱出和取出两个步骤。该塑件λ=(300+160)/(π*5)=29.3≥10,所以塑件为薄壁塑件,可得塑件的脱模力F=[8tESLcosψ(f-tanψ)]/[(1-μ)*k2]+0.1A≈238206N。推出面积A=290×150=43500mm2。推出应力σ=1.2F/A=5.476MPa<53MPa(抗压强度)合格。
7.3型芯的脱模机构
型芯采用推杆脱模机构实现脱模,利用推杆推动滑块的移动使得塑件离开型芯部分,型芯滑块与型芯通过T型槽连接。
7.4浇注系统凝料的脱出
在实现完模具内塑件的脱出之后,在主流道与分流道,冷凝穴之中还有凝料的残留,这时便需要设置凝料的脱出机构,在本设计中使用了定模推板拉断点浇口凝料,在使用流道推板与限位螺钉的配合方式完成浇注系统凝料的脱离。
8冷却系统的确定
一般注射到模具内的塑料熔体的温度在200℃左右,需将将温度降低到凝点。而在本设计中ABS材料属于要求较低温(一般在80℃以下)的塑料,可以通过采用循环水的方法调节模具的温度。
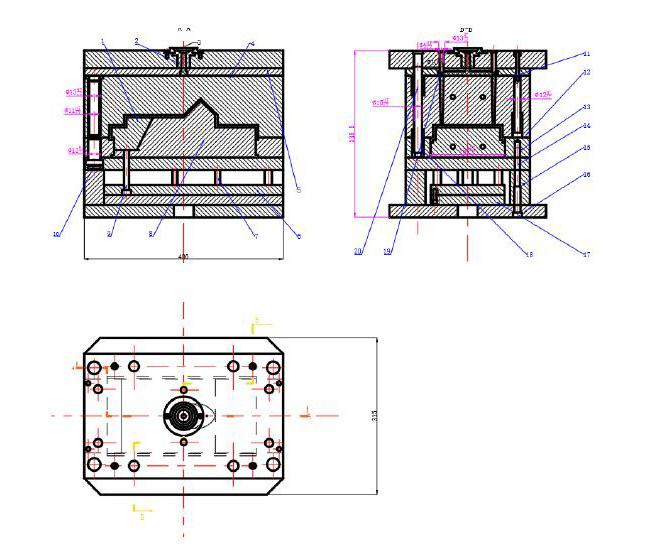
9总结
整个模具通过三次分型完成整个塑件的脱出,整个模具的如下图所示。
作者简介:张鹏涛(1997—),男,汉族,浙江省杭州市桐庐县,本科,杭州师范大学钱江学院,浙江省杭州市,机械设计制造及自动化。
猜你喜欢
东方教育(2016年18期)2017-01-16
山东工业技术(2016年24期)2017-01-12
科技传播(2016年19期)2016-12-27
知音励志·社科版(2016年11期)2016-12-20
知音励志·社科版(2016年8期)2016-11-05
科技视界(2016年18期)2016-11-03
现代经济信息(2016年10期)2016-05-24
中国市场(2016年6期)2016-03-07