等离子切割常见缺陷和控制方法
2020-06-29 23:57闫红英
科技创新与应用 2020年20期
闫红英
摘 要:等离子切割是下料常用方式,同时等离子切割也会产生多种缺陷。文章结合生产经验对等离子切割常见缺陷进行总结,并提出控制方法,为提高等离子切割质量提供借鉴。
关键词:等离子切割;缺陷;控制方法
中图分类号:TG483 文献标志码:A 文章编号:2095-2945(2020)20-0105-02
Abstract: Plasma cutting is a common way of blanking, and plasma cutting can also produce a variety of defects.In this paper, the common defects of plasma cutting are summarized based on certainproduction experience, and the control method is put forward to provide reference for improving the quality of plasma cutting.
Keywords: plasma cutting; defect; control method
1 概述
等离子切割相对于火焰切割,具有切割效率高、质量好、下料精确和热变形小的优势,但等离子切割同样也存在切割缺陷,本文主要分析等离子切割常见缺陷及其产生原因,针对性的提出提高切割质量的控制方法。
2 等离子切割的工作原理
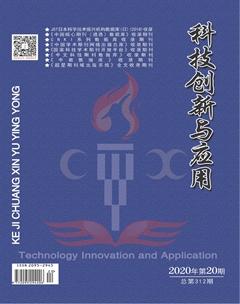
等离子切割的工作原理主要是以高温、高速的等离子弧为热源,以压缩空气为工作介质,将被切割的金属局部熔化,同时高速、高压气流将已熔化的金属吹开母材的过程,从而实现金属的切割,如图1所示:
3 等离子切割常见缺陷与控制方法
3.1 引弧位置缺陷
产生原因:在等离子切割过程中,引弧位置出现的缺陷是等离子切割过程中最常见缺陷之一。起弧时起弧长度(引入线)或者收弧时收弧长度(引出线)设置不合理,导致零件引弧位置出现缺口或凸起。
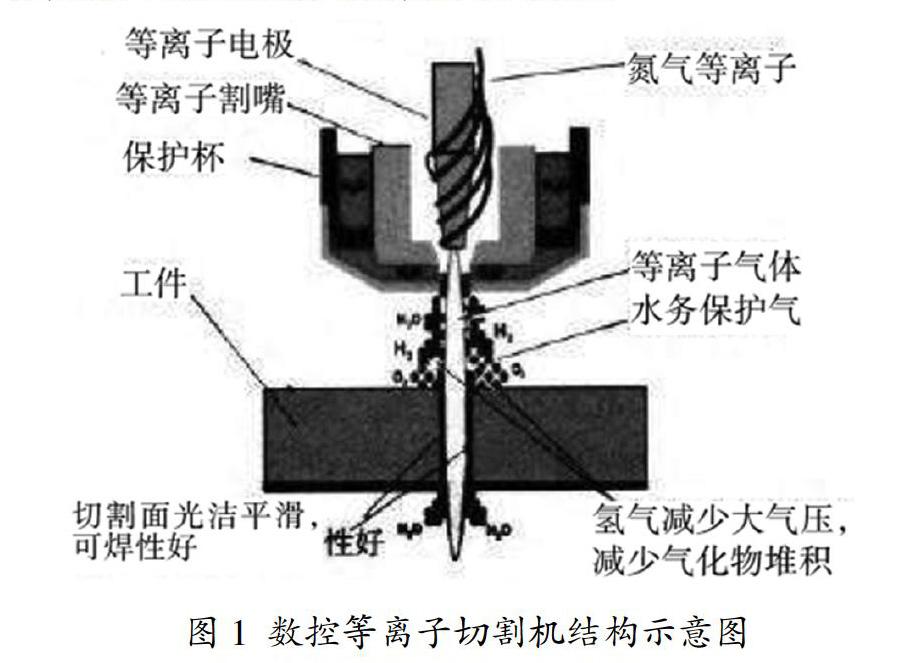
控制方法:编程时,调整引入线和引出线到合理长度。例如,切割内孔,引入线起点从圆心开始,引出线长度设置为0,零件引弧位置的缺陷变浅,如图2所示,明显提升切割质量。
3.2 边缘呈锯齿形的缺陷
产生原因:
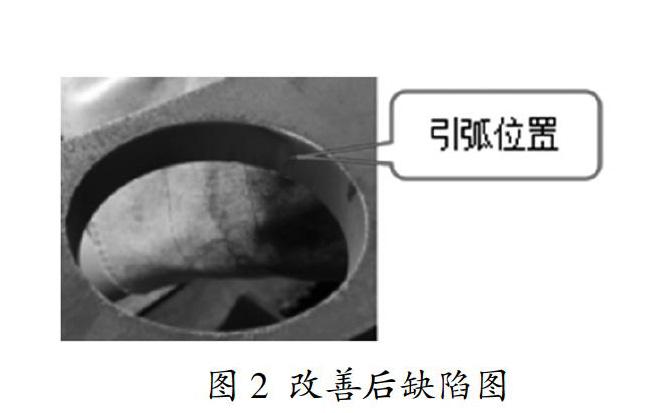
(1)编程时,线条为样条曲线,切割的零件边缘呈锯齿形,在非直线边缘中更为明显。
(2)等离子切割机行走机构由于运行时间较长,侧面齿轮出现偏移或者是安装过程中的间隙不合理,导致尺寸超差,边缘呈锯齿状。
控制方法:
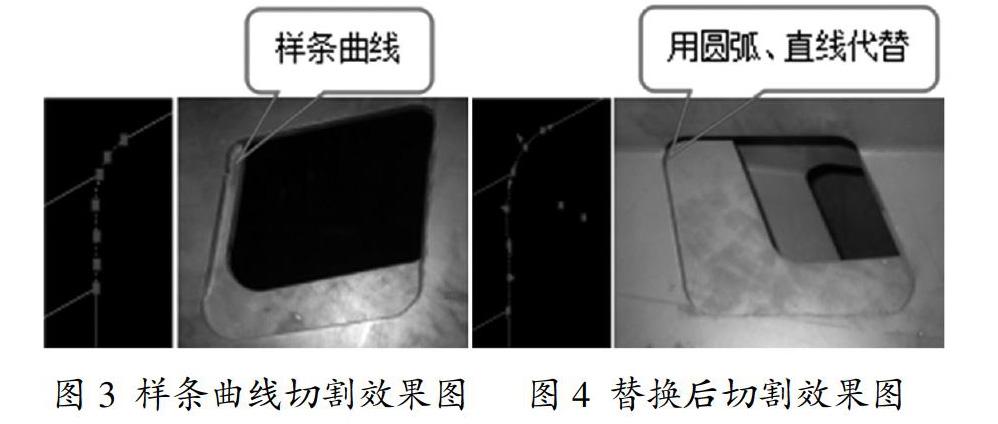
(1)编程时,修改样条曲线,用直线或者圆弧代替,如图5,切割边平滑,无锯齿形。
(2)定期检测机床的对角线超差是否在设备要求范围内,确保机床精度控制在要求范围内,保证切割零件质量。
3.3 切割面纹路粗大、割渣难以清理的缺陷
由于材料的厚度、材质、熔点、导热率的大小以及熔化后的表面张力等因素的影响,速度过快,导致切割面纹路粗大,割缝中射流不能快速将熔化的切割熔体立即吹掉而形成较大的后拖量;速度过低,热量大量聚集,因此使切口变宽,切割面两侧熔化的材料在底部边缘聚集并凝固,形成不易清理的割渣,而上表面边缘因加热熔化过多形成圆角或塌边。
控制方法:通过工艺试验确定合理的切割速度,确保零件切割面纹路细小、光滑,产生少量便于清理的割渣,提升下料零件的质量。
3.4 尺寸超差的缺陷
产生原因:
(1)在薄板细长条形料切割过程中,按常规的方法顺时针切割,由于板薄,在高温作用下发生偏移,导致零件两端尺寸超差,出现“一头大一头小”的情况。
(2)在非细长条形料切割过程中,电流过大,电弧能量随之增大,电弧直径增加,使得割缝变宽,导致零件上下两个面尺寸超差,出现上表面尺寸小于下表面尺寸;同时电流过大,造成电极过早的损坏,导致切割面质量差。
控制方法:
(1)割薄板细长条料,可采用“井”字形切割方法,如图8所示:
通过“井”字形切割的方式(1-2-3-4),能避免出现“一头大一头小”的情况,保证零件尺寸。
(2)切割电流过大,切割面倾斜,通过工艺试验评定确定合理的切割电流,同时根据工作量及时更换电极,保证零件尺寸。
3.5 薄板的缺陷
产生原因:对于薄板而形状大的零件,编程时程序正确,却割伤零件,主要是因为切割平台不平整(常见情况是割渣堆积),或是板材不平,切割过程中,零件与母材分离时,零件向上翘或偏移,导致割伤零件。
控制方法:编程时增大零件间的间距,定期清理切割平台割渣,确保切割板材水平,可以避免以上缺陷。
4 结束语
等离子切割技术已经在制造业中广泛应用,但是在实际的生产过程中还存在质量控制粗放,产品质量波动较大等问题,因此我们需要掌握等离子切割工艺的特点和规律,通过采取得当的控制措施和方法,可以减少缺陷,不断提高等离子的下料质量。
参考文献:
[1]梁波,张军,崔红淼.提高等离子切割机切割质量的方法[J].电焊机,2009,39(11):85-87.
[2]王曉岭.数控等离子切割技术及应用研究[J].中国石油石化,2017(06):97-98.
[3]仙伟东.等离子切割下料质量影响因素与控制措施[J].山东工业技术,2018(16):45.
猜你喜欢
居业(2016年9期)2016-12-26
文艺生活·中旬刊(2016年11期)2016-12-13
人间(2016年24期)2016-11-23
企业技术开发·下旬刊(2016年9期)2016-11-23
中国集体经济(2016年26期)2016-11-19
中小企业管理与科技·下旬刊(2016年10期)2016-11-18
中国市场(2016年36期)2016-10-19
科学与财富(2016年28期)2016-10-14
环球时报(2014-02-17)2014-02-17