基于耙吸式挖泥船网络通讯的概述及故障分析
2020-06-29 23:57李晓刚彭冬
科技创新与应用 2020年20期
关键词:故障分析
李晓刚 彭冬
摘 要:文章详细地阐述上航局某自航耙吸式挖泥船PLC的构成及网络系统,对实际使用中工业以太网出现的故障进行全面分
析,并提出PLC远程维护的方法。
关键词:PLC;工业以太网;故障分析;远程维护
中图分类号:TP273 文献标志码:A 文章编号:2095-2945(2020)20-0066-03
Abstract: This paper elaborates the PLC composition and network system of the suction hopper dredger, comprehensively analyzes the failures of Industrial Ethernet in actual use, and proposes the PLC remote maintenance method.
Keywords: PLC; Industrial Ethernet; fault analysis; remote maintenance
引言
工业网络通讯是集计算机技术、控制技术、现场总线技术等为一体的工业工程应用技术,能够广泛地应用于工业控制系统。工业网络通信更能深入的应用于大型自动化耙吸式挖泥船的各个层次,在现场总线、可编程程序控制器、I/O设备等硬件组件到操作系统、驱动设备以及人机接口、网络通信等各个层次无处不在。
1 耙吸式挖泥船PLC系统
1.1 PLC控制系统
耙吸式挖泥船PLC控制系统,主要用于船舶的推进系统、配电系统、疏浚系统的控制,由AC220V转DC24V电源模块和船舶应急电源DC24V直流电源双路供电,各设备PLC控制系统与上端服务器通过具有冗余功能的光纤环网进行连接,用于船舶疏浚耙管绞车的钢丝绳测量PLC通过ProfiBus现场总线与PLC3联接。系统包含以下分系统:
PLC1:安装在疏浚控制台内;
PLC2:安装在艏PLC柜内;
PLC3:安装在艉PLC柜内;
PLC4:MIMIC面板控制系统PLC(安装在集控室PLC柜内);
PLC5:MIMIC面板控制系统PLC(安装在集控室PLC柜内);
PLC6:左主机推进系统PLC(安装在集控室PLC柜内);
PLC7:右主机推进系统PLC(安装在集控室PLC柜内);
DWPLC1:航行控制臺转移控制PLC(安装在BRC内);
DWPLC2:应急控制PLC系统(安装在艉PLC柜内);
DWPLC3:钢丝绳长度测量PLC系统(安装在艉PLC柜内)。
1.2 与PLC相连的主系统
人机界面HMI;
疏浚控制台上的设备;
航行控制台上与疏浚相关的设备;
左/右主机(包括了I/O接口或者通过计算机通讯方式);
左/右CPP系统;
AMS系统(PLC提供硬件接口和网络接口与AMS系统连接);
主配电板PLC(船厂提供);
液压控制接口(硬件接口);
泥泵和高压冲水泵。
2 计算机网络控制系统
2.1 网络系统
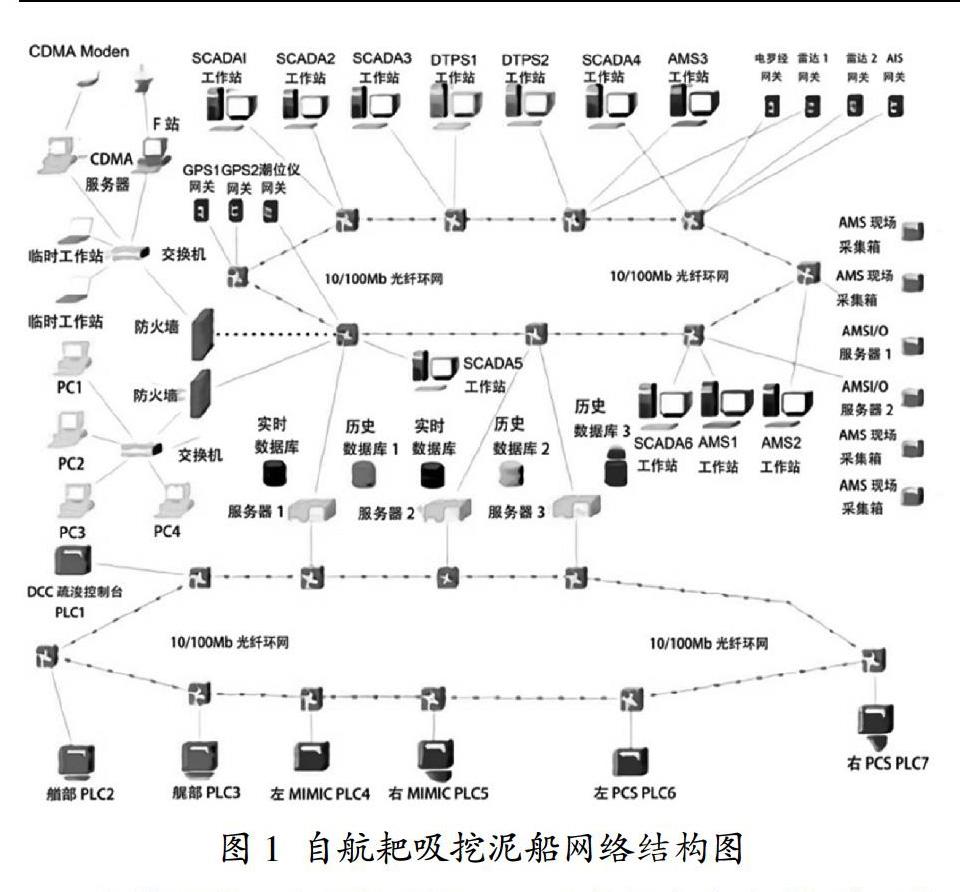
为了增强网络系统的独立性、安全性和可靠性,耙吸式挖泥船计算机网络控制系统采用了上端与下端两个独立的环形网络。上端网络主要连接潮位遥报仪、DGPS、电罗经、雷达、人机界面工作站、历史数据分析工作站等设备,下端网络主要连接控制各设备的PLC,上端网络与下端网络的数据桥接通过性能较高的服务器来实现。在此网络基础上,系统还延伸了1个管理网络和1个办公网络,管理网络提供了船舶管理系统的工作平台,并与控制系统联结;办公网提供船上办公自动化功能及与岸上通讯的远程数据传输能力。控制网络与管理网络、办公自动化网络通过防火墙进行隔离,划分在不同的网段,在提高船舶管理自动化水平的同时,保障了控制网络的安全。(具体见图1)
以上船舶全网,主干环形网络使用具有冗余功能的光纤连接,分支部分采用屏蔽双绞网线连接,各光纤环网交换机系统速率规格10/100Mb。
2.2 数据系统
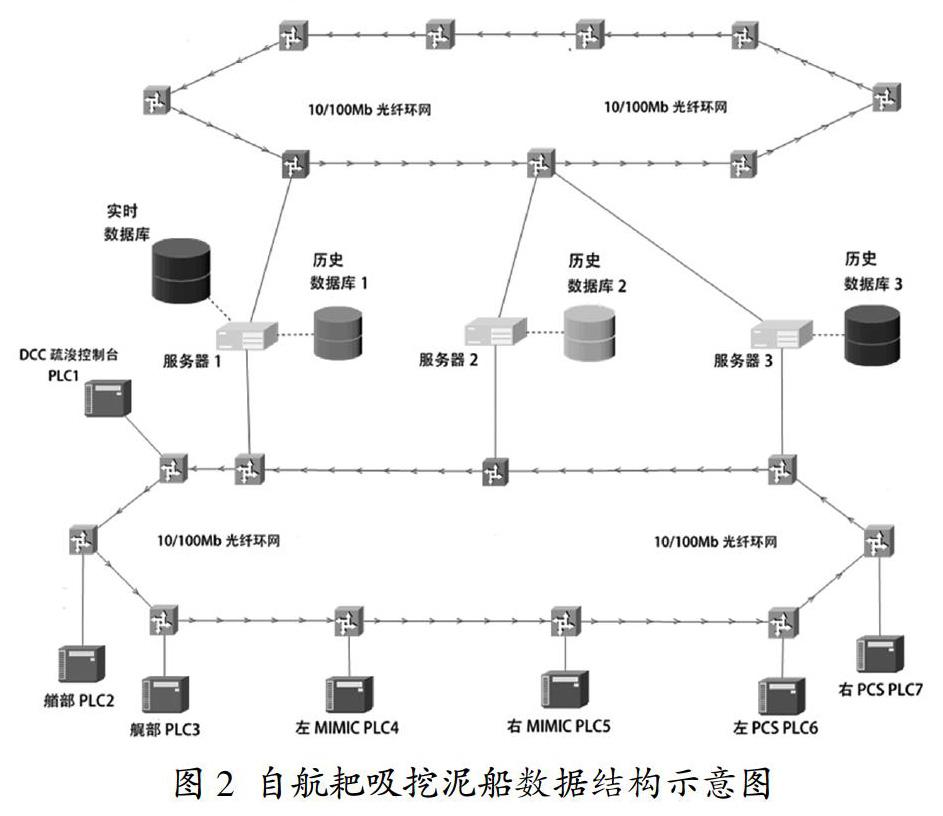
全船网络系统的控制基于一个数据库来实现,其系统数据采用开放式的结构,可覆盖全船的控制系统,并通过OPC服务器来进行数据的交换。其采集和控制的系统包括:液压疏浚系统PLC、疏浚仪器仪表信号、泥泵控制PLC、钢丝绳测量系统PLC、AMS机舱报警系统等。通过数据的交换和传输,采集全船的传感器数据可在上端人机界面显示器中显示,上端的指令可直接对下端的设备进行控制。(数据结构如图2所示)
系统配置了3台服务器,3台服务器均通过两个以太网接口,桥接上下两个环网。3台服务器中有两台是互为冗余备用的数据服务器,另一台兼历史数据服务器。当一台数据服务器出现故障时,另一台备用服务器自动投入,以保证不间断地向全船的工作站及PLC系统提供实时数据的采集与分配。在任何一个时刻,只有一台服务器向工作站及PLC发送指令,以保证数据的唯一。
相关工作站发出的指令,通过网络写入服务器实时数据库,数据服务器经网络,再将实时数据库的内容通过接口程序,传输给各PLC。系统所有工作站,均通过服务器获取或发送数据。每台工作站均为标准的通用型计算机,通过不同应用软件的切换以完成不同的工作。
各PLC系统运行的数据通过网络交换传输进历史数据库和实时数据库,实时数据库通过服务器1将各PLC实时运行数据经环网提供给各工作站。需要快速反应的现场控制数据,由各自不同的PLC-CPU在底层单独完成。PLC与PLC之间的协调,不经由服务器。系统的安全连锁功能,不经由服务器和工作站处理,但这些数据均能反应在服务器的数据库内,并可通过工作站进行显示。
全船在同一个时间周期内,实时数据库是唯一的,因而保证了所有工作站和PLC所面对的对象状态是唯一的。本系统实时数据库刷新周期为0.5秒,实时数据库每刷新一次,就将数据存储于历史数据库。因此,本系统可通过历史查询的方式,查询历史操作。
3 两个故障案列
3.1 PLC6:左主推进PLC在船舶正常施工过程中CPU报错
3.1.1 故障现象
耙吸式挖泥船在定速模式下正常航行,突然间AMS系统出现“左推进控制系统主要报警”,PLC6 NFU指示灯闪亮,其余面板指示灯不亮,PLC6的CPU模块ERR指示红灯闪亮。SCADA 1服务器跳转到SCADA 2服务器。
3.1.2 故障分析
控制系统故障通常可分为两类:系统故障和过程故障。系统故障可被PLC操作系统识别并使CPU进入停机状态,通常的系统故障有电源故障。硬件模块故障、扫描时间超时故障、程序报错故障、通讯故障等。过程故障通常指工业过程或被控对象发生的故障,例如传感器和执行机构故障、信号电缆及连接故障、运动故障、连锁故障等。
首先确认过程故障原因,将CPU复位后,ERR指示灯消除,做如下检查工作:
(1)确认电源分配模块及到PLC中每一个模块电压为DC24V。
(2)检查确认PLC的模块是否异常,紧固模块连接背板的螺丝。
(3)确认桨角控制指令到PLC的电压值,测量后左右主推进零桨角指令输入电压均为DC4.8V,改变指令,前后侧推输入电压改变也相同。确认桨角输入电压正常。逐一对其他外部传感器检查,均无异常。
(4)在确认外部输入、输出信号后,更换外部通讯电缆及连接,更换RJ45连接接头。
然后确认系统故障的原因,根据故障现象,在复位PLC6的CPU后,左推进系统可以正常控制,但每隔一段时间,会再次出现PLC6的CPU报错。PLC6在使用过程中并未出现外部传感器线路短路现象,且系统的电源及模块多次确认正常。由于船舶资源限制,没有三菱PLC的DX Developer 软件,无法检查程序错误,因此将通讯故障作为下一步排查故障原因的重点。
3.1.3 故障排查
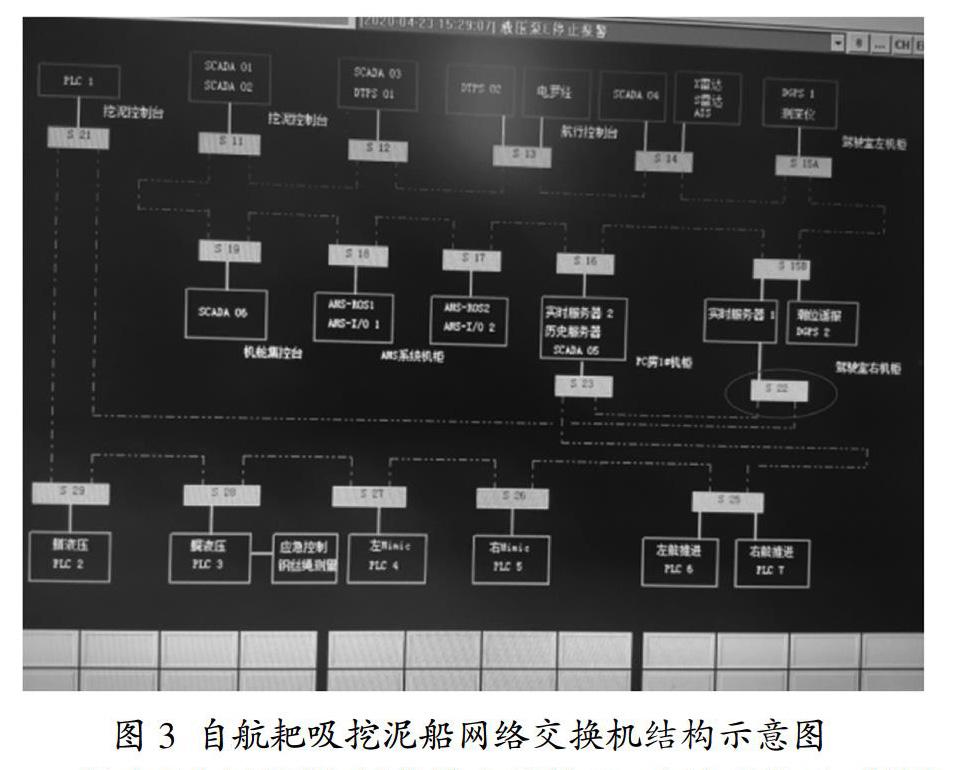
在本船的网络系统中设置了上端和下端两个环形网络,依据故障现象PLC6的CPU报错和SCADA服务器1死机,查找底层网络故障原因。(具体见图3)。
检查底层环网光纤接线盒及接口,确认正常后,利用Primary Setup Tool软件检查底层环网8个交换机数据包接收情况,逐一排查发现8个交换机数据包均正常。后续用SCADA1服务器的上位机CMD依次ping底层环网交换机的IP地址,发现当与S22交换机ping时,数据包接收时间在5ms,远远大于其他交换机的数据包1ms接收时间(图4)。
3.1.4 故障解决
确定S22交换机存在通讯延迟后,更换交换机硬件,并利用Primary Setup Tool软件设定S22交换机的IP。通过一年多的时间观察,并未再次出现此故障现象。
3.2 PLC2中CPU的“EXTF”LED灯和DP接口的“BUSF”LED灯
3.2.1 故障现象
上位机DTPS泥舱舱容显示不准,PLC2中CPU模块“EXTF”LED灯和DP接口“BUSF”LED灯红色点亮。
3.2.2 故障解决
在PLC2中连接有一个DP从站,该DP从站的作用是采集舱容液位雷达传感器的信号。检查从站采集的液位雷达信号正常,检查DP从站的总线电缆正常,将DP从站重新启动后,PLC2的LED灯恢复正常,泥舱舱容恢复正常。
3.2.3 结论
在这个故障案例中,由于DP的故障,导致主站通讯故障,无法正常显示舱容。不难发现,我们可以依据PLC的CPU指示灯来诊断故障,也可使用专用硬件诊断网络故障。特别是使用BT200对PROFIBUS-DP网络进行诊断,判断故障简单方便。
4 结束语
船舶设备维修资源相对匮乏,船舶设备运行环境也较恶劣,网络冗余配置提高了系统的稳定性。综上两个故障案列,我们在解决网络通讯故障问题时,可通过网络系统监控软件,利用船舶F站或衛星宽带通信设备进行外网连接,不间断地对现场设备进行在线监视和诊断,如发现系统异常时可迅速将故障节点隔离并报警,同时也可通过远程故障诊断,及时通知船舶设备管理人员进行故障处理,尽可能缩短设备故障对船舶安全运营及生产造成不利影响。
随着工业全球化分布的趋势日益增加,在控制器、系统,甚至整个网络中,更需要提供灵活、可靠、安全和具有成本优势的访问方法,使得系统具有远程数据监控、远程编程与调试等功能,从而实现在船舶这种不方便维护的现场可以远程诊断、远程维护并远程传输可视化数据。
参考文献:
[1]倪骏程.PLC技术在电气设备自动化控制中的应用[J].电子制作,2019(02):82-83.
[2]靳新芳.PLC与上位计算机通信监控系统的研究与应用[J].信息记录材料,2019,20(02):93-94.
[3]张毅.Delphi开发西门子S7-1200/1500 PLC以太网心跳通信组件[J].智能计算机与应用,2019,9(01):264-266.
猜你喜欢
科技视界(2016年18期)2016-11-03
经营者(2016年12期)2016-10-21
科学与财富(2016年28期)2016-10-14
科技视界(2016年20期)2016-09-29
企业导报(2016年8期)2016-05-31