
一种配合射钉使用的电缆托盘固定系统在FPSO 建造中的应用研究
2020-06-23 03:25宁会朋熊庆刘思袁家银孙伟俊
价值工程 2020年15期
关键词:焊接
宁会朋 熊庆 刘思 袁家银 孙伟俊


摘要:在海工FPSO建造过程中,托盘的固定一直以来采用的都是将支架焊接到结构上,再将托盘固定到支架上,这就需要经过打磨、焊接等工序。如果涉及到现场的支架修改工作,还会破坏油漆,再修改后还要增加补漆的工作,工序的复杂和人工时的大量消耗,本文提出一种新型的配合射钉使用的托盘固定系统,对比传统的支架固定方式,此新型固定系统在工序上、材料成本和人工时等方面具有更大的优势。
Abstract: During the construction of Offshore FPSO, the fixing of the pallet has always been to weld the bracket to the structure, and then fix the pallet to the bracket, which requires grinding, welding and other processes. If it involves the modification work of the bracket on site, it will also damage the paint, and the repair work will be increased after the modification. The process is complicated and a lot of labor is consumed. Compared with the traditional bracket fixing method, this paper proposes a new type of tray fixing system used with nail shooting, which has greater advantages in terms of process, material cost and labor time.
關键词:射钉;托盘;焊接
Key words: nail shooting;tray;welding
中图分类号:TG457.1 文献标识码:A 文章编号:1006-4311(2020)15-0130-03
0 引言
按照目前海工行业的末端通路现有做法:使用马脚(一种用热浸锌扁钢弯制而成的固定绑扎电缆的焊接固定件);用电缆托盘作为末端通路,使用大量的焊接碳钢支架固定托盘。
但是以上两种做法效果都不理想:马脚由于缺乏对电缆的保护且容易被腐蚀,整个行业对其认可度也越来越低。使用焊接碳钢支架固定电缆托盘会产生各种焊接支架形式,使用大量钢材,产生大量的现场焊接,破坏防腐,施工效率低。传统电缆分支通路安装方法马脚,缺乏对电缆的保护,国内外业主认可度越来越低。托盘或托架已成为趋势,因此需要提出一种新型的电缆固定系统。
1 固定系统简介
本文的主要目的在于克服以上技术缺点,提供一种配合射钉使用的托盘固定系统,使其具备施工简便、费用较低、安装美观等特点。托盘固定系统主材包括:带冲孔的不锈钢板和圆形加长内螺纹螺母(螺母一端氩弧焊焊接在冲孔不锈钢板上,另一端利用螺纹固定在射钉上)。其特点为在满足托盘强度的情况下,通过射钉非常方便地固定在钢结构上,且很方便的与托盘连接。整个过程简便,规范,不产生焊接造成的防腐破坏。
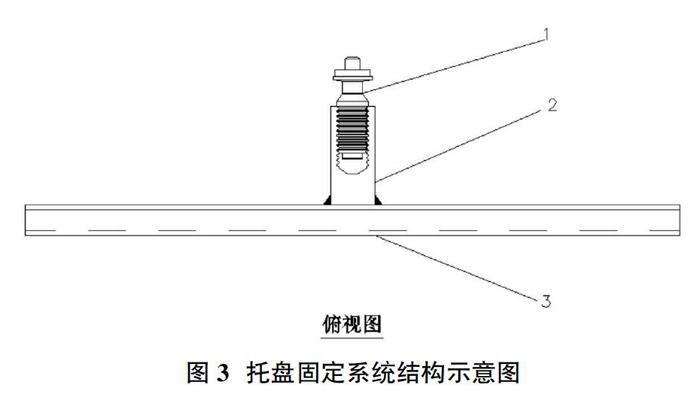
图中编号说明:1.射钉、2.圆形加长内螺纹螺母、3.带冲孔的不锈钢板、4.本实用新型固定配件、5.U型螺栓、6.托盘、7.结构立柱、8.H型钢、9.电缆、10.甲板面(钢板厚度≥8mm)。
射钉非常方便地固定在钢结构上。如图1-图3为本固定系统的结构示意图,长螺母连接冲孔不锈钢板与射钉,长螺母内螺纹完全可以与射钉螺纹匹配。
在满足强度的情况下,通过U型螺栓将托盘固定在上面。图4-图6分别表示托盘固定系统在立柱、H型钢和甲板面上的具体安装情况。
2 具体实施方式
①依照固定托盘的U型螺栓规格,将预制好的钢板进行冲孔,如图2;②将圆形加长内螺纹螺母一端氩弧焊焊接在冲孔不锈钢板上,另一端利用螺纹固定在射钉的外螺纹上,如图1;③确定固定配件生根位置后(射钉间距建议1500mm),将射钉按照射钉厂家施工规范打入生根位置;④通过U型螺栓将托盘固定在配件上,完成托盘的安装和固定,如图4-图6。
以上所述是固定系统的现场施工流程,但在实际操作过程中,还需要注意以下几项:
①固定射钉钢钉前,确保孔中无液体和铁屑;②保证射钉枪垂直于基材表面;③紧固扭矩Trec<=8Nm;④基材的最小宽度8mm(射钉系统应用于8mm或者更厚的基材。如果基材过薄会导致钻透基材,破坏基材背面的涂层);⑤使用配套工具钻孔时,按钮要按到底,保证钻孔速度达到3500rpm,从而延长钻头寿命,新使用者可以借助中心定位装置定位。
3 成本分析
本文将传统的焊接支架形式和射钉固定系统进行成本对比,从材料、人工时和人工成本三个方面对比两者固定形式的优缺点。以下对比将支架生根焊点定为400个。
3.1 材料
成本消耗包含:耗电、焊材和油漆,如下:
耗电:一处生根点用时约50秒,用电规格为180A*23U,用电大约为1元/千瓦时(按当地工业用电计),400个生恨焊接点用电约500元。
焊材:使用普通的氩弧焊丝,生根焊点400个。每根焊丝可焊接30-40焊点。按当前市价合算焊材成本约1900元。
补漆:按每处生根焊接点破坏面积约5平方厘米和三遍补漆计算,需补漆点有400处,结合市价油漆成本可知补漆成本约7000元。
综上所述,采用焊接方式的材料成本约9400元;采用紧固件方式的成本约14000元(每套紧固件约35元)。
3.2 人工时成本
3.2.1 焊接人工时
焊前处理:每处焊点需约1分钟,400个焊接耗时近7小时。焊接耗时:一处焊接点耗时约3分钟,总计约20小时。焊后打磨:一处焊接点耗时约2分钟,总计约14小时。
以此类推,补漆前打磨处理总耗时约7小时,补漆干燥时间约80个小时。接地线安装耗时约3小时。此项总耗时131个小时。
3.2.2 采用固定件人工时
每处固定点用时约1分钟,工序包括钻孔、射钉,总用时大约6.6小时。
兩者对比采用托盘固定系统工时较焊接形式节省124.4小时。
3.3 人工成本
按照上述核算,每个工人每天工作8小时,需要至少两个电工,一个焊工,一个油漆工完成生根点焊接固定需要约5个工作日;按每个工人每天400元计,完成所有焊接点固定需8000元。而采用射钉托盘固定系统一个工作日就可以完成,人工成本最多为400元。
通过以上三个方面的对比发现:采用射钉固定系统比传统的支架焊接形式在材料成本上略高,但在人工时和人工成本上都大大降低,操作更为方便,工序更加简单,大大提高了工作效率同时在总体上也降低了施工成本。
4 结语
海工FPSO建造电仪专业施工工期紧张,支架类施工是主要的施工难点之一,本文提出的托盘固定系统大大地提高了施工效率和工程质量,施工成本也大大降低,是未来海工建造可广泛采取的支架固定系统。
参考文献:
[1]中华人民共和国船舶行业标准.船舶电缆敷设和电气设备安装[S].1995.
[2]《海洋石油工程设计指南》编委会.海洋石油工程配管、机械、电仪信加工设计及调试[M].北京:石油工业出版社,2007.
[3]林开华.电缆敷设的环境要求[J].建筑电气,2008.
[4]宁会朋.配合射钉使用的穿线管固定装置:中国,201820807645.X[P].2019.
作者简介:宁会朋(1986-),男,黑龙江桦南人,电仪工程师,硕士,主要从事海洋平台设计及研究工作。
