盾构机刀具磨损监测系统设计与开发
2020-06-13 06:58马强孟祥波魏晓龙郭俊可林福龙
电子技术与软件工程 2020年2期
文/马强 孟祥波 魏晓龙 郭俊可 林福龙
(中铁工程装备集团有限公司 河南省郑州市 450016)
近年来随着国内地下空间开发的快速发展,大型隧道掘进机(盾构机)得到广泛应用,其中穿山跨河的硬岩TBM和大直径泥水盾构项目也陆续增多,此类设备多用于开挖围岩完整性较好、岩石硬度较大的地层,因此带来的一个突出问题就是刀具会快速磨损。
一般来说,盾构刀具尤其是刀具外缘材质为硬质合金,硬质合金具有较高的强度和硬度,耐磨性好[1],但材料和工艺等决定其造价成本较高,需要尽可能物尽其用;施工过程中换刀或检查需要开仓或者带压进仓,该过程既影响工期又有一定危险性,且代价亦不菲[2];以上决定施工过程中应尽可能减少换刀频次。但是盾构刀盘刀具整体设计决定每把刀有自己的轨迹,一旦其中一把刀出现类似崩刃等故障情况,会迅速影响相邻刀具,减少其使用寿命,进而影响刀盘整体和整个开挖面,最终严重影响施工效率和能源利用率带来一系列问题,因此当刀具出现故障时需及时更换。综合以上,一方面希望减少换刀频次,一方面故障时需要及时更换,这就需要对盾构刀具的磨损程度、磨损类型等情况进行实时检测,从而为是否需要换刀提供判断依据。
目前国内外在这方面的应用研究较多,有些已开发出成套系统,并实验性应用在一些隧道掘进机上,例如张厚美等[3]通过其他盾构掘进参数计算推导出刀具磨损状态,是一种预测方法;赵红霞[4]通过电涡流传感器对刀具磨损直接测量;石振明等[5]通过在盾构机前舱安装摄像装置,采集刀具的图像并与刀具原始三维模型对比测定刀具磨损,这些系统都是为了研究测试某种盾构刀具磨损检测方法,在盾构机的个别刀具上安装系统进行磨损检测,并没有成套装备到盾构机并监测盾构机所有刀具磨损状态以及在软件中记录数据和数据图表化显示。国内中铁装备公司作为盾构机生产商在该领域进行了大量长期的实践测试,最终设计开发出一套能用于实际且性能可靠的刀具磨损检测及监控系统。该系统已在中铁装备产盾构机上推广应用。
1 磨损类型与系统框架
一般刮刀磨损检测较容易,这里特指滚刀的刀具磨损。滚刀磨损速度与地质条件、掘进参数、渣土改良等情况相关,滚刀刀具常见的磨损和损坏主要有以下几种类型[6,7],如图1:
(1)圆周磨损;
(2)偏磨;
(3)刀圈断裂;
(4)刀圈断裂后脱落。
综合分析以上故障类型,距离传感器检测感应刀圈厚度距离、转速传感器检测滚刀转速、温度传感器检测刀具温度,将三种传感

图1:滚刀磨损类型
器采集到的信息进行综合对比分析即可判断大部分滚刀故障。考虑到刀具处于充满泥水的工作环境,要确保传感器采集数据的有效性、可靠性,兼顾可快速安装结构设计的前提下,设计非接触式检测方法,同时不影响信号的采集和传输。设计还需要考虑高压冲击、磨损、潮湿、腐蚀、高温等不利工况下保证无线发射信号的强度和电量的使用寿命等问题,需要增加一定的密封和防护。系统整体框架如图2所示。
2 软件系统与预警机制
2.1 软件系统
软件系统是基于MicrosoftNET Framework架构开发的针对刀具状态检测硬件的数据采集和监控软件,可在Windows 7/Windows 8/Windows 10操作系统上运行。软件采用典型的三层架构开发,从上往下依次是界面表示层、业务逻辑处理层、数据库访问层,如图3所示。其中界面表示层采用以DirectX技术为基础,为2D和3D图形提供了更好的渲染效果[8]的WPF(Windows Presentation Foundation)技术进行编写,主要用于人机交互界面的设计;业务逻辑层采用C#高级编程语言开发,整个软件的系统的主要功能和业务逻辑都在业务逻辑层处理;数据访问层是数据库的主要控制系统,实现数据的增、删、改、查,并将操作结果反馈到业务逻辑层,考虑到盾构机配置的工控机性能限制和滚刀检测软件对数据访问的性能要求,软件采用轻型关系型数据库SQLite进行数据存取操作,SQLite一种开源的、内嵌的关系型数据库,数据库功能全、体积很小,不需要扩展的数据库服务,不需要网络配置和管理[9]。
软件采用模块化设计,不同的模块可实现不同功能的管理和应用。该软件的核心结构总体上分为:框架界面、数据库访问、业务逻辑处理、盾构机PLC数据访问、系统全局设置等,基本功能主要包括实时显示刀具状态信息、实时显示盾构机状态信息、历史数据信息、历史数据曲线信息、参数设置等。软件基本功能结构框架如图4所示。
在界面显示功能中主要由以下模块组成:主测量模块、历史信息检索模块、系统设置模块。主测量模块主要包括滚刀磨损、温度、转速、刀盘转速、刀盘推力、刀盘角度、掘进环号等信息的采集显示;历史信息检索模块主要包括各参数历史数据和历史数据曲线的查看;系统设置主要包括数据采集周期设置、初始化标定、报警阈值设置、系统信息设置等。如图5所示。
2.2 预警机制
总体而言软件系统是以刀具状态检测硬件系统如刀具磨损传感器、温度传感器、转速传感器、无线发射器、室内采集单元等为依托,利用计算机编程语言、数据库等服务于盾构机刀具状态信息检测、刀具维护与更换的专业软件。数据有两个来源,一个来自于安装于滚刀上的传感器,主要包括滚刀的转速、温度、磨损等状态信息,另一个来源于盾构机PLC系统,用于获取盾构机的推进模式、刀盘转速、推进力、掘进环号、刀盘角度等值。软件将采集到的信息实时显示在界面上,供现场施工人员及时对刀具当前状态做出预判,指导换刀作业。
采集到的数据如磨损、转速、温度等刀具状态信息会以刀具编号为索引按时间顺序存入数据库中,当需要查看刀具历史数据或历史数据曲线时,可以随时读取并显示在界面上。众所周知,无论是常规盾构还是大直径泥水或TBM等,刀盘上均布置几十到近百把滚刀,每一次检查刀具磨损情况需一把一把刀挨个检查,系统采集数据频率约为每分钟一次,一天大约一千条甚至上万条记录,每条记录均包括特定刀的磨损、转速、温度以及相应辅助的盾构掘进参数包括刀的位置、刀盘转速、扭矩、挤压等信息,数据量巨大,即使是调取曲线图快速查询也是相当大且重复繁琐的工作量,有一定的施工经验者人工分析一遍需五六个小时。
数据预警主要指阈值判断,其逻辑原理图如图6。阈值判断主要通过设置特定阈值,当参数满足阈值变化时即可判断为某种故障,比如当滚刀出现偏磨、断裂或回退现象时,测得的磨损值会出现大幅度的突变或者脉冲性突变,故可以通过比较当前磨损测量值与突变临界阈值以及前一个测量周期内突变值数量来综合判断滚刀是否出现偏磨、断裂或回退可能,以指导现场施工人员及时检查和更换刀具。

图2:滚刀检测系统框架
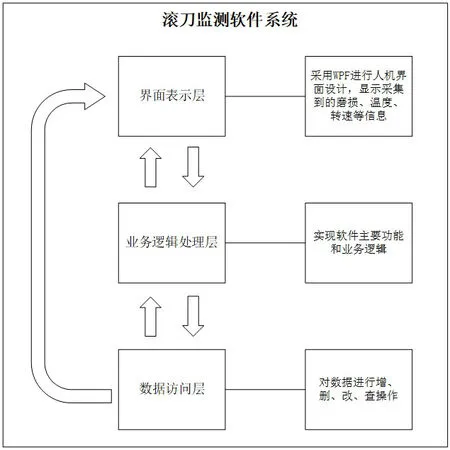
图3:软件系统框架
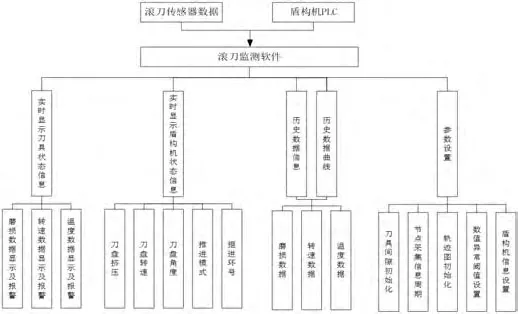
图4:软件基本功能
但是现场人员往往很难通过已知的现有信息来准确判断刀具的具体状态,比如刀具是否产生偏磨、崩刃、回退、滚刀转速和温度是否异常等等,全断面掘进机刀具智能诊断系统提出了一套综合的滚刀状态智能诊断方法。通过采集刀具转动过程中的信号,软件自动选取若干组数据曲线作为卷积神经网络训练集,建立判断刀具磨损程度大小的故障诊断模型,为判断刀具实时加工工件的磨损程度提供新的途径。

图5:软件主测量界面
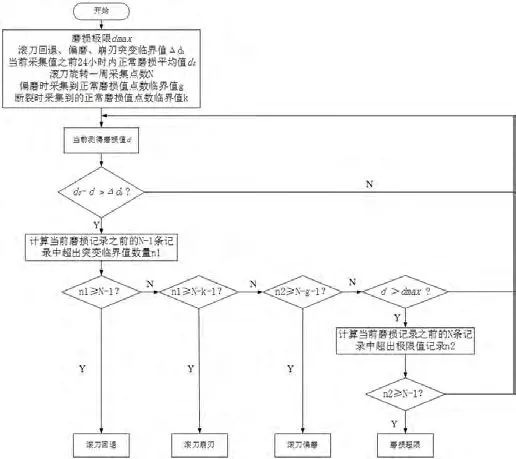
图6:阈值判断逻辑图
实际使用过程中阈值判断占用系统资源较少可以实时判断,智能识别占有系统资源较多,可长时间停机或一环结束拼管片等空闲时间进行计算,并将结果生成报告,两种方法的分析结果结合起来可互为辅证。
3 总结与展望
本文从系统整体框架以及数据采集存储、数据形象化展示及分析、数据预警机制等软件方面重点论述了刀具磨损检测及监控系统的设计,并成功推广应用于中铁装备产盾构机上。以中铁306号大泥水盾构为例,系统应用后得到如下结论于展望:
(1)施工方在盾构机掘进过程中掌握着刀具状态,为统筹换刀方案提供了科学依据。
(2)对采集的数据进行本地存储,并根据阈值判断预警机制对数据实时处理,然后通过界面刀具轨迹图、刀具分布图、刀具轮廓图、数据曲线图等多种图示功能,清晰直观的为施工人员提示刀具磨损状态报警信息。
(3)系统从刀具磨损状态数据机盾构机掘进数据中自动选取若干组相关数据曲线作为卷积神经网络训练集,建立判断刀具磨损程度大小的故障诊断模型,可进一步开发智能化刀具磨损报警,为盾构机智能化节约化施工提供新的思路。
猜你喜欢
机械工程师(2023年11期)2023-12-09
制造技术与机床(2019年10期)2019-10-26
隧道建设(中英文)(2017年10期)2017-11-07
中南大学学报(自然科学版)(2016年2期)2017-01-19
时代农机(2016年6期)2016-12-01
浙江大学学报(工学版)(2016年11期)2016-06-05
凿岩机械气动工具(2016年3期)2016-03-01
中国房地产业(2016年9期)2016-03-01
工程建设与设计(2016年4期)2016-02-27
中国质量与标准导报(2014年7期)2014-02-28