
阜阳西站站房文化浮雕墙的铸造与安装
2020-06-08 07:11
铸造设备与工艺 2020年2期
(铜陵铜官府文化创意股份公司,安徽 铜陵 244000)
阜阳西站站房文化浮雕墙之铸铜浮雕《管鲍之交》,外形尺寸约为14.8 m×7 m,安装在高铁站二楼离地面高度8 m.客户要求铸造材质为ASTM B584 C90300,铸件厚度不低于6 mm.
1 铸 造
1.1 底稿泥塑
在泥塑架上用雕塑泥打底找平,在其上张贴加放过收缩量并有坐标格的1∶1 的《管鲍之交》纹稿大样,如图1 所示,雕塑人员可依据图案纹饰一个小单元一个小单元单独泥塑,图案纹饰定位相对准确,比例不会失调,还可多人同时上架泥塑,缩短泥塑周期,多人雕塑风格趋于一致,泥塑最后进行整体调整。这种有底稿的泥塑工艺方法,称之为“有稿泥塑”。

图1 1∶1“有稿泥塑”大样
1.2 造型
1.2.1 剥蜡法
剥蜡法工艺是在雕塑好的泥模上翻制石膏模(或硅胶模),然后去刷蜡,蜡片厚度相当铸件厚度,石膏模连同蜡模一起送去造型,造型先做铸铜浮雕背面砂块,翻箱去掉石膏模,修蜡,再在背面砂块上做有纹饰的一面,开箱后取出蜡模(剥蜡)[1]。
刷蜡厚度均匀,达到客户要求,复杂、较大面积的雕塑可用纱布加固。
1.2.2 无箱造型
在造型的砂块中放入钢管或焊接网状骨架,便于砂块的吊运以及合箱紧固。砂块的外形可随铸件的形状造型,在造型过程中放入钢管或随形钢架,大大减少树脂砂的用量,钢架可重复使用,既降低生产成本又增加了生产效率[2]。
1.2.3 剥蜡法呋喃树脂砂无箱造型操作工艺
剥蜡法呋喃树脂砂无箱造型操作步骤:
1)将蜡片连同原石膏模一起按有利于起模的角度摆放好;
2)石膏模周边用砖头、木板或砂床等物垫起来,预留50 mm 砂层厚度;
3)在蜡模周边填铺树脂砂,压实;
4)待树脂砂固化后,按蜡片边缘肌理修整树脂砂分型面(假箱)见图2,分型面上撒分型砂;
5)在假箱上造型(铸铜浮雕背面),先铺一层树脂砂,放入钢管或焊接网状骨架,用树脂砂包裹住钢管,砂块边缘处修整好;
6)翻箱,去掉石膏模,修整好蜡模以及分型面,撒分型砂;
7)在造好的背面砂块上面造铸铜浮雕正面砂块,并放入钢管或焊接网状骨架;
8)树脂砂固化后开箱,取出蜡模(剥蜡);

图2 剥蜡法呋喃树脂砂无箱造型假箱
9)修型,开设浇注系统;
10)刷醇基涂料;
11)合箱。
剥蜡法呋喃树脂砂无箱造型,直接用蜡型厚度代替贴泥,用树脂砂工艺达到精密铸造的表面效果,且蜡料、钢管可回收反复使用,降低了生产成本,缩短了生产周期。
1.3 熔铸
1.3.1 化学成份
ASTM B584 C90300 化学成分见表1.

表1 ASTM B584 C90300 化学成分(质量分数,%)
1.3.2 加料顺序
熔铸时的加料顺序为:覆盖剂→电解铜→2/3磷铜→锌→锡→1/3 磷铜。其中溶剂和磷铜加入质量分数分别为:
1)熔剂:硼砂70%+玻璃30%,用量为0.5%~2.5%;
2)磷铜总量:0.5%(含P 质量分数13%).
1.3.3 操作要求
1)炉底加入熔剂,坩埚预热到暗红色;
2)加入预热过的电解铜(400 ℃~500 ℃),留质量分数5%的铜做降温用;
3)全功率快速熔化升温至1 200 ℃左右,加入质量分数0.2%的磷铜脱氧;
4)然后加入预热的锌、锡(锌、锡入炉前预热至150 ℃~200 ℃)搅匀,并降低功率做含气试验;
5)炉前含气检查。如含气不合格采用高温沸腾精炼1 320 ℃~1 350 ℃,再加0.2%磷铜脱氧处理;
6)熔炼温度降到1 220 ℃~1 240 ℃时,再加入0.1%磷铜进一步脱氧,出炉;
7)在浇包内放入预热的锌(占铜液质量的0.8%),扒渣后出炉覆盖;
8)立即浇注铸件,浇注温度一般控制在1 120 ℃~1 140 ℃.
2 铜浮雕安装结构设计及校核
《管鲍之交》铸铜浮雕外形尺为14.8 m×7 m,安装在二楼距地面高度8 m,二端各有一段宽3.85 m、高6 m 的实体墙,中间自然形成一个跨度7.1 m 的门洞。门洞及铸铜浮雕安装位置周围均为1 mm 单铝板干挂墙体及玻璃窗,其结构过于简单,经现场确认不能承受铸造铜浮雕的重量,需要重新设计制作承重结构。因此,安装必须在6 m 高墙体架设水平梁,在梁上焊接钢构到客户要求的铸铜浮雕安装高度8m,《管鲍之交》铸铜浮雕安装结构示意图见图3.
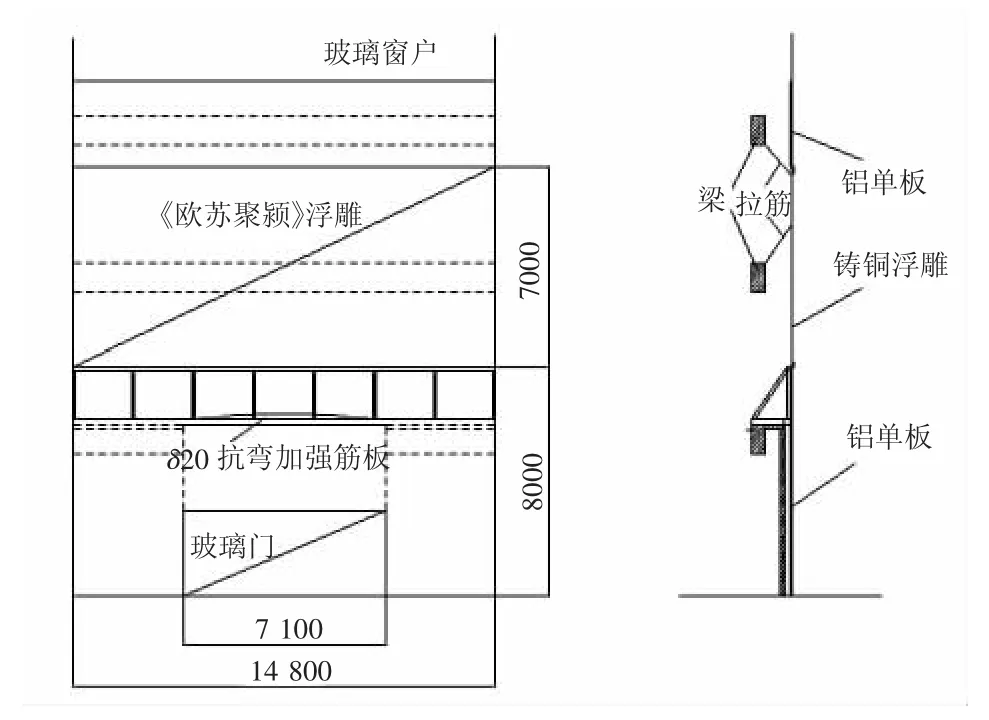
图3 《管鲍之交》铸铜浮雕安装结构示意图
整个铸铜浮雕质量约为50 kN,通过8 个立柱传递到长14.8 m 水平梁上,其中左右各2 个立柱落在3.85 m 的实体墙上,对门洞上方跨度7.1 m 的梁弯曲影响不大。而跨度7.1 m 水平梁在受到长期重载荷时存在弯曲变形,因此主要校核跨度7.1 m 承重梁的刚度,该梁的受力计算简图见图4.
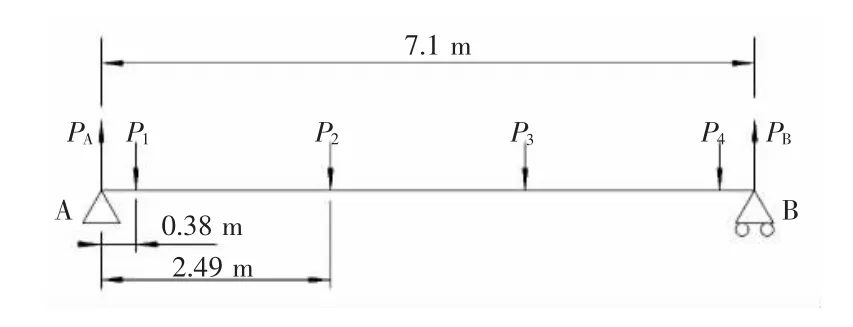
图4 《管鲍之交》铸铜浮雕承重梁计算简图
2.1 梁的弯曲内力
铸铜浮雕安装在8 个立柱上一水平结构梁上,因此8 个立柱所受载荷近似相等,每个立柱的载荷为:

由于承重梁上的载荷和支反力对跨度中点是对称的,故容易求出两端支反力为[3]:

在跨度中点截面左侧的外力为RA和载荷P1、P2·P1引起的弯矩为正,且数值为RA×3.55 kN·m.跨度中点截面以左的载荷P1、P2引起的弯矩为负,且数值分别为P1×0.38 kN·m、P2×2.49 kN·m.故跨度中点截面上的弯矩为:

2.2 梁的弯曲应力
Q235 的许用应力[σ]=113 MPa,承重梁的最大弯矩Mmax=26.44×103kN·m.由弯曲正应力强度条件,有

2.3 梁的校核
选用壁厚5 mm×200 mm 镀锌方管做为铜浮雕的跨度梁,镀锌方管截面模量为:

故5 mm×200 mm 镀锌方管做为《管鲍之交》铸铜浮雕安装承重梁能满足设计工况条件。
3 铸铜浮雕安装
《管鲍之交》铸铜浮雕在公司内完成预拼装,现场安装。结构件现场制作。
3.1 定位放线
利用水平仪、红外线测量仪、卷尺等测量工具,按点位要求放好铸铜浮雕中心十字线和外轮廓线,并做好标识。
3.2 结构件制作
3.2.1 承重支架组
按照定位标识,在承重支架最下面设计一道5mm×200 方管制作的承重梁,门洞位置(跨度7.1m)承重梁上加焊侧立弧形抗弯加强腹筋,厚度20 mm、长度6 244 mm、拱高200 mm.在方管承重梁上均布焊装8 个承重支架,在8 个支架顶面通长焊装5mm×100mm 方管做为安装基准梁(要测水平),铸铜浮雕的框架便安装在基准梁上,基准梁高度要符合铸铜浮雕的安装高程要求。
承重支架等现场制作。承重支架在预制混凝土梁的上面和后侧面用φ20 化学螺栓固定。
地面做好防护。所有焊缝处清渣,并涂刷防锈漆。
3.2.2 铸铜浮雕框架
铸铜浮雕框架现场制作,焊装在安装基准梁上,要保证框架正立面垂直并与墙体平行,然后把分块运至现场的铸铜浮雕,按顺序逐块安装在框架上。
3.3 吊装
1)利用铸铜浮雕安装位置后上侧二道混凝土梁做为起吊挂点,1 t 环链式电动葫芦起吊,按顺序逐块起吊铜浮雕铜板到指定位置。
2)以铸铜浮雕中心线分别向二端吊装,从铸铜浮雕下边往上边吊装,以减少累积误差。
3.4 浮雕焊装
铸铜浮雕拼缝采用手工氩弧焊焊接,X 型坡口双面焊,氩弧焊工艺规范见表2.

表2 C90300 氩弧焊工艺规范
铸铜浮雕必须要从中部、上部分别要有向后上侧混凝土梁的焊装支承拉筋,以抵御侧向风阻,保证铸铜浮雕高空稳定安全性。
3.5 铸铜浮雕边框安装
《管鲍之交》铸铜浮雕边框采用1.5 mmT2 铜板折弯成型,拼接缝要配好,边框采用角码安装,图5为安装示意图。
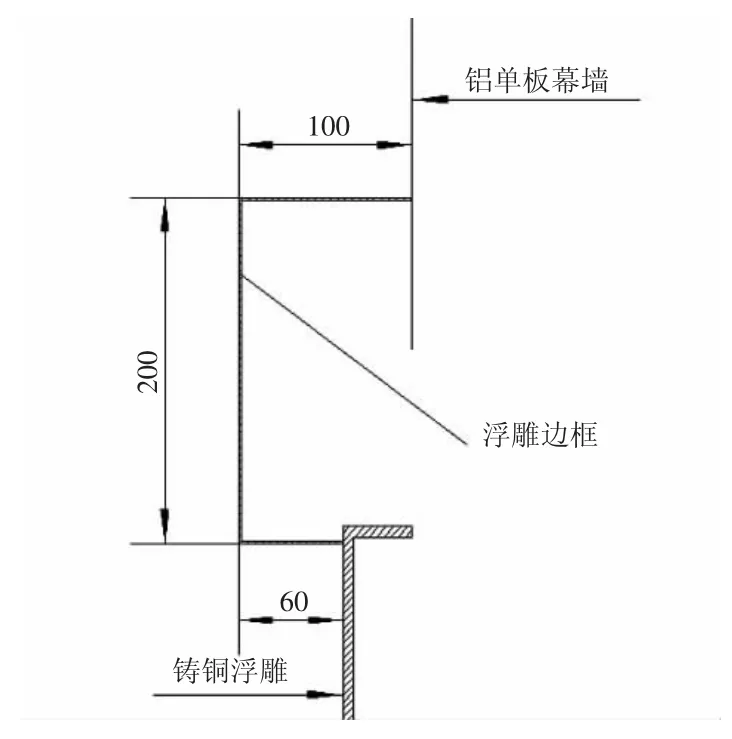
图5 铸铜浮雕边框安装示意图
4 结语
《管鲍之交》铸铜浮雕采用“有稿泥塑”,剥蜡法呋喃树脂砂无箱造型铸造,操作灵活,生产周期短,降低了生产成本。铸铜浮雕安装结构设计经过理论计算及校核,确保高空安装的铸铜浮雕公共安全性。
猜你喜欢
建材发展导向(2022年14期)2022-08-19
快乐语文(2021年31期)2022-01-18
金秋(2021年18期)2021-12-02
格言·校园版(2021年25期)2021-10-23
建材发展导向(2021年16期)2021-10-12
建材发展导向(2021年6期)2021-06-09
西部交通科技(2021年9期)2021-01-11
智慧少年·故事叮当(2020年9期)2020-10-09
儿童故事画报·智力大王(2017年3期)2017-06-30
幼儿智力世界(2015年5期)2015-08-20
