
30万m3POC型煤气柜常见问题及解决措施
2020-06-06 02:28钱国伟
装备维修技术 2020年35期
钱国伟
摘 要:本文主要对我部30万m3POC型高炉煤气柜常见问题以及发生的原因进行了分析,并通过采取针对性措施进行了整改,有效恢复了煤气柜的安全稳定运行。为其他钢厂解决类似问题提供一定参考。
关键词:POC型煤气柜;腐蚀;鼓包;密封油
我部30万m?POC型干式高炉煤气柜于2007年开始进入设计施工阶段,自2008年正式投入运行,是全国范围内第一座正式投入运行的30万m?POC型干式高炉煤气柜。自煤气柜投用以来,充分发挥了煤气平衡以及稳压的重要工作。该高炉煤气柜储存温度为40.0℃以下,共配置32根立柱,回廊层数为5层,活塞导轮共64个,同时配置1套防回转装置以及旋转平台。然而随着使用年限的增加,该气柜在现阶段的运行过程中开始呈现出一定的问题。因此,为最大限度提升该气柜运行的安全性和运行性能,需要通过停产中修的方式,对其进行针对性消缺。
1 POC干式高炉煤气柜现存问题
通过对该煤气柜运行参数以及日常状态的跟踪监测发现,随着使用时间的不断延长,该气柜在实际使用中开始呈现出一系列问题与缺陷,具体表现为以下几个方面:(1)侧板与立柱间出现裂纹、侧板出现鼓包等现象。(2)局部密封油泄漏量大、活塞倾斜度超标。(3)气柜底板出现不同程度渗水、漏气等现象。(4)密封油柜内飘洒严重。(5)导轮轴套脱落;
1.1问题分析
1.1.1侧板与立柱间出现裂纹、侧板出现鼓包等现象
通过对出现裂纹、鼓包的区域的检查分析发现,裂纹主要集中在侧板与立柱的焊缝间,而侧板的鼓包通常也出现在有裂纹的地方。同时,通过对柜内导轮情况、立柱情况的检查发现出现裂纹区域的导轮与侧板贴合紧密,同时导轮及立柱均出现一定程度凹槽。因此,推测导轮与立柱间的间隙偏小,导致侧板、立柱等受应力不均衡最终导致焊缝拉裂或者使得侧板受挤压而出现鼓包等现象。同时,因为裂缝的出现,導致密封油出现一定程度泄漏,使得密封油损耗增加。
1.1.2局部密封油泄漏量大、活塞倾斜度超标
在日常的点巡检过程中,能够明显听到在防回转处密封油大量下泄的声音,同时在12#立柱、17#立柱及22#立柱附近也出现大量密封油泄露的情况。同时,通过对油泵站运行状况的分析也发现相应立柱对应部位的油泵启动频次明显比其他部位启动频次高,最高油泵启动频次达到5次/小时,远高于标准值。这也说明该区域密封油泄漏量确实偏大。
1.1.3气柜底板出现不同程度渗水、漏气等现象
由于柜底在气柜停运前无法有效检查,但是根据其现象和气柜使用年限推测,导致渗水和漏气的现象肯定与气柜底板严重腐蚀有关。而导致腐蚀的原因,除了使用年限以外,通过对排水桶状况的分析还发现与底板冷凝水排水不畅有关。
1.1.4密封油柜内飘洒严重
通过对柜内密封油溢流情况的跟踪发现,导致密封油飘洒严重的问题主要包括:(1)侧板鼓包、凹陷,导致密封油不能直接沿侧板下趟,而是出现悬空飘洒情况。(2)由于泄油量的增加导致两台油泵同时启动的频次高,最终供油量大,溢流速度快最终导致飘洒严重。(3)收油板偏小,导致密封油大量飘洒至活塞上部。
1.1.5导轮轴套脱落
通过对发生轴套脱落的情况进行分析发现,出现脱落的均为同一批次产品,因此分析该批次产品质量存在一定缺陷。同时,还对发生轴套脱落的导轮进行观察发现,该处导轮多数为固定导轮,其应对应力变化不足,存在受力较大、有卡涩等问题。通过分析,主要推断为活塞因倾斜偏大导致导轮受力偏大导致。
1.2问题总结
通过对以上问题的分析发现,实际上导致以上问题出现的一个重要原因就是密封油泄漏量增加,导致活塞倾斜偏大,进而导致导轮与侧板间的受力偏离了原设计值,最终导致侧板变形、焊缝裂开,进而又使得密封油泄漏量增加,再次又影响到导轮与侧板的受力,出现恶性循环。为此,要想解决以上问题,其重点方向减小密封油泄漏,确保活塞的均衡运行,进而减小导轮与侧板应力不均衡现象。
2 主要解决措施
2.1针对侧板出现鼓包等问题
由于侧板与立柱间已经出现裂缝、侧板已经出现鼓包现象,为此,最直接的手段就是对裂缝进行补焊,对鼓包的侧板进行更换。针对侧板内壁立焊缝以及环形焊缝处理。在30万m?POC型干式高炉煤气柜中修过程当中,对煤气柜侧板内壁区域存在的立焊缝以及环形焊缝,优先考虑选用浮升法进行处理,所有施工操作均在活塞上完成。需要注意的一点是,整个处理过程当中活塞应保持悬浮状态,不得固定,因此检修人员还应注意观测活塞运行状态,以策安全。针对侧板焊接接缝的检查与处理。对于30万m?POC型干式高炉煤气柜侧板内壁区域而言,无论立焊缝还是环形焊缝,均应按照相关要求全部进行真空度检查,侧板外壁、T型钢以及立柱间的焊接接缝处理应当同步30万m?POC型干式高炉煤气柜内壁焊接接缝处理开展。同一部分严格按照柜内在先柜外在后的基本原则展开。同时,在焊接接缝施工技术的选择上,以CO2气体保护焊焊接技术为主,以实现对焊接过程中变形以及残余应力问题的最大控制。
2.2针对局部密封油泄漏量大、活塞倾斜度超标
通过对气柜的停役检查,发现活塞超标的主要原因就是密封油泄露量大,为此,解决活塞倾斜超标的关键还在于解决密封油泄露量偏大的问题。通过分析,密封油泄露量大一方面为密封橡胶带磨损严重。经过跟踪发现,在侧板出现鼓包与凹陷的区域,密封橡胶条与侧板间隙明显增大,此外,还由于密封油粘度下降,乳化严重也导致泄油量增加。对此,采取的主要措施包括对密封橡胶带和密封油的更换,同时对防回转滑块也进行全部更换。
2.3针对气柜底板出现不同程度渗水、漏气等问题
针对分析所确定原因,采取了一系列措施进行整改,其中主要包括对柜底板的更换,对排水桶进行疏通。同时,通过对气柜底板现状的分析发现,即便排水桶畅通,也会因为底板凹凸不平而存在局部积水现象,这将导致在积水边缘更易发生腐蚀,针对该问题,通过分析讨论,最终通过对底板敷设一层10mm厚沥青并提高底板排水管高度,确保底板介质统一进而降低其腐蚀的速率。
2.4针对密封油柜内飘洒严重问题
由于密封油飘洒的原因主要包括补油量大、侧板变形等,通过以上措施已基本将飘洒问题解决,但是,为了最大限度降低密封油飘洒至活塞上,又对收油板进行改造,使收油板宽度增加两米,进而降低了活塞上密封油飘洒量。
2.5针对导轮轴套脱落问题
根据分析,轴套问题主要是受力问题,为此,通过在大修后的调试中对各导轮间隙的调整确保了各导轮受力均匀,有效消除了轴套受力不均发生挤压、破碎等问题的发生。
3 POC干式高炉煤气柜中修重点
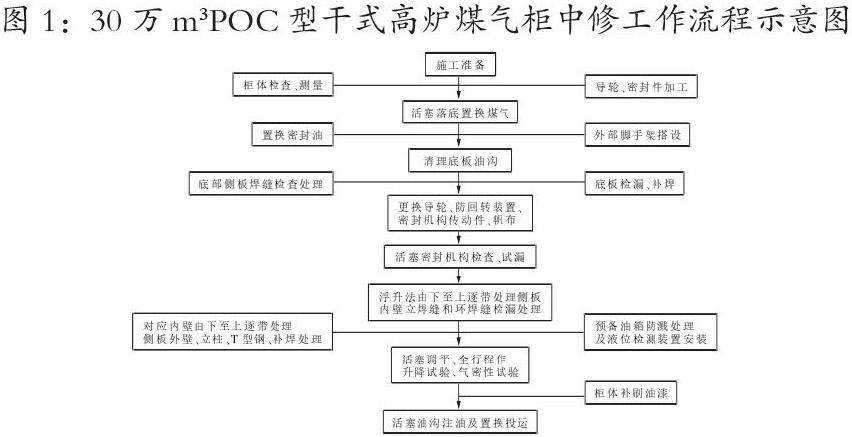
从施工准备开始至投入后续使用,整个30万m?POC型干式高炉煤气柜中修工作的基本工作流程如下图(见图1)所示。结合图1,将中修过程中的工作重点概括如下:
3.1密封油置换
本环节中,考虑到30万m?POC型干式高炉煤气柜密封油一次性装油量恒定为175.9t,换算容积约为200m?。在中修过程中,为确保后续各项操作的安全可靠,密封油需整体转移至煤气柜外部暂时性储存。在密封油置换过程中,首先应暂停油泵站运行,将预备油箱进口阀门装置切换至关闭状态,活塞油沟中密封油放入底部油沟内,通过此种方式,以底部排油管为渠道,实现密封油自煤气柜内向柜外的排放。
3.2柜体检查与测量
在此环节工作过程中,需要安排专人在30万m?POC型干式高炉煤气柜中修作业正式实施前,先通过測量检查的方式验证煤气柜体外部缺陷情况。以煤气柜外部质量性能安全为基本前提,停柜前以及停柜后分别进行测量,同时安排专人分析煤气柜柜体在静止状态以及运动状态下的相关参数,为后续煤气柜的侧板处理、立柱处理以及焊接工作开展提供重要依据。还需要特别注意的一点是,在30万m?POC型干式高炉煤气柜中修作业完全结束后,还应由专人负责对煤气柜柜体进行全面测量,以真实客观的对数据进行评价。
3.3底部以及底部油沟焊缝检测及补充焊接
30万m?POC型干式高炉煤气柜中修过程中,底部以及底部油沟相关焊接接缝均应当安排专人进行真空检验,根据检验结果对泄漏点进行准确定位,并在打磨预处理基础之上进行补充焊接,补充焊接优先考虑选用CO2气体保护焊接技术,焊接完成后再次经真空箱进行检验校对,以确保补充焊接的质量可靠。
3.4活塞精调平
在30万m?POC型干式高炉煤气柜中修过程中,工作人员在处理外柜内、柜外相关缺陷并置换密封油后,需参考30万m?POC型干式高炉煤气柜生产的日常检查记录以及中修检查记录进行综合分析,在活塞试升降期间按照三带板间隔标准对导轮受力情况以及倾斜度情况进行分析与记录。在此基础之上,对导轮座垫片进行调节以实现对导轮的调节,并通过移动活塞上部配重块的方式达到调平活塞的状态,最后妥善调整固定防回转装置,确保30万m?POC型干式高炉煤气柜中修结束后续运行的安全可靠。
3.5验收试验
在30万m?POC型干式高炉煤气柜中修过程中,上述操作完成后的验收实验包括两大部分,第一是升降实验。即30万m?POC型干式高炉煤气柜中活塞自最低位置至最高位置移动过程中风机最大风量浮升,同时活塞自最高位置至最低位置范围内规定放散全部下降,以活塞以及30万m?POC型干式高炉煤气柜柜体在运行过程中无异常征象为质量合格判定依据;第二是气密性实验。此项实验过程中借助于顶升风机面向柜体内送气,确保活塞上升至90%设计容量位置,以重复对进气口以及出气口,保压实验延迟1天,以该状态下对溶剂的测定结果为作为起点数值,在此基础之上放置7天,以该状态下的标准容积为结束容积,通过此种方式计算泄漏量,在泄漏量不足2%的情况下判定为气密性性能合格。
4 结束语
本文上述相关分析中针对30万m?POC型干式高炉煤气柜在中修过程中所涉及到的相关问题以及重点内容进行分析与统计,中修完成后我厂30万m?POC型干式高炉煤气柜继续投入运行,运行观察1年周期内原有安全隐患基本得到控制与消除,说明按照本文上述思路与方法所选用的中修内容以及中修处理方法是相当得当的,处理效果符合预期目标,也能够为后续同类型30万m?POC型干式高炉煤气柜的生产检修提供重要工作经验。
参考文献:
[1]王昌文,赵志杰. 干式煤气柜检修和拆除作业过程中安全措施的探讨[J]. 工业安全与环保,2013,39(2):81-83.
[2]周家宾. 攀钢15万m3焦炉煤气柜大修分析与总结[C]. //2013年全国冶金燃气专业年会. 2013:121-127.
(上海梅山钢铁股份有限公司能源环保部,江苏 南京 210039)
猜你喜欢
科技风(2020年10期)2020-04-10
中国化工贸易·中旬刊(2019年3期)2019-10-21
科学与财富(2016年28期)2016-10-14
科技与创新(2016年15期)2016-09-23
科技致富向导(2013年15期)2013-09-09
