
气相法聚乙烯装置膜回收系统运行分析
2020-06-04 10:24池洋
云南化工 2020年1期
池 洋
(中韩(武汉)石油化工有限公司,湖北 武汉 430082)
中韩(武汉)石油化工有限公司线型低密度聚乙烯(LLDPE)装置采用中石化科技开发公司提供的气相法聚乙烯(GPE)技术生产LLDPE,装置设计能力为300kt/a。装置自2013年开工以来,回收系统运行稳定,各项能耗物耗均低于设计指标。本文通过对回收系统停车原因进行分析总结,并提出相应的处理改进措施,提高回收系统运行稳定性,降低装置能耗物耗。
1 回收系统停车原因及处理措施
回收压缩机是膜回收系统的核心设备,回收系统能否正常运行主要取决于回收压缩机的稳定运转。LLDPE装置回收压缩机采用喷油式双螺杆压缩机,润滑油直接喷到压缩机内部与工艺气混合压缩后排出,润滑油经过油分离器与工艺介质分离后循环使用,工艺介质进入下游系统。为保护压缩机运行,在压缩机入口设有200目的管道过滤器,避免尾气中夹带的粉料或其他杂质进入压缩机及油系统。回收压缩机具体流程见图1。
1.1 脱气仓顶部过滤器漏料导致回收压缩机入口压差高
2016年底LLDPE装置发现脱气仓顶部过滤器出现漏粉料现象,粉料进入下游系统,堵塞回收压缩机入口滤网导致压缩机入口压差升高,需要频繁停车进行清理。收集滤网前粉末样品进行热失重分析,发现粉末中聚合物含量达到26.1%,样品分析结果见表1。

图1 回收压缩机示意图
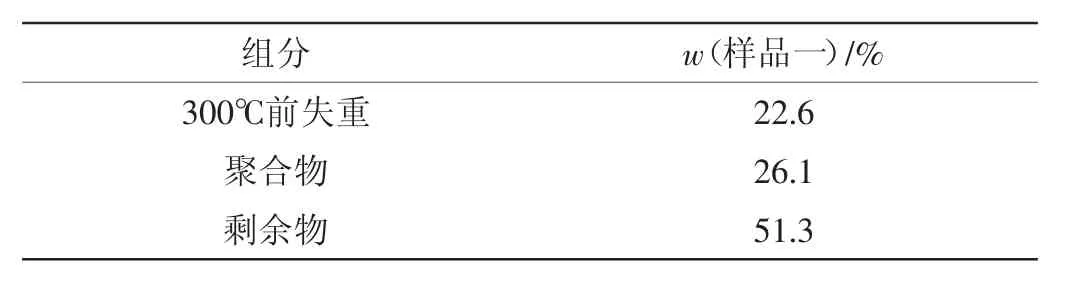
表1 过滤网前粉末样品一热失重分析结果
由于脱气仓顶部过滤器泄漏,粉料进入下游保护过滤器,而脱气仓保护过滤器无反吹系统,大量粉料吸附在保护过滤器外壁超出其设计使用条件后,细粉进入回收压缩机入口。装置通过对回收系统进行改造,在压缩机入口管线增加带自动反吹系统的临时过滤器后,有效解决了粉料频繁堵塞回收压缩机入口滤网的情况。
1.2 回收气冷却器内漏导致回收压缩机入口压差高
2017年4 月份装置检修时对脱气仓顶部滤袋进行了更换,开车后回收系统运行稳定。7月份,回收系统再次出现入口滤网频繁堵塞的情况,装置检查未发现脱气仓顶部过滤器有漏粉料的现象,且投用临时过滤器仍然未见系统运行情况有明显好转。由此判断可能有水进入系统,导致回收压缩机入口滤网堵塞。将压缩机入口回收气冷却器循环水线隔离后回收系统运行稳定,对滤网前粉末取样进行热失重分析,结果如表2所示。

表2 过滤网前粉末样品二热失重分析结果
从分析结果看,样品二中聚合物含量仅占7.6%,样品经650℃加热后剩余物组成为59.2%,远高于树脂粉末的正常灰分(<50mg/kg),且样品300℃前失重(33.2%)及剩余物(59.2%)的比例,与Al(OH)3中H2O(占34.6%)及Al2O3(占65.4%)的比例接近,可以判断该细粉主要为烷基铝水合物或氧化物。
回收系统检修期间对压缩机入口冷却器进行试压发现冷却器有较严重的内漏现象,从图2看到冷却器发生泄漏的管束周围有明显的固体粉末残留。由此判断此次导致压缩机入口滤网堵塞的原因主要为压缩机入口冷却器内漏,回收气中夹带的三乙基铝与水反应产生Al(OH)3粉末,导致压缩机入口滤网频繁发生堵塞。三乙基铝与水发生如下反应:Al(C2H5)3+H2O→Al(OH)3+C2H6。
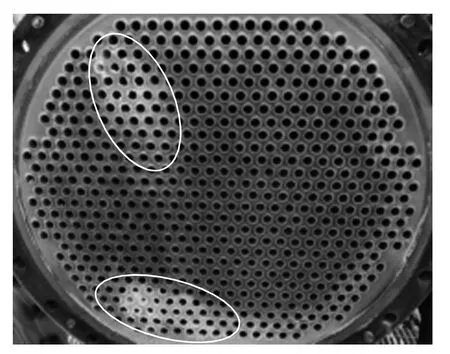
图2 换热器泄漏情况
原回收气冷却器为固定管板式换热器,材质为碳钢。由于回收气工作压力低于循环水压力,换热器发生内漏后循环水进入工艺气,对回收系统正常运行有较大影响,考虑将换热器材质升级为不锈钢,提高换热器可靠性。
1.3 回收压缩机主润滑油压差低
回收压缩机主润滑油系统采用CPI公司的全合成润滑油,该润滑油为特高级黏度指数润滑油,被烃类稀释的情况下依然能保持较高的油膜强度。然而,若润滑油中溶解烃类过多,则会导致润滑油黏度下降,造成回收压缩机主润滑油压差降低,压缩机可能会出现润滑不良的情况,因此需要适当提高压缩机出口温度,尽量减少烃类在润滑油中的溶解现象。图3为压缩机出口温度与主润滑油压差关系曲线。

图3 压缩机出口温度与润滑油压差曲线
实际操作中主要有以下几种方式提高压缩机出口温度:
1)提高润滑油泵出口温度
由于润滑油与回收气混合后共同进入压缩机,提高润滑油泵出口温度可相应提高压缩机出口温度,但润滑油黏度本身随润滑油温度的升高而降低,为保证润滑油在压缩机内部形成合适厚度的油膜,润滑油温度不宜控制过高。
2)提高压缩机入口回收气温度
从脱气仓过来的回收气温度为65℃,经过回收气冷却器冷却至30℃左右进入回收压缩机,理论上通过调节冷却器的冷却水流量控制回收气进压缩机前温度可以提高压缩机出口温度,但实际操作中由于需要现场动作循环水手阀,无法及时根据温度变化实时调节。另外,调整回收气进压缩机前温度对出口温度影响太大,容易导致压缩机出口温度过高联锁回收系统停车,一般不使用此方法调节压缩机出口温度。
3)提高回收气中氮气比例
由于氮气的比热容远低于丁烯-1和异戊烷的比热容,提高回收气中氮气比例可有效提高压缩机出口温度。同时,装置在一定负荷下回收气中的丁烯-1和异戊烷含量一定,提高氮气在回收气中的比例还可以调整回收气量,提高压缩机的负荷,有利于出口温度的提高。通过调节压缩机入口压力设定值或补充进入回收压缩机入口的氮气流量,可以较方便的调整回收气中氮气的比例,因此,实际操作中通常使用此方式进行调节。装置根据压缩机运行状况对回收系统工艺参数进行调整,维持压缩机稳定运行,并加强对回收压缩机润滑油黏度的监测,按计划定期更换润滑油,确保回收压缩机润滑情况良好。
2 结论
1)LLDPE装置脱气仓顶部过滤器运行情况对装置长周期运行及膜回收系统稳定运行起到关键作用,通过实施技术改造,在回收压缩机入口增加保护过滤器,能有效提高回收系统运行稳定性。
2)膜回收压缩机入口冷却器发生内漏会导致循环水进入回收尾气,与系统中三乙基铝反应生成烷基铝水合物导致回收压缩机入口滤网频繁堵塞,通过对入口冷却器材质进行升级,提高换热器运行可靠性,避免回收系统运行波动。
3)回收压缩机供油压差低会导致回收系统联锁停车,通过控制合理的压缩机出口温度,降低润滑油中的烃类介质含量,确保润滑油系统维持正常黏度。
LLDPE装置在冷凝操作状态时,回收尾气中含有大量的异戊烷和丁烯-1,回收系统运行情况对装置的能耗物耗有较大影响。通过分析总结回收系统停车原因,掌握回收系统运行规律。针对各类导致回收压缩机停车的原因,迅速判断,及时采取合理有效的处理措施,确保回收系统稳定运行,提升LLDPE装置经济环保效益。
猜你喜欢
节能与环保(2022年3期)2022-04-26
煤气与热力(2021年10期)2021-12-02
汽车维修与保养(2020年11期)2020-06-09
山东冶金(2019年6期)2020-01-06
活力(2019年17期)2019-11-26
石油石化绿色低碳(2019年6期)2019-01-14
中国核电(2017年3期)2017-11-20
农业机械学报(2017年9期)2017-10-11
CHIP新电脑(2016年2期)2016-02-26
柴油机设计与制造(2015年3期)2015-12-05
