
矿渣粉磨生产工艺智能调控系统研究与应用
2020-06-04 01:59万安平
科学技术与工程 2020年11期
李 客, 万安平
(1.中信重工机械股份有限公司,洛阳 471039;2.矿山重型装备国家重点实验室,洛阳 471039;3.浙江大学城市学院机电系,杭州 310015)
矿渣作为铁矿石冶炼产生的副产品,产量大,在大规模干法粉磨设备——矿渣立磨成熟应用前,一直作为工业废料处理。矿渣中大量含有的硅和钙是硅酸盐水泥的重要成分。随着国外技术的引进和国内技术的成熟,以立磨为核心的矿渣粉磨系统在国内逐渐大规模应用,把矿渣研磨后加入水泥,不仅变废为宝,减少水泥熟料用量,还提升了水泥品质,提高了水泥企业经济效益,在水泥产业飞速发展的时期,带动了矿渣粉磨行业的快速发展[1-2]。但是矿渣粉磨系统工艺复杂,工作环境恶劣,长期高负荷运行,同时立磨生料粉磨过程具有强耦合、非线性、大滞后等特点,且存在物理、化学变化[3-4]。现阶段,实际粉磨过程中变量的设定一般是操作人员凭经验进行调整,这样会使整个粉磨过程变量设定带有很强的主观性与随意性[5]。
国内外学者对立磨生料粉磨过程的模型已进行了较深入的研究。Cai等[6]对立磨系统利用最小二乘支持向量机的方法,建立料层厚度的软测量模型,实现了料层厚度的间接测量,对立磨系统相关参数进行调整;Lin等[7]利用小波神经网建立了立磨粉磨模型,通过蚁群算法实现参数最优设置;Umucu等[8]利用多层感知器神经网和径向基函数神经网,建立了水泥粒度模型,获得了较高的预测精度。王康等[9]利用数据驱动的思想,建立矿渣微粉生产过程的递归神经网络模型,在此基础上,采用自适应动态规划,设计具有控制约束的跟踪控制器,应用到矿渣微粉生产过程中;林小峰等[10]采用小波神经网络建立立磨生料粉磨过程的生产指标预测模型,之后将案例推理技术与粒子群优化算法以及指标预测模型相结合,实现了对粉磨过程中关键变量的优化设定;胡月娥[11]、黄超[12]分析了矿渣微粉立磨料层厚度与主要影响参数之间的关系,提出基于预测函数控制算法的矿渣微粉立磨料层厚度控制策略,将优化的控制算法嵌入现场集散控制系统中,进行试验运行。
上述研究的立磨粉磨过程的各种模型中,大多数研究人员只探究了立磨运行过程中指标之间单一化的相互关系。但是立磨是一个多变量相互耦合、非线性的系统,变量之间相互影响,难以建立生产过程的完整机理模型。随着信息化和自动化技术的发展,特别是传感器、数据采集装置在复杂产品上的广泛应用,立磨设备的生命周期数据能被实时地记录。其中运行过程中的数据增长幅度最大,这些数据已经在时间和空间上隐含了产品服役性能特点和演化特征[13-15]。
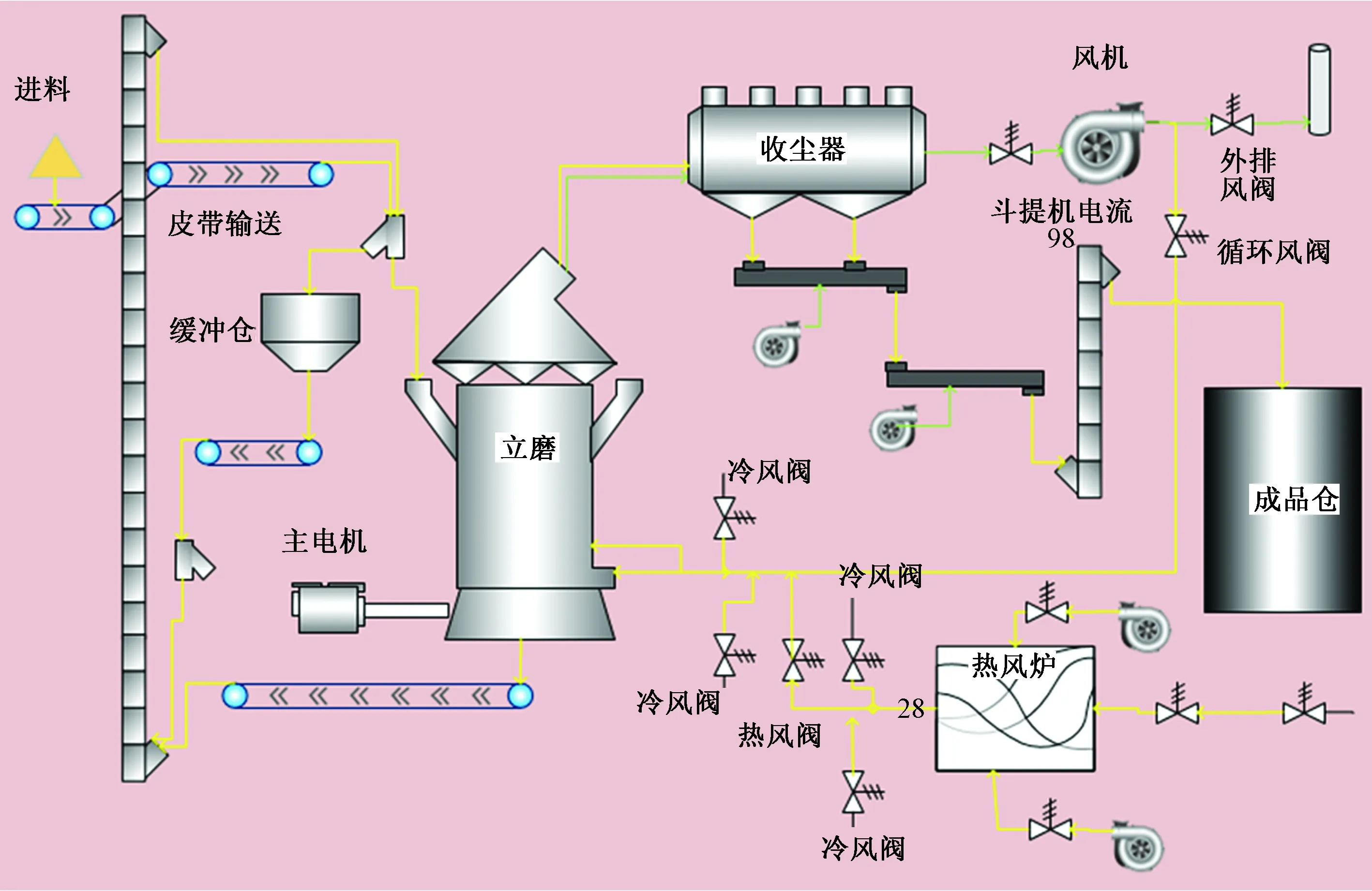
图1 矿渣粉磨系统结构Fig.1 Structure diagram of slag grinding system
现提出一种矿渣粉磨生产工艺闭环调控系统,在长期设备与工艺研究基础上,借助物联网技术采集大量数据,结合专家经验并通过数据分析,实时监控工况发展趋势,研究矿渣粉磨生产工艺过程闭环调控方法;系统增加了前端矿渣水分在线检测,增强系统提前反应速度,在后端通过微粉粒度在线检测,形成闭环控制;生产过程中替代人工精细调节工艺,自动纠正参数变化,并优化参数匹配。
1 矿渣粉磨工艺参数分析
1.1 矿渣粉磨系统介绍
矿渣粉磨生产系统主要由矿渣输送系统、立式粉磨系统、微粉手机系统、循环风系统和供热系统组成,如图1所示。矿渣在堆场通过设备取料经皮带进行输送,入磨之前会对原料中的大颗粒金属等难以研磨的物料进行筛选,送至立磨的入料口,物料依靠自身重力进入磨盘中心,在离心力的作用均布在立磨磨盘上,在磨辊的研磨压力作用下挤压研磨。来自供风系统的热风将物料吹起烘干,磨内的选粉机对粉磨后的物料进行筛选,满足要求的物料会被分离出随着气流在收尘器的作用下进入生料储存库,不满足要求的物料会被送回至研磨区域,继续粉磨。
1.2 矿渣粉磨工艺参数相关性挖掘分析
根据在实际中工业生产专家的经验,在矿渣粉磨生产中,当投料量一定时,研磨压力基本恒定,投料量和研磨压力可以在历史数据库中找到对应关系。排除设备运行(故障)因素,引起系统波动的主要原因主要有矿渣来源不同(不同地方的产铁矿石冶炼后的产生的矿渣)、水分的变化和热源供应的变化;在控制系统参数变化上主要体现在料层厚度、进出口温度、压差及设备振动的变化,以及研磨出来的微粉粒度(比表面积及不同粒径所占比例)的变化,影响系统稳定性和生产效率的同时,导致微粉质量的下降。

(1)


(2)

图2 矿渣粉磨系统关键参数相关性分析Fig.2 Relevance analysis of key parameters data of slag grinding system
对每一分区Rjs(1≤j≤m,1≤s≤k)验证各个事务集的权值wjs能否满足不小于预先设置的最小支持度msupport。如果分区Rjs满足以上条件,则将其放入频繁一项集L1中,即
L1={Rjs|wjs≥msupport,1≤j≤m,1≤s≤k}
(3)
通过对象连接和嵌入过程控制(object linking and embedding(OLE) for process control,OPC)通信获取挑选了一部分代表性数据,包括工艺数据与机电设备运行数据,进行跟踪分析,作为工艺监控量的立磨进出口温度、压力、压差等参数,通过上述挖掘分析方法,可以得到主要调控变量与监控变量的关系,建立与机电设备的运行状态的关系,如图2所示。在生产实际中,为调控量如转速、阀门开度等调控环节控制决策提供数字分析依据,可以排除一些相关性不强的因素,同时根据影响因子,制定合理的调控策略。
2 粉磨工艺闭环调控系统设计
在上述因素的参数中,矿渣来源是不可控因素,水分和微粉粒度检测都是人工进行,间隔周期长,滞后性明显,其余参数都有传感器实时监控。为了解决上述问题,需要对粉磨系统实施适当改造,在前端皮带运输加上水分在线监测,后端微粉入库斜槽加上微粉粒度在线监测。系统信号传递如图3所示。
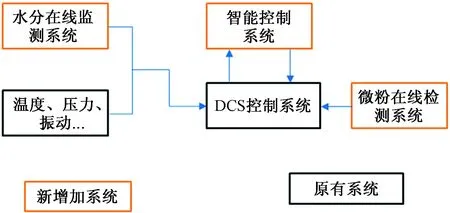
图3 在线检测信号传递Fig.3 On-line detection of signal transfer

图4 矿渣粉磨系统闭环控制Fig.4 Closed-loop control chart of slag grinding system
增加在线检测系统后,从控制角度来说,工艺流程就具备了闭环控制基础,如图4所示。再加上调节环节参数,各因素的叠加与多参数的快速变化,已经超出了人工实时综合分析能力,经常会因为人工干预滞后产生系统较大波动,甚至停机,影响生产效率的同时,造成较大能耗,如果通过调控系统智能监控与数据分析,当运行参数偏离轨迹时,及时反应,自动纠偏,就能很好地弥补人工调控的缺陷。
在调控目标设定中,根据研究的立磨特点,考虑到机械结构间接测量的较大误差,排除了料层厚度这一参数,往往用来人工监控参考,不用于调控量化依据。选定选粉机转速、主排风机转速、冷风阀开度、热风阀开度、循环风阀开度和外排风阀开度作为输出控制量,通过作用于分布式控制系统(distributed control system,DCS)来控制立磨磨内压差和立磨出口温度。实际工作中,考虑到能耗与系统稳定,冷风阀开度和外排风阀开度尽量调整到最小,循环风阀开度尽量调整到最大。立磨闭环调控策略如表1所示。
表1所示的调控策略兼顾了现场操作员的一些要求,比如温度波动范围、振动波动范围。为了保障品质与产量最大化,选粉机转速作为最后调控选项,投料量调控权限留给人工处理。根据数据分析,在调控某一参数时,如立磨出口温度,可调控3个阀门和风机转速,不同的温度波动调控阀门的优先级不同,调控幅度也不同,在温度超出正常波动范围之初,就开始小幅度调控纠正,而风机转速会影响到压力变化,在小幅调控组合里,这个调控常常作为最后选项,这种细致的组合调控是人工不可比拟的。
基于上述策略,对于立磨出口温度调控分析,利用自回归积分滑动平均模型(autoregressive integrated moving average model,ARIMA)算法对温度的变化趋势进行预测。假设时间t时出口温度为变量x,加上差分运算平稳处理,使用自回归移动平均模型(auto-regressive moving average model,ARMA)运算建立差分自回归移动平均模型(ARIMA)。这里首先明确一个概念——平稳序列。对于一个序列{X(t)},如果数值在某一有限范围内波动,序列有常数的均值和常数方差,并且延迟k期的序列变量的自协方差和自相关系数是相等的,则该序列是平稳序列,反之为非平稳序列。
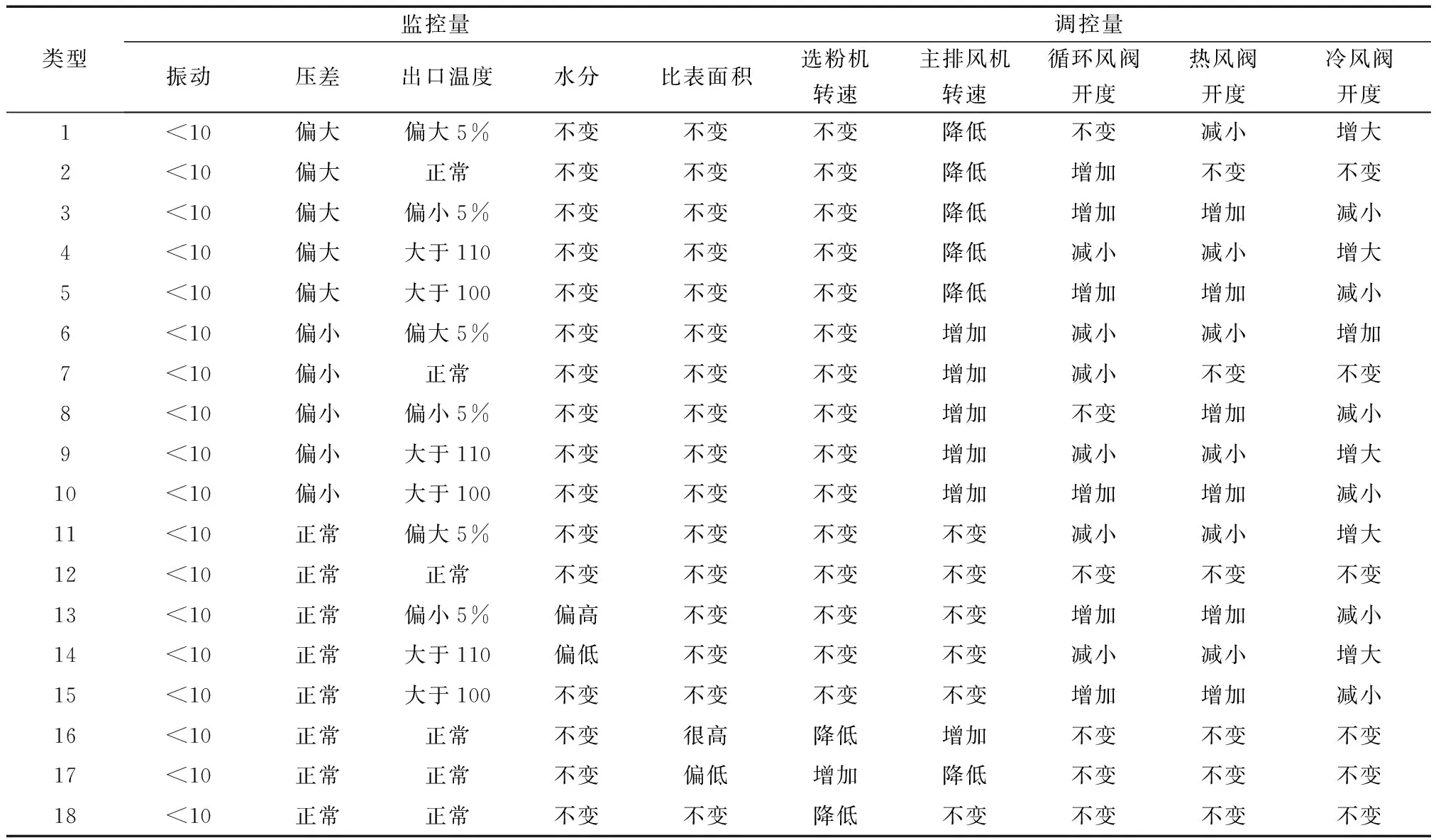
表1 立磨闭环调控策略Table 1 Closed loop control strategy of vertical mill
由于立磨系统工艺复杂、工作环境恶劣,壳体振动受外部环境因素及其他属性参数综合影响,其工况序列属于非平稳序列,因此对于立磨系统工况的预测采用ARIMA进行时间序列建模。ARIMA的实质是在ARMA运算之前加上差分运算,如式(4)所示。
xt=φ0+φ1xt-1+φ2xt-2+…+φpxt-p+εt-θ1εt-1-θ2εt-2-…-θqεt-q
(4)
该模型认为在t时刻的变量x的值是前p期的x取值和前q期的干扰ε的多元线性函数。误差项是当前的随机干扰εt,是零均值白噪声序列。
结合前端矿渣水分变化检测、温度变化趋势的预测,可以及时调整热风供应量,通过预调整保障热平衡,进而稳定立磨的运行状态。

图5 智能优化控制运行结构Fig.5 Operation structure of intelligent optimal control
3 系统功能模块设计
智能控制系统以专家经验为基础,通过服务器采集原中控系统运行的工艺数据,对矿渣粉磨系统运行过程、运行基础数据、工况参数等进行研究,并研究原来控制程序所用到的数据库类型、数据库接口及各数据库表的设计等。获得矿渣立磨运行的历史数据,将局部加权线性回归算法和Map-Reduce模型框架相结合,对数据进行大数据分析,获得关键工艺参数间的变化规律;记录立磨运行的实时数据,并对数据进行实时分析和预警。基于合理的调整方案,对立磨运行工艺参数进行控制,保证立磨的稳定运行;当运行状态偏离正常范围时,系统能够快速作出智能反应,推荐合理的工艺参数调整方案,保证系统平稳运行。
智能控制系统通过服务器采集原中控系统运行的工艺数据,对这些历史数据进行分析,优化工艺参数,并同时对当前运行数据进行监控。当工艺运行数据发生偏离时,系统会根据历史优化数据及时调整相关参数,调整运行状态,保证系统平稳运行。智能优化控制运行结构如图5所示。
智能调控系统能够对现有中控系统提供控制决策支持,其角色相当于一个高水平的“中控员”。因此智能控制系统能与现有中控系统并存,智能控制系统运行时也可进行人工操作,在保证原有运行控制系统的基础上,集成智能控制应用服务,不会影响原有控制系统。
粉磨智能优化控制系统方案包括数据采集和智能调控两个主要功能模块。数据采集模块包括数据获取、数据清洗与存储、数据接口等功能;智能调控模块包括运行状态监控、异常工况判断、调控策略规划和调控日志记录等功能。智能优化控制系统功能框架如图6所示。
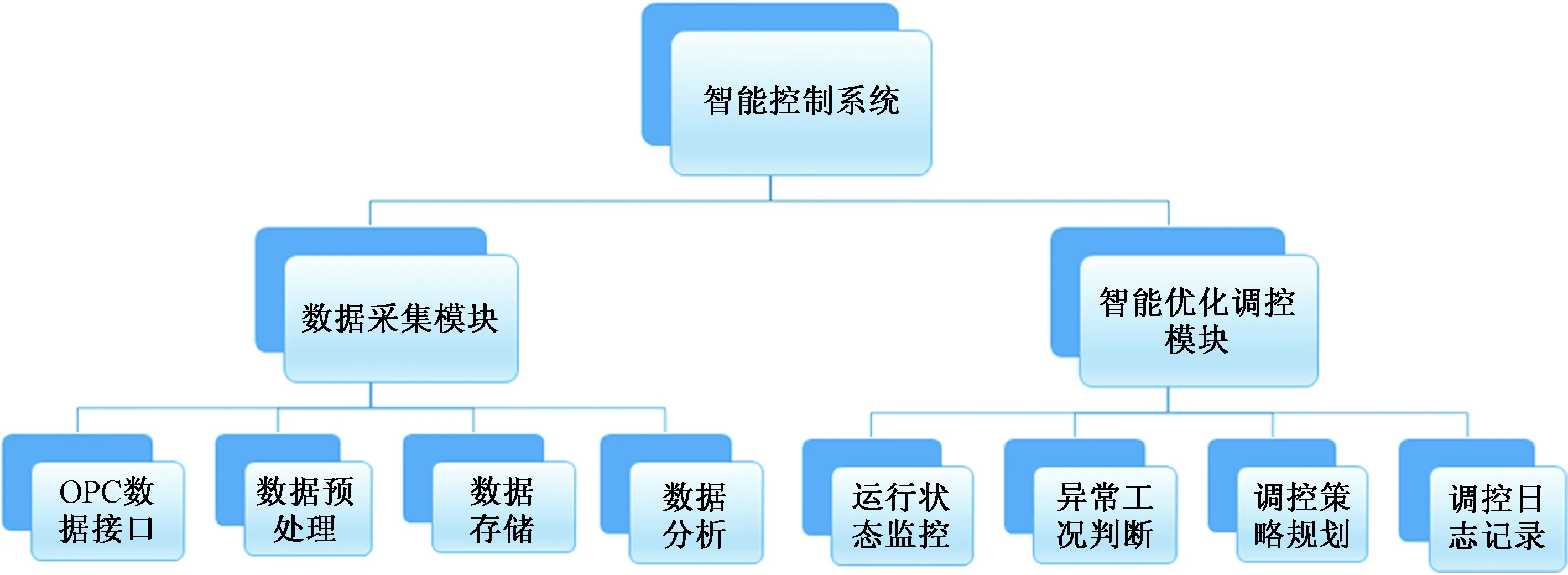
图6 智能优化控制系统功能框架Fig.6 Functional framework of intelligent optimal control system
粉磨系统数据采集模块,用于获取立磨运行的相关即时及历史数据。针对现有软硬件特点,采用“基于OPC协议的数据传输”方法,实现装备状态信息的远程传输与同步,系统能够读取多项运行参数及系统状态变量,并将数据存入“立磨状态数据库”和“立磨状态预警数据库”,实现对立磨状态信息的现场采集与本地存储。现场工作人员可以根据自己的经验和要求做一些基本设置,也可通过原工作状态在用户界面实时监测或历史浏览立磨状态信息,实现对立磨运行状态的实时监控,如图7所示。

图7 智能优化调控系统参数设置及调控记录Fig.7 Parameter setting and regulation record of intelligent optimized control system
4 应用实例及分析
系统已在河南某微粉厂投入运行,系统运行界面如图8所示。现场应用证明,该系统为立磨智能调控提供了更经济有效的决策,系统运行稳定。
4.1 关键监控量的智能调控
以系统调控立磨的振动和出口温度为例,显示系统调控的效果。当振动值的10 s平均值达到最大值12 mm时,开始调控选粉机转速,来减小立磨的振动值,之后运行2 min,如果10 s的振动值还是超过最大振动值12 mm,再继续降低选粉机转速,直到选粉机转速降低到最小值为止。最后再判断立磨运行3 min之后,振动值小于最大值,则每隔1 min将选粉机转速提高2转,如图9所示。
当出口温度偏离103~110 ℃时,系统自动调控出口温度,回落到运行的工作温度,其调控如图10、图11所示。
4.2 智能调控系统运行效果对比分析
在粉磨系统运行中,最为核心的关注点为振动、电流、温度,分别表征了设备运行的稳定性、电耗状态、热源消耗。通过随机取样数据对比分析,可以看出人工调控与智能调控在上述关键参数特征值上的变化。
将立磨智能控制系统应用在一条粉磨生产线上,经过3 d的调试运行,得到3 d内的工况数据。现随机抽取智能调控过程中两组数据作为调控组,人工调控的4组数据作为对照组,数据的时间窗口都是1 h,对智能系统的调控效果进行分析,现场运行数据如图12所示,图中蓝色和橙色为调控组,其他为对照组。
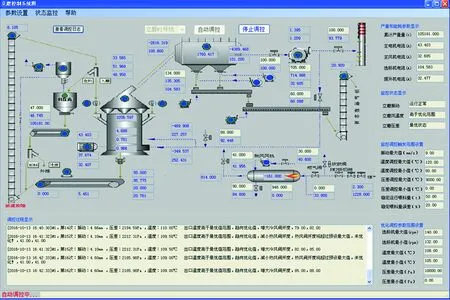
图8 系统运行界面Fig.8 System operating interface diagram
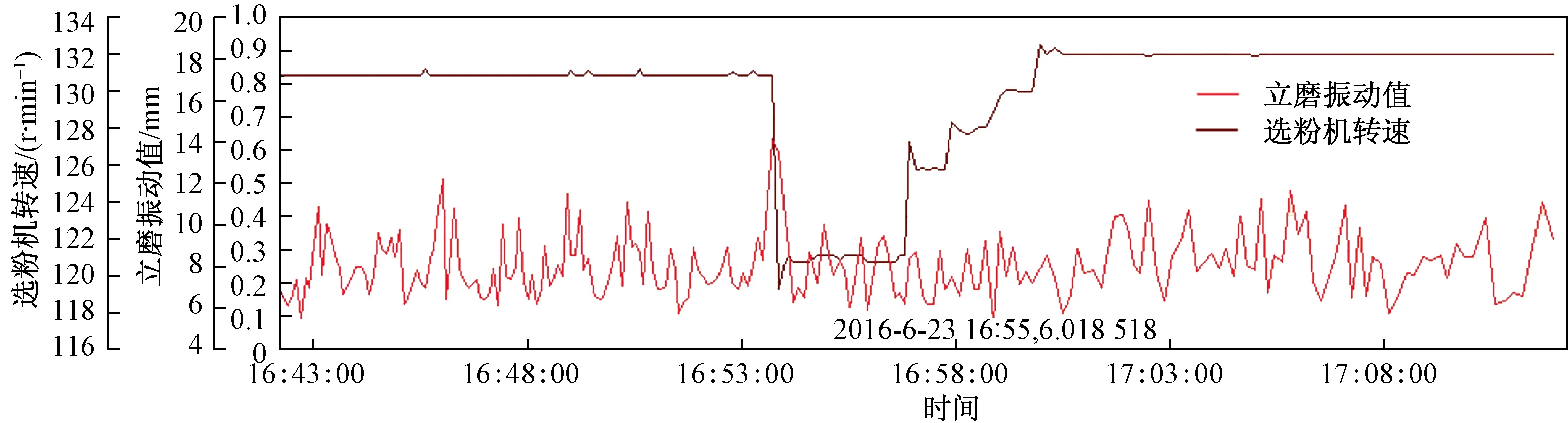
图9 振动超过最大值的调控过程曲线Fig.9 Curve chart of regulating and controlling process with vibration exceeding maximum

图10 出口温度超过最低温度调控Fig.10 Control of export temperature exceeding min value

图11 出口温度超过最高温度调控Fig.11 Control of export temperature exceeding max Value

图12 现场运行数据Fig.12 Field operation data

图13 振动值运行数据Fig.13 Vibration value operation data
4.2.1 振动特征评估
图13所示为时间周期1 h内的各组立磨振动情况,调控组的振动均值明显小于对照组,调控组1的振动均值相对对照组下降了10%,调控组2的振动均值相对对照组下降了7%。
4.2.2 总电流特征评估
图14所示为时间周期1 h内粉磨系统主要能耗点(主电机、选粉机电机、主排风机电机)的电流运行情况,取样周期内调控组的总电流均值略小于对照组,智能控制多频次、小幅度的调控让系统更稳定,避免人工的大幅度调控,系统电耗相对更低。

图14 主电机电流运行数据比较结果Fig.14 Comparing results of main motor current operation data
4.2.3 热耗特征评估
图15所示为立磨两个进口温度比较结果,智能调控系统立磨监控出口温度,在同样的投料量状况下,控制进口温度,可以看出进口温度较人工可以控制的更低一些,热量消耗更少一些。
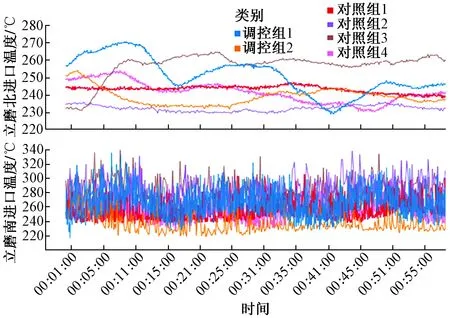
图15 立磨两个进口温度比较结果Fig.15 Comparison of two inlet temperatures of vertical mill
5 结论
研究提出的矿渣粉磨生产工艺闭环调控系统,借助物联网技术采集大量数据,结合专家经验并通过数据分析来实时监控工况发展趋势,增加了前端矿渣水分在线检测,增强系统提前反应速度,在后端通过微粉粒度在线检测,形成闭环控制。生产过程中替代人工精细调节工艺,自动纠正参数变化,并优化参数匹配。系统应用于某生产现场,通过跟踪分析比较,运行效果明显:较人工调控的振动均值相对于对照组下降8%,耗电量均值相对于对照组下降5.05%,对生产稳定性和节能降耗有很大帮助。
智能优化调控在矿渣粉磨这类大规模连续生产线上的辅助人工调控,借助数据挖掘推进调控精细化,是未来工业生产线智能化的重要组成部分。
猜你喜欢
科学技术创新(2022年29期)2022-10-26
耐火材料(2022年5期)2022-10-19
理财周刊(2022年4期)2022-04-30
水泥技术(2022年2期)2022-03-28
昆明医科大学学报(2022年1期)2022-02-28
西南科技大学学报(2021年1期)2021-12-17
矿产勘查(2020年11期)2020-12-25
陶瓷学报(2020年5期)2020-11-09
学苑创造·A版(2020年12期)2020-01-07
中国外汇(2019年15期)2019-10-14
