特殊螺纹接头油管在苏里格南气田的应用
2020-06-03 13:56董易凡雷宇杨圣方刘媛
石油工业技术监督 2020年3期
董易凡,雷宇,杨圣方,刘媛
中国石油长庆油田苏里格南作业分公司(陕西 西安 710018)
特殊螺纹接头具有密封效果好、连接强度高、抗扭能力强、不易粘扣等特点,中国石油长庆油田苏南区块自2011年大规模开展钻井作业以来,已成熟应用该项技术。截至目前,钻井作业完成的近700口气井中,特殊螺纹接头油管封固效果良好,通过现场技术人员在过程管理工作方面的不断优化和提升,近3 年的完井高压测试通过率达到100%。该项技术较为成熟,针对无油管完井工艺具有广泛推广意义。
1 API螺纹接头概况
目前,国内外普遍使用的油套管接头是API 接头,API接头可以分为圆螺纹接头(包括油管长圆螺纹、油管短圆螺纹、加厚油管螺纹、不加厚油管螺纹)和偏梯形螺纹接头[1],基本结构如图1所示。
1.1 圆螺纹接头
圆螺纹接头的锥度是1:16,接头螺距为每25.4 mm 有8 牙或10 牙,导向面角和承载面角两者都是30°,如图1(a)所示。结构上的此设计特点,决定了圆螺纹油管的连接强度低于管体。这种接头在承受较高的拉伸载荷时,易于从螺纹连接处滑脱而失效。在失效的情况下,螺纹虽然没有明显损坏,但是螺纹强度不能充分发挥,因而这种螺纹的连接效率较低,一般只有管体的60%至80%。
1.2 偏梯形螺纹接头
为了解决API 螺纹连接效率低的问题,API 又推出了一种偏梯形螺纹,如图1(b)所示。这种螺纹的锥度也是1:16,螺距为每25.4 mm 5 牙,它们的承载面角和导向面角不同,承载面角为3°而导向面角为10°。接头承受拉伸载荷时产生的径向分力因为承载面角小而减小,因而连接强度显著提高。通常这种偏梯形螺纹可以达到与管体同等强度。
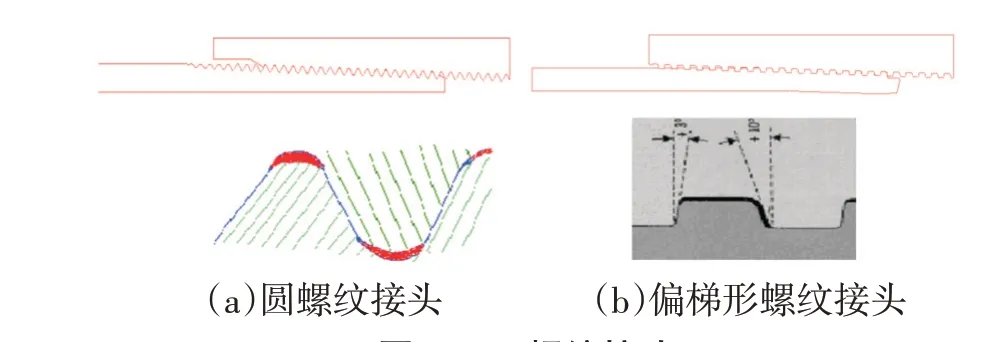
图1 API螺纹接头
1.3 API螺纹密封技术特点
采用锥管螺纹密封。符合API SPEC 5B标准的螺纹如EU、NU 、BTC、STC 和LTC 等,都是锥管螺纹,内外螺纹过盈配合产生的接触压力使其获得密封性能,故接触压力越大,密封性能越好[2-3]。
因为结构设计的因素,啮合螺纹间存在间隙。即便在加工公差为零的情况下,API螺纹啮合后,内外螺纹间也会存在间隙,由于加工公差的存在,内外螺纹间隙还会更大。故API螺纹密封性能差的根本原因是潜在的泄漏通道即螺旋状间隙(图2)。
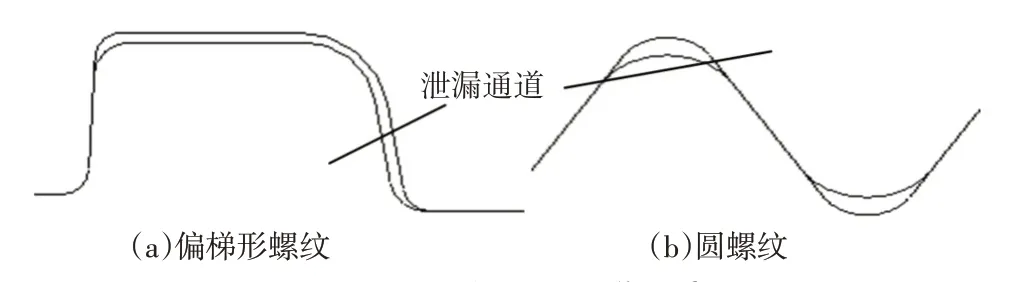
图2 API螺纹泄漏通道示意图
API螺纹的密封性能受螺纹脂的影响。因为泄漏通道的存在,API螺纹的气体密封能力,只有依靠螺纹脂的填充,才会起到密封作用。
1.4 API螺纹的适用局限性
室内实验和现场应用证明,API 螺纹的密封性能差,气密封性能更差。因为螺纹脂未风干或者失效,在API接头上扣初期,虽然API接头还具有一定的气密封性,但随着时间推移,接头的气密封性能会显著下降;同样将螺纹脂在实验室条件下烘干,接头的气密封性能也会显著下降[6-7]。
API 螺纹的密封性能,特别是气密封性能不可靠。如果API螺纹的密封性能只是较差,在进行管柱设计时,技术人员也可以掌握。但一般符合API规范的油管接头,虽然它们的强度差别不大,但是密封性能却可能相差很大,这给钻井设计带来很大的困难。
2 特殊螺纹特点及优势
2.1 特殊螺纹特点
油管生产厂家为克服API螺纹的缺点而开发的特殊螺纹接头是具有高技术要求的产品,与API 螺纹接头不同,特殊螺纹接头一般由三部分组成,其结构如图3所示。
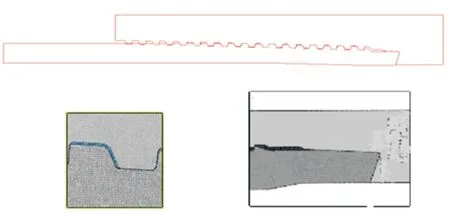
图3 特殊螺纹接头基本结构
1)保证密封完整性的金属或金属密封结构。该形式分为单点金属密封和多点金属密封。每一点由不同的密封形式组成,主要分为球面对球面密封、球面对柱面密封、球面对锥面密封、柱面对柱面密封以及锥面对锥面密封等。
2)保证接头结构完整性的有效螺纹形式。采用改进型的偏梯形螺纹的结构形式,使接头螺纹连接强度大于管体强度,不会再发生滑脱失效。
3)控制拧紧位置的扭矩台肩。特殊螺纹的扭矩台肩解决了API 螺纹拧接位置不易控制的难题,也解决了拧接位置波动的问题。
2.2 特殊螺纹相比API螺纹的结构优势
特殊螺纹与API 螺纹的结构不同,前者由三部分组成,而后者只有一部分。API 螺纹同时承担连接功能和密封功能。特殊螺纹则不同,它将连接功能和密封功能区分开来,由不同的结构承担,螺纹只承担连接功能,密封功能由专门的密封结构实现。这为优化螺纹设计、提高接头连接强度和抗扭能力提供了更广阔的空间[4-5]。
2.3 特殊螺纹和API螺纹承担上扣扭矩的结构
API 螺纹和特殊螺纹承担上扣扭矩的结构不同,前者完全由螺纹承担,而后者的上扣扭矩是由螺纹和扭矩台肩分担。同时,螺纹承担的扭矩只占总扭矩的1/3,其余的2/3则作用在扭矩台肩上,这就大大提高了特殊螺纹接头的抗扭能力。因此,特殊螺纹接头的抗扭能力一般可以达到普通API接头的1.5~2.0倍。由于螺纹应力集中程度下降,接头的抗粘扣能力显著增强。如图4所示。
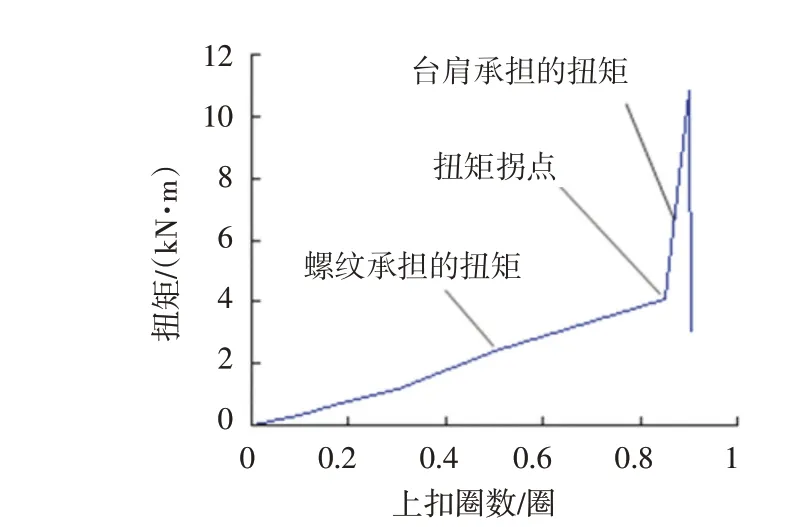
图4 特殊螺纹接头的上扣扭矩曲线
3 现场应用
苏南现场采用88.9 mm 油管裸眼完井方式完井,应用井下节流模式进行中压生产。井下节流后管柱内气、液相流体流速发生改变,高速携砂射流易对生产管柱内壁(特别是下部管段)造成冲蚀。生产的天然气中含有二氧化碳,该气体溶解于水对管道或者设备等金属材料产生较强的腐蚀。腐蚀又分为全面腐蚀和局部腐蚀,两者产生的条件有所不同。在温度较低时,二氧化碳对碳钢的腐蚀主要表现为全面腐蚀,这种腐蚀为电化学腐蚀,总的腐蚀反应为:CO2+H20+Fe=FeCO3+H2。在温度偏高时,CO2易造成局部腐蚀,主要有点蚀、台地侵蚀、流动诱使局部腐蚀3 种表现形式,生成的碳酸亚铁膜稳定性较差,受冲刷后易暴露管材腐蚀弱点。
鉴于88.9 mm的裸眼完井管柱所承担的腐蚀风险远高于常规气井中技术套管承担的风险,苏里格南现场工艺配套对油管质量提出了极高的要求,特别是传统意义上油套管薄弱点接头位置。在开发初期即决定全面使用特殊螺纹接头油管。通过对比国内不同厂家产品,2014年优选上海生产的BD-1T 特殊扣油管作为指定管材。该产品相比同类型产品具有如下优势:
3.1 螺纹形式特点
螺纹因接头的密封功能由专门结构承担,故其只需承担连接功能,从而为优化螺纹设计提供了广阔的空间。BD-1T螺纹采用每25.4 mm8牙,且油管螺纹的齿顶、齿底平行于管子轴线而不是母线,具有连接强度高、容易认扣、不粘扣、寿命长的特点,如图5所示。
3.2 多重密封结构
其主密封采用外螺纹柱面、内螺纹球面密封结构,不仅具备圆周线密封的可靠性,且其性能不随拉伸载荷的增大而下降。球面结构位于接箍内,在运输和井场操作时可保护密封面不会受损。同时,在拉伸和弯曲等井下管柱受力状态,接头处密封面的接触压力不会下降,也不易发生密封面的粘扣,因此可以做到整井数百个接头处密封效果100%可靠。其承担副密封作用的扭矩台肩为-15°,接触压力随拉伸载荷施加而降低的程度也较小,主密封和副密封的共同作用,使接头具有优良的气密封性能。
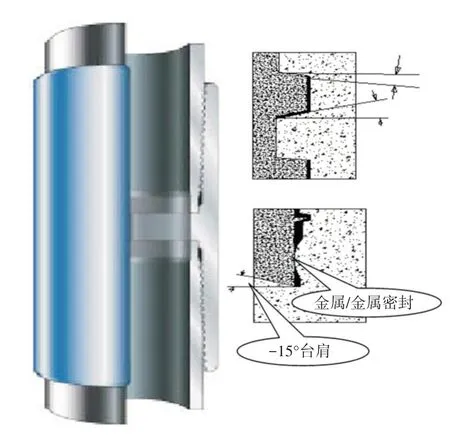
图5 BD-1T结构示意图
3.3 扭矩台肩合理设计
良好的辅助密封效果和上扣定位作用来自于-15°的反向台肩的设计优势,这一设计可使螺纹部分应力水平低,具有良好的抗应力腐蚀能力。
4 气密扣油管现场质量控制
为严把工程质量关,苏里格南公司根据现场实际总结制定出一套行之有效的油管质量管控措施。
4.1 到井后检查
4.1.1 工序具体要求
油管到井后由吊车卸至管架上,由钻井队、录井队按照五道工序检查要求,共同完成摆放、通径、清洗、丈量、外观检查等工作。各工序具体要求如下。
1)排摆油管。到井场管架上的油管要排列整齐,摆放现场不得超过三层,保证管体有360°旋转空间用于检查管体,保证公、母扣护丝能顺利卸下。
2)通径。油管在入井前要使用厂家提供的专用通径规,全长通径。通径规使用前要严格按标准检查(71.02 mm)。
3)清洗。油管在入井前要使用水力、空气、细锯末、清洗剂来清洗管体,不得使用金属刷、柴油、沙土等清洗油管。清洗完成后,保证在使用时管体丝扣无油渍、水渍。
4)丈量。从管体母接箍上端面至公扣下端面测量,数据减78 mm。
5)外观检查。①在油管使用前首先要对管体的弯曲度进行检查,在人力推动下不滚动,滚动轴向曲率较大,或上扣时管体摆动较大均不得使用;②螺纹丝扣检查,在螺纹部分不得出现毛刺、划痕、台肩及破坏螺纹完整性的缺陷,公母端不得有变形、压凹。
4.1.2 油管存放要求
1)对于井场剩余的油管要按规定存放,公母扣涂好防腐油脂堆高不得超过3层。
2)存放位置应高于地面45~50 cm,管架应尽量使用非金属材料,管体两侧伸出不得超过2.5 m,不能暴露在潮湿的空气中,同时避免积水。
3)管体不能与腐蚀性化学品直接接触,尤其是含有卤族元素的物品。
4.2 入井前检查
4.2.1 油管液压动力钳的检查
1)油管液压动力钳到井后要严格进行检查,严格按照在苏南公司备案的设备清单进行核对,没有在苏南公司备案及没有通过年检的油管动力钳不能使用。
2)对到井准备使用率较大或上扣时管体摆动较大均不得使用。检查螺纹、台肩是否损伤。
3)所有上井设备必须满足一备一用要求。
4.2.2 油管丈量的复核及油管串数据的核对
1)甲方管理人员对井队与录井队丈量统计完的原始油管数据进行10%抽检核对。
2)油管串数据核对:①要使用原始的油管数据本进行核对,防止井队不小心使用了另外井复制的油管数据;②检查管架的油管总根数、下入油管根数、下完油管后剩余油管根数;③检查油管单根长度最大值与最小值,防止电脑输入的误操作;④检查核对油管串内口袋、阻位、TAP、座落等数据。核对扶正器的下入位置及下入个数(120个)。检查标定的循环及灌浆的位置。
4.2.3 钻台面工具准备
1)钻台上要准备好压缩空气管线、干净的毛巾和灌浆管线,以及TP101油管密封脂及井口工具。
2)要求有下油管的专用干净鼠洞。油管上钻台必须要戴上护丝护帽轻吊轻放,不能有磕碰。油管放进鼠洞时不能卸掉护丝,再吊出鼠洞操后才能卸掉护丝。
4.3 入井过程控制
4.3.1 液压动力钳的使用
1)严格按BD-1T操作手册要求执行,高速上扣时转速不得超过25 r/min,接近上紧时的前一扣,低速上扣速度不得超过15 r/min。
2)按BD-1T 操作手册要求,液压动力钳的下钳,应夹持在母接箍的下部油管本体上。
4.3.2 注意事项
1)上扣时的螺纹密封脂涂抹事项,对于气密螺纹,密封脂涂抹对于管柱的整体密封性能起着至关重要的作用。在井口使用压缩空气吹净母扣,公扣端用毛巾擦干净后均匀涂抺密封脂,一定要使用引扣器对扣,防止碰坏油管密封面。
2)在上扣时应根据给定的扭矩值作为上扣标准。上扣扭矩值的使用标准要严格执行BD-1T 操作手册要求。对于现场使用的N80、88.9mm(312″)油管推荐扭矩值:最大4 530 N/m,最佳3 930 N/m,最小3 420 N/m。最大台阶扭矩3 000 N/m,最小台阶扭矩300 N/m。监督在现场要认真检查上扣扭矩。扭矩图不符合要求的油管不能入井,要求二次上扣或更换油管。
5 结论
1)特殊螺纹接头密封效果优于常规API 扣,更适用苏南现场,推荐广泛使用裸眼完井结构。
2)建议继续使用特殊螺纹接头油管,可以在此基础上继续对接头方式、管材成分质量等优化。
3)持续推进质量管理工作,丰富可视化管理手段,强化上扣扭矩等重点环节过程质量跟踪监控力度,减轻甲方驻现场管理人员夜间劳动强度。
猜你喜欢
建材发展导向(2022年6期)2022-04-18
煤气与热力(2021年2期)2021-03-19
疯狂英语·新阅版(2021年1期)2021-03-03
航空发动机(2020年3期)2020-07-24
焊管(2020年3期)2020-04-13
石油研究(2019年5期)2019-09-10
环球市场信息导报(2017年6期)2017-06-15
表面工程与再制造(2016年5期)2016-12-15
科技资讯(2016年9期)2016-05-14
液压与气动(2011年1期)2011-07-25