
扁丝恒张力密排装置
2020-06-02 15:03周华黄澄张浩郑殷超胡金莲
装备维修技术 2020年23期
周华 黄澄 张浩 郑殷超 胡金莲
摘 要:针对在扁线的收卷过程中,易发生拉伸变形,其内部组织结构发生变化,影响其使用性能,维持收卷过程中张力恒定很重要。此外,不同于圆线材,扁线材的收卷和排线要满足一定数学关系,排布精度要求较高。设计一种扁丝恒张力密排装置,改善普通排线层叠及收线张力不稳定现象,提高扁丝产品质量及生产效率。
关键词:扁线材;收排线装置;压力传感器;伺服电机;PLC
随着越来越多研究表明,同规格截面呈扁平的线材在散热性、导电性等方面都优于目前圆截面的线材。因此扁线得到越来越多的应用。在扁线的收卷过程中,易发生拉伸变形,其内部组织结构发生变化,影响其使用性能,维持收卷过程中张力恒定很重要。此外,不同于圆线材,扁线材的收卷和排布要满足一定数学关系,排布精度要求较高。本文主要对扁线材生产设备的各个部分进行了概述,特别是对设备的电气系统和机械机构部分进行了新的设计。根据张力恒定的原理,选用比例阀和压力传感器实现设备高速运行情况下张力大小恒定。针对扁线排布过程易发生叠线的现象,分析不同排线装置特点,选取伺服电机驱动排线丝杠及丝杠定位编码器设计排线机构,为高质量排布提供平台,根据排布的实际情况,对排布程序进行相关优化。系统硬件方面,以西门子ST60型号的PLC作为核心控件,配合EM AE04扩展模块和EM AM03特殊模块作为控件的扩展,将整套系统分为动力放线机构、收卷机构和排线机构等几大部分。选用伺服驱动器作为动力源,通过控制相应电机的转速使系统各个部分稳定运行,达到设备整体稳定运行的目的,保持生产过程中张力恒定和排布均匀。利用触摸屏和PLC通讯,進行相关参数的实时监控和在线修改,实现人机交互。
1 设备组成及原理
1.1设备的组成
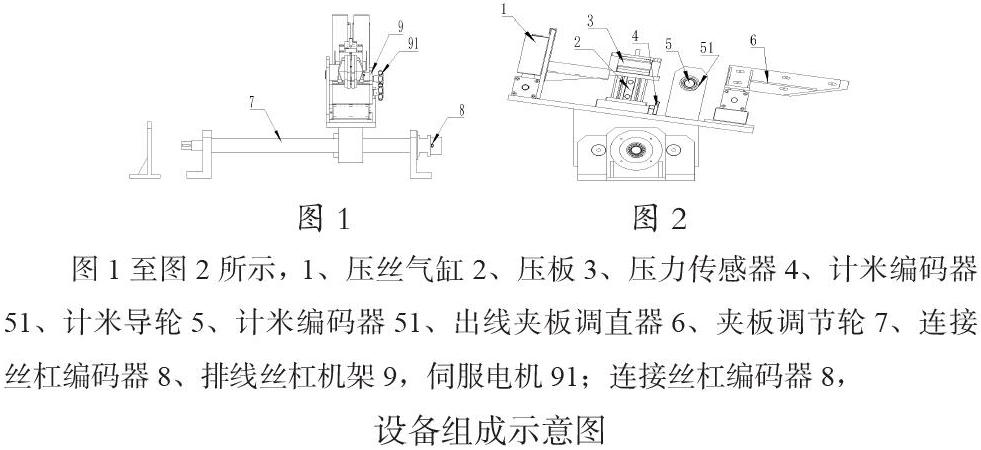
设备的组成如图1所示,主要有放线装置、收线装置、排线装置及控制系统等组成。放线装置由放线伺服电机和张力臂组成,张力臂调节放线速度;收线装置由收线伺服电机,比例阀,压力传感器组成,比例阀和压力传感器通过PLC模拟量信号转换调节气压保持压力恒定;排线装置由排线伺服电机,丝杠位移编码器通过PLC读取收线速度计算排线速度以及排线到边时的换向速度。主动放线是比较成熟的技术,本文主要介绍恒张力收线排线结构。
图1至图2所示, 1、压丝气缸2、压板3、压力传感器4、计米编码器51、计米导轮5、计米编码器51、出线夹板调直器6、夹板调节轮7、连接丝杠编码器8、排线丝杠机架9,伺服电机91;连接丝杠编码器8,
1.2使用方式
排线丝杠机架9与排线检测机构,排线检测机构设置排线丝杠机架9上方,排线检测机构包括过线导轮1、压丝气缸2、压板3、压力传感器4、计米编码器51、计米导轮5、出线夹板调直器6、夹板调节轮7、连接丝杠编码器8、排线丝杠机架9以及伺服电机91;过线导轮1安装在排线丝杠机架顶面一端,出线夹板调直器6安装在排线丝杠机架顶面另一端,压丝气缸2与计米编码器51安装在过线导轮1与出线夹板调直器6之间,压丝气缸2顶端设有压板3,计米编码器51内转动连接有计米导轮5,排线丝杠机架9一侧设有伺服电机91,排线伺服电机91控制排线速度,压丝气缸2底端一侧设有压力传感器4,压力传感器4调节比例阀气压控制压力大小,,排线丝杠机架9底端设有夹板调节轮7,夹板调节轮7调节夹板松紧,夹板调节轮7一端设有连接丝杠编码器8,连接丝杠编码器8计算丝杠行走距离。
使用时,扁丝通过过线导轮1,经过压板3由压板3压住,压丝气缸2控制压板3,压力传感器4调节比例阀气压控制压力大小实现对收线张力恒定控制,计米导轮5控制速度,出线夹板调直器6校直扁丝出线角度,可实现对扁丝高速精密排,提升其生产效率,夹板调节轮7调节夹板松紧,连接丝杠编码器8计算丝杠行走距离,排线伺服电机91控制排线速度,在排线伺服电机91配合下可进一步提升扁丝加工效率,有助于降低其生产成本。
1.3电气控制
电气控制系统主要由人机界面(HMI)、PLC[6]、伺服控制器、传感器,比例阀等低压电气组成。人机界面选用SMART700IEV3触摸屏,PLC选用西门子CPUST60,伺服控制器选用台达伺服,检测元件选用模拟量探头DW-AD-509-M18-390,比例阀SMC,ITV2050-312S 0.5兆,压力传感器CM50KG。PLC采集到检测元件信号,对信号进行处理,发送给放线伺服,排线伺服、收线伺服速度使用转矩方式,通过计米编码器测得速度作为主速度。
1.4工作原理
针对不同规格的扁丝,先选择工作模式,有转矩和张力可选;设定排线节距,排线第一次工作需要先找原点,然后设置排线内返和外返的位置;设定放线张力,放线工字轮底径,计算放线初始速度系数;设定收线张力,收线工字轮底径,计算收线初始速度;设备启动后,收线速度根据计米编码器测得的速度与设定速度比较作为主速度,放线速度根据PLC检测张力传感器信号做PID处理,然后控制放线伺服转速,排线速度根据PLC读取收线伺服速度,根据设定排线节距通过PLC运算输出给排线伺服控制器。整套设备放线张力,收线张力,排线速度通过人机见面可控可调,达到恒张力密排效果。
2设备的使用效果
设备在多个客户处使用效果良好,满足不同规格扁丝生产要求,解决了普通排线层叠及收线张力不稳定现象,提高扁丝产品质量及生产效率。
参考文献:
[1]刘全军,何建文,郭钟宁.微细扁线材恒张力绕卷系统[J].机电工程技术,2013,(9).
[2]张兴宏,张晓林,胡江霞.钢帘线收线机的张力控制装置[J].金属制品,2010,(1)
(江苏法尔胜泓昇集团有限公司,江苏 江阴 214433)
猜你喜欢
发明与创新·中学生(2020年1期)2020-08-03
信息技术时代·上旬刊(2019年4期)2019-09-10
发明与创新·小学生(2018年7期)2018-08-06
企业技术开发·下旬刊(2016年11期)2016-12-27
企业技术开发·中旬刊(2016年10期)2016-11-12
科教导刊·电子版(2016年7期)2016-05-11
