
低上浆工艺的应用研究
2020-06-02 10:59张永林
棉纺织技术 2020年5期
张永林
(江苏唐盛纺织科技有限公司,江苏南通,226315)
随着节能环保、减排、可持续发展理念的提出,低上浆率上浆(与同规格的纯棉品种相比,上浆率低30%及以上)的研究倍受重视,并得到大力推广。低上浆工艺中,由于浆膜变薄,浆纱干分绞易分纱,减少了二次毛羽的产生,并头、倒断头等浆纱疵点明显减少,浆纱好轴率明显提升。赛络纺、集聚纺等新型纺纱技术促进了原纱质量的提高,尤其是纱线强力提高、毛羽减少为降低上浆率创造了条件。浆料性能,如浆料的黏结力、成膜性及弹性均有了较大的提升。高压上浆、预湿上浆等亦为低上浆、匀上浆、贴伏毛羽、增加耐磨创造了条件。以下探讨低上浆率上浆工艺应用于细号高密产品的可行性。所用浆纱机均为贝宁格-泽尔-280 型浆纱机,织机均为ZAX-E 型喷气织机。
1 丙烯酸共聚浆料实现低上浆率上浆
品种:经纱莱赛尔/JC 80/20 9.8 tex 赛络集聚纱,纬纱T 11.1 tex(44.4 dtex)纱,经密622 根/10 cm,纬密551 根/10 cm,幅宽208.3 cm,平纹。
该品种纱号细,经、纬密度高,织造紧度大,经纬纱交织频繁,织造时经纱所受摩擦严重,反复拉伸次数多。要求经纱具有足够的弹性、拉伸度,以抵抗织造时的反复拉伸。经向紧度72%,纬向紧度68%,总紧度91%,尤其是经向紧度与纬向紧度接近。织造时纬向缩幅大。喷气织机车速高,打纬力大,布面比较容易出现边撑疵及分散性纬向断疵。
莱赛尔、莫代尔等新型纤维素纤维赛络集聚纺纱强力明显提高,毛羽显著减少,上浆的要求重在纱线中纤维的集束,因此对浸透上浆的要求大于被覆上浆的要求,光洁、滑爽的纱体,有利于降低纱线在织造时与综、筘片的摩擦因数,为浆纱的减磨创造条件。
该品种试织时,采用变性淀粉为主的混合浆高温上浆工艺,但作为主浆料的变性淀粉脆且硬的浆纱缺陷[1],使得上浆纱线更显挺拔。浆纱的柔韧、耐屈曲性能下降,织造时经停增加,开车横档相应增多,下机一等品率低,无法满足用户的品质要求。故莱赛尔、莫代尔品种的上浆目的除增强、减磨外,浆纱增韧是关键。此外,在制定上浆工艺时还应考虑到,莱赛尔、莫代尔等再生纤维素纤维不耐高温高湿[2],在高温高湿环境下易变形膨胀,湿伸长大,强力降低,不利于保持浆纱的弹性和伸长。
经综合考虑采用丙烯酸共聚浆料进行低温、低上浆率上浆。丙烯酸共聚浆料具有柔韧性好、成膜好,分子链中含有柔韧、亲水基团[3]。该浆料具有即冲即用的性能,将丙烯酸共聚浆料与水按1∶2 比例稀释,在供应桶中搅拌10 min 至均匀,即可供浆。浆槽温度45 ℃,低温上浆利于减少蒸汽飞溅产生的浆斑及浆槽断头。低温时该浆液黏度低,流动性好,易渗透,无浆皮浆斑,无凝冻现象。干分绞轻快,落浆落物少。浆膜完整率高,再生毛羽少,浆纱并头、倒断头少,好轴率高。
丙烯共聚浆料退浆容易,只需清水,无需添加生物酶等退浆助剂,有助于印染成品质量的提高,降低印染废水COD 值。
采用常温调浆与低温上浆,浆液可回收循环使用,实现浆液的零排放,节能降耗。实现低碳环保上浆。变性淀粉高温上浆与丙烯共聚浆料低温上浆工艺对比如下。试验工艺的浆料配方:PR-Su 50 kg,磷酸酯淀粉75 kg,CD-PT 6 kg,CD-52 4 kg。生产工艺的浆料配方:聚丙烯共聚浆料与水按1∶2 比例混合。浆纱机车速70 m/min,织机车速620 r/min。
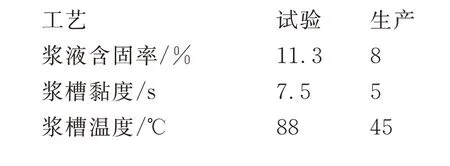

由以上数据可知,采用丙烯共聚浆料能够达到低温低上浆率上浆的目的,且浆纱质量显著提高,织机效率高,产品下机一等品率高。
2 复配浆料实现低上浆率上浆
品种:经纱JC 7.3 tex 集聚纱(PM 棉),纬纱JC 7.3 tex(22.2 dtex),经密575 根/10 cm,纬密559 根/10 cm,幅宽182.9 cm,平纹。
该品种为纯棉特细号高密品种,经向紧度与纬向紧度相等,均为58%,织造时纬向缩幅大,布面出现断边、边撑疵及分散性小断纬。故织机需采取“高后梁,高停经架,小开口,适当大张力,迟开口,低综高,低织口”的织造工艺以稳定织口,减少纬向断疵。选择48 环细齿边撑,确保边撑有足够的撑幅以解决断边、边撑疵。但高后梁易产生开口不清,经纬停台多,故浆纱需尽可能贴伏毛羽并减少二次毛羽的产生。 选择100%长绒棉集聚纺纱,集聚纺纱毛羽少、条干好、强力高,以减少经纱在织造过程中由于纱线自身细节等薄弱环节引起的断头。其浆纱生产工艺具体如下。工艺一的浆料配方:CPL 25 kg,PR-Su 50 kg,磷酸酯淀粉50 kg,CD-PT 4 kg。工艺二的浆料配方:PVA-1799 20 kg,FL-08T 37.5 kg,磷酸酯淀粉37.5 kg,CD-PT 4 kg。工艺三的浆料配方:PVA-1799 20 kg,FL-08T 37.5 kg,原 淀 粉37.5 kg,CD-PT 4 kg。织机车速650 r/min。

工艺一采用的配方为常规上浆配方,上浆率较高,浆纱干分绞阻力大,易产生二次毛羽,浆纱上浆高,手感偏硬,织机起机时,由于纬向收幅多,断边、边撑疵、分散性断纬很难解决。为提高经纱的柔韧性,考虑采用低上浆工艺。 FL-08T为高性能复合改性淀粉,该淀粉黏着力强,耐磨性好,浆膜弹性及柔韧性优良,是专用于低上浆工艺的新型优质浆料。低上浆由于浆膜较薄,撕裂强度低,干分绞阻力小,二次毛羽少,纱体更加光洁,有效提高了浆膜的完整率和浆纱的柔韧性,减少织造时的分散性断纬疵点。 工艺二采用了低上浆工艺,所用配方中加入少部分的PVA,以适度提高浆膜的断裂伸长和耐屈曲性,克服纯淀粉上浆纱的浆膜脆硬、断裂伸长低和落浆多等问题,上浆率由13.8%下降为9.5%,浆纱分绞轻快,浆纱手感柔软。浆纱好轴率明显提升,但织造时后开口不清晰,说明浆纱毛羽贴伏性仍有待提高。低上浆率上浆,浆槽含固率低,如果配伍的普通变性淀粉黏度低,则浆槽黏度偏低,浆纱被覆少,影响毛羽贴伏。 在工艺二配方的基础上,工艺三用黏度高的原淀粉取代磷酸酯变性淀粉,使得低含固率浆液的浆槽黏度接近于常规上浆率浆液的浆槽黏度。浆纱采用“低浓,高压,高速,适当黏度,重渗透求被覆”的浆纱工艺,织造时后开口清晰度明显提升,织造纬停明显减少。低含固率时由于浆液黏度偏低,低速时上浆辊旋转带上的浆液较薄,浆纱打慢车时易出现轻浆起毛、起球现象,通过采用原淀粉或提高变性淀粉的黏度,使得低含固率的浆液浆槽黏度接近于常规上浆率的浆槽黏度,增加浆液被覆,以提高浆液黏着力,贴伏毛羽,提高浆纱耐磨能力,避免轻浆起毛、起球。低上浆率保证了浆纱的柔韧性能,浆纱保伸较好,纱身相对柔顺,织造打纬阻力明显小于上浆率大时的阻力。经纱刚性越小,弹性变形越大,对打纬能量的吸收效果越好,可以缓冲打纬力对纬纱的打击,因此应尽量保持经纱的良好弹性性能。通常经纱上浆率越高,其断裂伸长率越小,所浆纱线越脆硬。同时经纱良好的柔韧性能,使得其对纬纱的摩擦和挤压作用柔和,可以减小打纬时经纱对纬纱的剪切力,纬纱就不容易被打断。易出纬向断疵的品种应适当控制上浆率和减少浆纱伸长率。 工艺三配方较工艺一配方成本大幅下降,且浆纱柔韧滑爽,可有效减少纬向断疵,开车横档、波浪纹等织疵。
配方三中含有一定量的PVA-1799,印染退浆时不能使用淀粉酶退浆。在国家重视环保和保护地球生态环境的大背景下,面对欧盟越来越严格的纺织品生态要求,少用或不用PVA 上浆已是必然趋势,所以研发性能好、易降解并适合酶退浆环保工艺的浆料势在必行。
3 高性能浆料实现低上浆率上浆
品种:经纱JC 11.7 tex 集聚纱(澳棉),纬纱JC 11.7 tex,经密630根/10 cm,纬密354根/10 cm,幅宽160 cm,平纹。
该品种为纯棉细号高密品种。常规上浆工艺配方:PVA-1799 12.5 kg,CE50 50 kg,MS 75 kg,QL-90 12.5 kg,蜡片3 kg。低上浆工艺配方:JD-L 75 kg。JD-L 高性能浆料是专用于低上浆工艺的新型浆料,其不含PVA,可完全取代PVA,且上浆率可降低30%~40%。其浆膜强韧性和耐屈曲疲劳性好,浆膜断裂伸长率达变性淀粉浆料的10 倍以上。浆纱分绞性好,柔韧光滑,落浆、落物少。浆液低温不凝冻,不易结浆皮,黏度稳定性好,对棉、粘胶等黏附性强。浆液配方简单,上浆时无需加入其他任何组分。其退浆性好,退浆废水易生物降解。织机车速700 r/min。

对比两种上浆,低上浆工艺上浆率较常规上浆率低33.3%,浆纱成本下降20.3%。织机效率反而有所提高。低上浆率上浆,浆纱分绞轻快,浆膜完整度高,二次毛羽少,有利于开清梭口,提高织机效率。干分绞断头及撞筘齿明显减少,并、绞头少,浆纱好轴率高。低上浆率比常规上浆率降低30%~50%。要求浆膜在极薄的情况下能满足织机高频率的拉伸、屈曲、摩擦,保证织机高效率。要求浆液黏着力、成膜性提升,浆膜的耐磨性、弹性也相应大幅提高。相关测试数据表明,JD-L 的黏着力远优于氧化淀粉、磷酸酯淀粉和接枝淀粉,其断裂伸长率大,能充分确保浆纱的伸长,浆膜耐屈曲次数大,保证了浆纱在反复曲折过程中不发生断头现象,保证织机效率[4]。
该浆料应用于低上浆工艺可改善浆纱操作,减少干分绞落物,改善织造车间落物,改善生产环境。单一浆料使用,无需添加助剂,调浆简单,操作方便。低上浆率浆纱可降低烘燥能耗,提高烘燥效率。
4 结论
(1)低上浆率工艺较正常上浆率工艺低30%~50%,因此要求使用具有较高黏着力和成膜性的高性能浆料,要求浆膜在极薄的情况下能满足织机高频率的拉伸、屈曲、摩擦,保证高效率。低上浆工艺适合于转杯纺、集聚纺、赛络纺等新型纺纱,要求经纱毛羽少,条干均匀度好。
(2)常规上浆工艺采用高浓(高含固率)、低黏度的浆料。而低上浆工艺则要求低浓度,但需采用高黏度的浆料,JD-L 黏度选择20 mPa·s,以确保低浓度浆液其浆槽黏度与常规上浆的黏度接近,以提高浆膜的黏着力、成膜性,提高浆纱的耐磨能力,防止浆纱起了机、打慢车时由于浆液较薄,上浆辊慢速旋转带浆较少,产生片段轻浆、起毛起球。压浆辊低速压浆力需适当降低。
(3)高压上浆可以缩小浆料大分子与纤维大分子间的距离,提高浆料与纱线的黏结强度及浆纱的耐磨性能,增加渗透,使浆纱结构紧密,减小浆纱直径,有利于降低织造时的打纬阻力。
(4)高速有利于贴伏毛羽。良好的上浆需具备柔韧、光滑、耐磨的浆膜以及合理的浆纱伸长。浆纱须合理控制各区张力及伸长,尤其是湿伸长,以使浆纱具备优良的弹性回复性能。
(5)低上浆率工艺有利于改善浆纱的柔韧性,浆纱干分绞轻快,浆膜完整度高,再生毛羽少。柔软滑爽的浆纱能有效减少织造时的开车横档、波纹及纬纱轧断等织疵,实现织造的高质高效。
(6)低上浆率工艺有利于纺织企业降低生产成本,节约能源,改善生产环境,也有利于印染企业降低退浆成本,减少废水排放,减少污染。
猜你喜欢
纺织学报(2022年9期)2022-09-22
纺织标准与质量(2022年2期)2022-07-12
纺织高校基础科学学报(2021年4期)2022-01-26
毛纺科技(2021年8期)2021-10-14
棉纺织技术(2021年4期)2021-07-14
棉纺织技术(2021年2期)2021-03-11
合成纤维工业(2021年4期)2021-01-07
合成纤维工业(2020年4期)2020-09-16
棉纺织技术(2020年8期)2020-08-24
中国纤检(2018年12期)2018-12-14
