
青稞啤酒的研究进展及发展探讨
2020-06-02 03:36文华英刘小娇王姗姗张志薇张玉红
酿酒科技 2020年3期
文华英,刘小娇,王姗姗,张志薇,张玉红
(西藏自治区农牧科学院农产品开发与食品科学研究所,西藏拉萨 850000)
青稞属禾本科,大麦属中大麦的变种,是我国青藏高原地区对多棱裸粒大麦的统称。青稞营养物质含量丰富,具有高蛋白、高可溶性纤维元素、高维生素和低脂肪、低糖的营养特点,即常说的“三高两低”,还能起到降低人体胆固醇、控血糖等作用。对国内外大麦籽粒、国外裸大麦籽粒以及青稞进行检测,发现青稞麦芽中的γ-氨基丁酸质量浓度高于大麦麦芽。
青稞在青藏高原的种植历史已有3500 年,具有生长周期短,耐贫瘠抗高寒,早熟高产[1]的优点。报告指出,近年青稞在西藏粮食作物面积、总产量占比中均达80%。其不但是我国藏区十分重要的粮食作物,被誉为“粮食之母”,而且是特色民族文化的重要载体。青稞是兼食用、饲用和发酵于一体的作物,具有酿造优质啤酒的潜力。青稞营养物质含量见表1。
青稞品种之间的原料特性差异性显著,针对不同的加工适应性需要选择不同的品种。潘志芬等[5]分别用无直链淀粉的糯青稞、低直链淀粉青稞及普通青稞进行了啤酒酿造、全青稞饼干制作实验,发现其产品的品质及加工性能都有显著的差异。目前对青稞育种研究较多,如常规育种就包括引种、系统选育、杂交育种等,也有品质育种、辐射育种、单倍体及花药培育等方法。众多的研究促进了青稞育种的发展。

表1 青稞营养物质含量
1 青稞酒概述
青稞酒酿造历史源远流长,是青藏高原的特色饮品。传统青稞酒在藏历史已有1300 多年,是藏区人民最为重要的传统饮品。在藏区酒在日常生活中不可或缺,饮酒被认为可避疫瘴、祛寒湿、活血脉,且形成了丰富的酒文化[6]。随着社会和科技进步,青稞酒厂家数量增多,种类多样化,生产规模也越来越大[7]。目前主要的青稞酒根据其工艺特点大概可以分为传统工艺和新工艺酿造两类品种,如表2 所示。
2 青稞啤酒概述
青稞啤酒是指添加青稞或者青稞麦芽原料酿造的啤酒,有不同的酿造工艺,主要是指以青稞麦芽和大麦麦芽为主料酿造的新型营养型啤酒。1999 年焦迎春[9]开始研制青稞啤酒的工艺,至2002年我国拉萨啤酒厂开始投产青稞啤酒,采取下面发酵的方式酿造出拉格型保健啤酒,一经推出就受到消费者青睐。因青稞麦芽制备困难,技术不成熟导致规模较小,后续跟踪报道也较少。总的来说,国内外对于用青稞酿造啤酒的研究较少,仅有的成果是以企业的研究为主体。为此,本文将阐述青稞啤酒不同的加工和酿造工艺以及发展存在的问题,以期激发人们对青稞啤酒行业的更多关注。
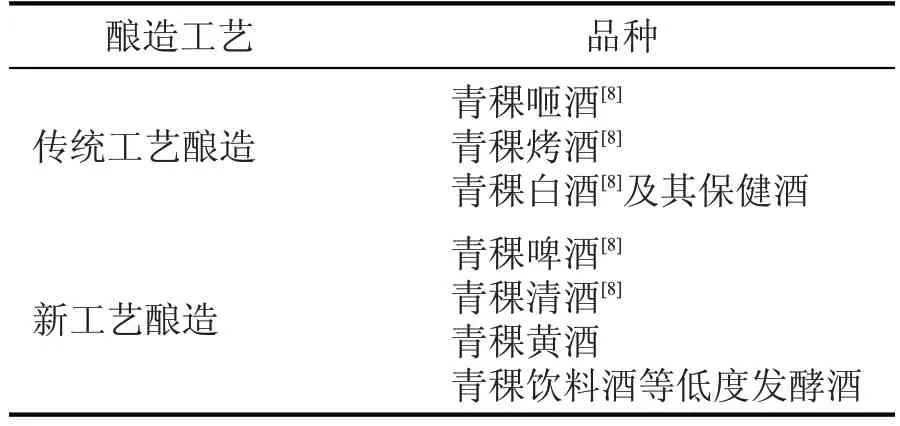
表2 青稞酒的品种
2.1 加工方式(表3)
目前,用在青稞和萌动青稞的加工方式主要有蒸煮处理、微波处理、超声波处理、炒制处理和挤压膨化等,各有优点。不同加工方式对青稞和萌动青稞的细胞壁结构、基本营养组分、理化特性、消化性、质构和风味等均有一定影响[10]。
2.2 酿造工艺(表4)
根据原料区分,青稞啤酒大致有3 种制备工艺。
(1)麦芽、青稞麦芽等按比例搭配。青稞啤酒酿制过程中,先将青稞制成青稞麦芽,青稞麦芽在麦芽和淀粉酶的作用下转化成青稞淀粉是常见的青稞出糖方法[16]。李悦明等[17]选用大麦芽、青稞麦芽、焦香麦芽3 种麦芽,结合传统艾尔啤酒生产工艺,并使用Fermentis 啤酒酵母s-33 发酵酿造而成青稞艾尔啤酒,酒体外观呈黑色,具有一定的苦味,泡沫细腻,挂杯持久,口感厚实。为了简化操作,高岩[18]进行了改良。他尝试将烘烤或膨化后的青稞混合水和麦芽进行糖化处理,与直接使用原始青稞原料相比,该改良措施提高了青稞淀粉中小分子淀粉的含量,不仅大大提高了青稞原料的使用效率,还增加了所得青稞啤酒的色泽和口感,适合小规模啤酒厂或家庭啤酒酿造。
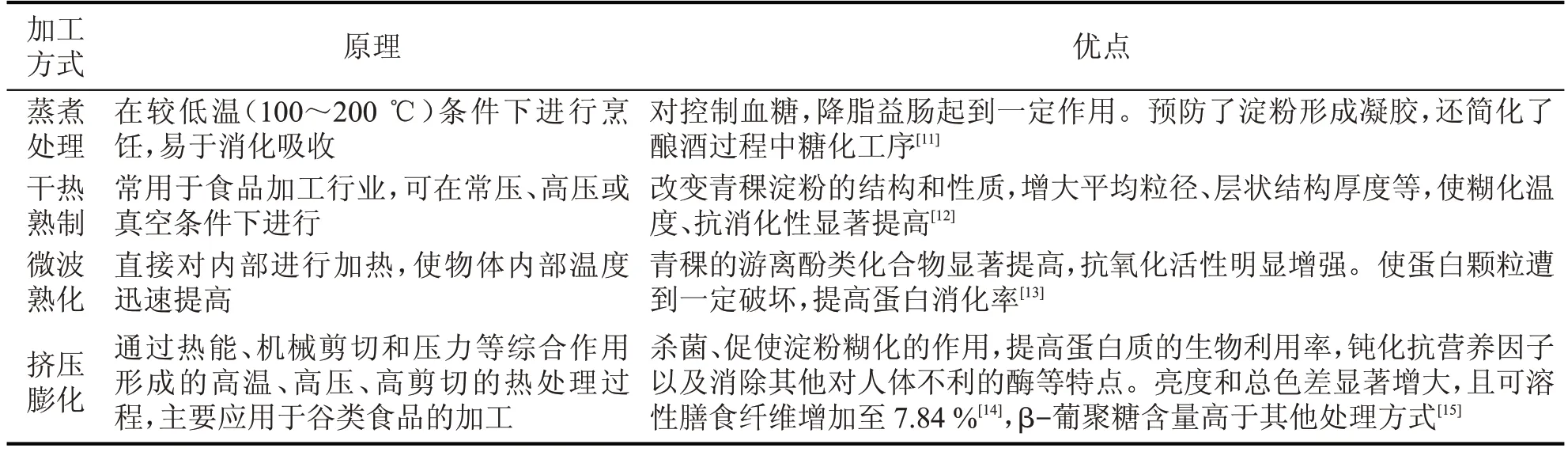
表3 青稞的不同加工方式

表4 青稞啤酒的不同酿造工艺
(2)全青稞麦芽。此法不仅青稞原料的利用率低,还有出酒量少、发酵进程慢的缺点。对此相应的改进也在进行,拉萨市吉祥啤酒有限公司采用高压糊化与低温发酵相结合的适应西藏高原环境的啤酒水产工艺,以青稞、山泉水为主要原料,生产具有青稞原浆风味的啤酒[19]。朱文优等[20]将青稞粉碎,以双酶法制备青稞淀粉水解糖,研究发酵温度、初始pH 值、接种量和发酵时间对酒精含量的影响。此外,青稞啤酒的发展也可以借鉴西藏传统青稞酒酒曲菌株,应用现代纯种发酵技术,改良传统西藏青稞酒的酿造工艺[21]。
(3)青稞为辅料。主要利用青稞的益生特性用于制备保健型啤酒。赵煜等[22]将包含青稞在内的五谷发酵成具有一定保健功能的啤酒,适合女士和老年人饮用,丰富了青稞啤酒的种类。赵生元[23]以青稞、枸杞、蜂蜜为原料开发出一种营养型发酵酒,具有青稞香、蜂蜜香和枸杞果香。
3 发展中存在的问题
3.1 β-葡聚糖控制问题
青稞和青稞麦芽富含β-葡聚糖,其形成的高黏性环境会抑制淀粉的体外消化分解,且随β-葡聚糖分子质量和浓度的增大抑制效果越明显[4]。这种大分子胶体物质的水溶液具有黏性,使得啤酒的黏度升高。啤酒生产过程中控制β-葡聚糖的方法主要有:在麦芽制麦过程创造有利于β-葡聚糖酶产生和作用的条件,提高β-葡聚糖酶活性;控制投料的麦芽混合比例;糖化过程采用合适温区促进β-葡聚糖的分解;采取外加β-葡聚糖酶的方法促进葡聚糖的分解,从而降低麦汁黏度。
董小雷[24]使用上面发酵实验研究出一种含酵母高β-葡聚糖啤酒的制备方法,采用压滤机对麦汁进行分离,避免了高β-葡聚糖过滤困难的缺点,制成的浑浊型啤酒气味芬芳,酯香味浓郁。萌动不仅会引起谷物营养特性的改变,在萌动过程中,β-淀粉酶释放出来并被激活,随着萌动时间的延长,淀粉含量呈下降趋势,萌动青稞中蛋白质的溶解度和消化率更高。Ahmad 等[25]的研究发现,25 ℃条件下萌动24 h,青稞中β-葡聚糖含量降低了22%。Hubner 等[26]发现青稞萌发2 d,其β-葡聚糖含量从3.8% 降至2.4%,而萌发4 d 时,β-葡聚糖几乎被完全消耗。
3.2 啤酒评价量化问题
啤酒的生产经历了一系列复杂的变化,主要是淀粉和蛋白质的酶解作用。青稞啤酒中碳水化合物、多酚物质等非挥发性物质,以及主要包括醇类、醛类、二氧化碳等组成成分的挥发性物质,直接影响其感官品质。除了在青稞啤酒酿造中要注意啤酒麦芽及其他谷物辅料、酒花和酵母的发酵作用,建立感官指标、污染物及微生物限量指标等,还需建立可量化的质量评价体系。如Rudin法、NIBEM 法、Sigma 法、Steinfurth 泡沫测量系统、国标秒表法等是针对成品啤酒泡沫稳定性的主要测定方法。目前新兴的电子鼻技术能识别和检测复杂成分,给出待测样品挥发性物质呈味的整体信息,值得关注。张拥军等[27]利用电子鼻探究了改性聚砜膜对啤酒澄清处理前后的气味变化,证明该澄清技术对啤酒澄清处理后品质无明显变化。
3.3 包装和宣传问题
消费者购买啤酒时,除了会关注是否是著名品牌、是否品质口感好、是否方便购买,还会关注包装是否精美。面对感性商品外观和品质同质化严重的情况,青稞啤酒产品包装设计能否在第一印象引起消费者共鸣,如何利用消费者对产品的感官感受,激发购买欲望,引导最终消费,成为值得关注的问题。冯诗予[28]探索视、味共感心理如何通过商品的平面包装引起消费者共鸣,促成消费,帮助啤酒生产企业在同质化严重的市场中争取鹤立鸡群的市场地位和占据更大的市场份额。青稞啤酒除了直接饮用,也是优良的添加剂。如赵辉[29]将浸汁常用的水替换成青稞红曲啤酒,制成的青稞红曲啤酒话梅不仅色彩鲜红,营养丰富,而且带有青稞红曲啤酒特有的香味。因此,青稞啤酒的生产发展除了关注工艺技术竞争层面外,也要注意做好宣传工作,找准卖点。
3.4 后酵和灭菌的问题
啤酒成熟的过程复杂,包括氧化酯化、还原和聚合等过程。我们对啤酒成熟机理的了解依然相对匮乏。尽管已有人进行了一些研究,但只研究了对风味影响较大的物质如双乙酰、乙醛、连二酮类、挥发酯和含硫化合物等。啤酒的后酵有使风味成熟、发酵残糖类、澄清啤酒和增加二氧化碳溶解的作用,达到啤酒成熟的目的。
青稞酒的质量与青稞的微生物群有关,在青稞酒酿造过程中,会引起生物菌株的变化,若不能很好地灭菌,将会影响产品的口感和缩短货架期。由于各种原因,啤酒在酿造过程中以及啤酒在灌装后的贮藏过程中,啤酒的风味物质在不断地变化着。啤酒经过巴氏杀菌后所含老化物质明显增多,老化和氧化被加快了。同时加热破坏了啤酒中原有的抗老化物质,比如啤酒中原有的多酚类抗氧化成分会大大减少[30]。高温瞬时杀菌技术是一种相比巴氏灭菌技术更能节能降耗的新灭菌技术。梅毅明[31]研究讨论了该技术在工厂应用中3 个方面相关关键问题,分别是啤酒值的确定、二次污染的防治、生产的安全性和灵活性,高温瞬时杀菌啤酒的货架期都要大于普通巴氏灭菌的啤酒。
3.5 啤酒污泥处理问题
啤酒污泥因其含有大量营养物质且基本不含有毒有害物质的特征,是可进行资源化利用的资源。在工业处理过程中,会出现碳源不足的情况,而啤酒污泥可为其提供碳源,进而达到以废治废的目的。刘政[32]把啤酒污水处理厂的脱水污泥作为对象,开展了生物营养剂的制备和工程化应用研究。此外,我国啤酒行业大多采用传统酿造工艺,耗时长,能耗高,碳排放强度高,在节能减排成为全球共识的情况下,节能降耗也是啤酒行业面临的一个重要课题。
4 结语
目前我国大约有300 多家啤酒厂,1500 多个啤酒品牌,整个市场呈现出企业数量多,区域割据严重化、品牌数量多且分散、整体消费量低等问题。啤酒属于嗜好品、易耗品,同时也是可替代性强、同质差异小、品牌忠诚度低的产品。青稞是藏区研发功能食品创收的最佳原料,具备高原特色的青稞啤酒是值得该地区强力打造的特色品牌产品。如果能充分发挥青稞“三高两低”营养特点,通过打造产品的差异性来引起消费者的关注,不仅可以丰富啤酒的品种,还能激发更多研究人员和企业开发利用青稞这种高价值作物,实现青稞的多维度精深加工,为藏区创收,更好地造福藏区人民。
猜你喜欢
——谷物β-葡聚糖的最新研究进展
粮油食品科技(2022年2期)2022-03-25
食用菌(2022年1期)2022-02-14
乡村科技(2021年12期)2021-09-06
童话王国·文学大师班(2021年4期)2021-05-17
西藏农业科技(2021年4期)2021-04-18
童话王国·文学大师班(2021年12期)2021-01-14
中国科技纵横(2020年16期)2020-11-28
投资者报(2017年22期)2017-06-09
红豆(2016年9期)2016-05-14
北方作家(2014年6期)2014-07-10
