铁路货车长大侧梁的组装与焊接研究
2020-05-26 15:56庄林由学胜朱然然
大众科学·上旬 2020年5期
关键词:铁路货车
庄林 由学胜 朱然然
摘 要:制造铁路货车、地铁的过程中经常使用长大侧梁作为关键部件,本文就焊接长大侧梁中产生变形导致质量下降这一问题做出一些探讨。
关键词:铁路货车;长大侧梁;组装焊接
一、侧梁的焊接标准
导框摇动座。立柱磨耗板和侧架滑槽磨耗板等部件组成了铁路货车侧架,能够焊接这类货车侧架的工装设备多种多样,智能扳机、电动葫芦等都是完成焊接作业的得力帮手,焊接完成的长大侧梁都由桥式起重机吊走运送。对于侧梁的焊接有以下几个标准:(1)焊接件组间隙只容许1mm的差距,铆接件则差距不容许超过0.5mm。(2)10mm是各点固焊长度的起始数值,可以超过但不能低于此数值。(3)不可以组装不达标料件。(4)只有在有基准的情况下才可以组装不同部件。(5)焊丝表面要保持绝对的清洁度。(6)焊接组焊件时保证处于水平位[1]。
二、装配侧梁的工艺技术
(一)组装工艺
首先胎膜的位置应该放置侧梁端部腹板,隔着定位块,同时压紧固定斜楔。以中心线为基准,同时应该保持胎膜部分有中间两块侧梁腹板,要想完成接下来的开坡口操作就必须使用手提式坡口机,组装中的焊缝只容许2mm的间隙。完全拼接两块腹板后,标注腹板边缘线在侧梁腹板上,有效的利用半自动火焰切割机沿着边缘线切除掉预留余量的腹板空间,并打磨切割口。对接组装侧梁腹板和端部腹板,预留2mm的间隙,保证有合理均匀的焊缝间隙,焊接不均衡会使焊接挠度发生产生差错[2]。
(二)焊接方法
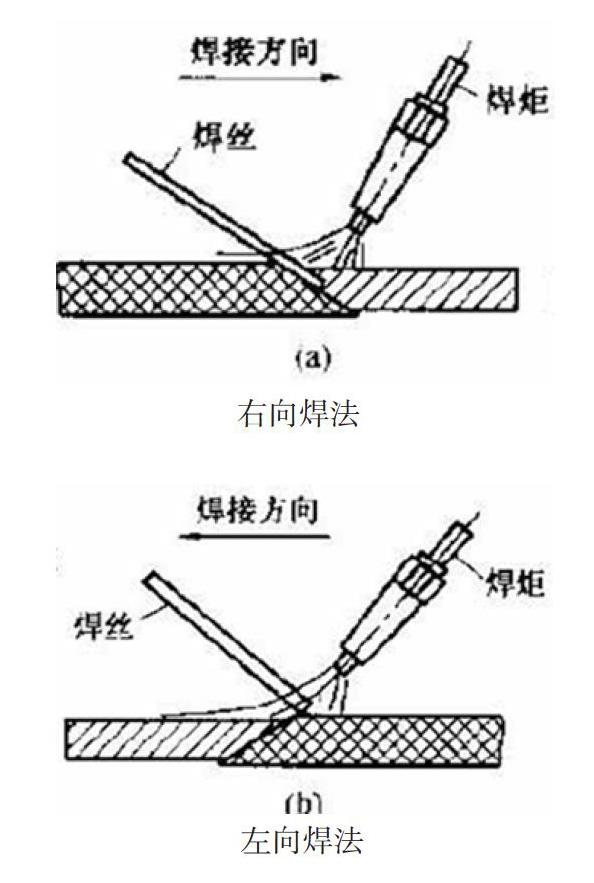
(1)在焊接前清理20mm左右的坡口上的油污,有效的打磨定位焊两端使之成为斜坡状,有效熔合定位焊和焊接环节焊缝,打磨工作完毕后,有效的清理干净坡口。(2)焊枪的角度要找好,有两种MAG的的焊法,分为左焊法和右焊法。左焊法适用于板厚不打,观察熔池简单,焊缝清晰明了。左焊法适合外观成型优良,但对于焊枪倾角要求适度,不允许太小,太小会导致熔深不足,应倾斜到85度到90度之间。(3)运条方法。未开坡口的以免在焊接电弧的时候要格外注意,往返运条选择直线,焊接电弧尽量要小,保证运条均匀,前进速度应该保持中速,熔池的覆盖面积应该保持在三分之二,余下电弧放置于熔池前,融化和击穿根部坡口,形成熔孔。在焊接过程中,要保证大小统一的熔孔外形。注意坡口根部和熔池变化是否有异状,熔孔太小,熔根熔合不理想,熔孔大,则会烧穿。熔孔直径应该保持2mm间隙以上,焊缝高坡应该保持在不超过母材坡口的2mm大小[3]。
(三)月牙形运条法
月牙形运条法和圆圈运条法适用于盖面层,铁液应该保证处于电弧后,不然融化的金属无法深度进入焊缝之中吗,仅仅流于表面,造成假焊现象,无法完全熔合层间,摆动幅度要保持相同频率,均匀运条速度,对于坡口两侧实际熔化的情况要密切注意,焊接过程中药在坡口两侧停顿一会,为了能够有效熔合焊缝两侧,预防咬边问题,为保证有效熔合,确保坡口边缘小于熔池边缘1mm。
(四)吊具在彻底完成正面后翻邊
以砂轮机清理完成作业后的焊接面,扫清焊接的缺陷位置,反面焊接需要仔细检查焊缝直线度,避免烧穿。
三、侧梁组成组焊
(一)组装侧梁
组装侧梁主要是相互组装上边梁和侧梁底板等不同配件,卧装侧梁,横向定位和定紧装置的胎膜能够保证挠度,而且可以保证侧梁底板和腹板的强度。上边梁和侧梁腹板以及腹板端板保持2mm的间隙,圆弧位置组装间隙保持5mm宽度,其余位置间隙保持3mm的宽度。上边梁一般预制挠度大小为25mm,应该放置组装到胎中,之后组装台需要拼接起侧梁腹板和侧梁底板,从中心不断夹紧两边,确保腹板平整,不允许丝杆顶紧力过大,要保留2mm缝隙,在进行点焊,随后组装的同时接角柱,完成组装进行焊接[4]。
(二)控制焊接变形
组装胎需要焊接的分散特点部分,会释放一定的残余应力,残余应力是因为自相平衡化解外力或起伏波动大的温度场等作用后仍存在于物体内的内应力,在机械切割和强化工艺中都会产生这种应力,这种应力集中存在,会大大降低焊接接头的疲劳寿命,焊接构件会因为大量残余应力的释放,而产生塑性变形,这种变形一般都是永久性的。翻焊胎一般焊接上通和下通长焊缝,首先焊接腹板和上边梁焊缝,然后焊接腹板和底板,再接着焊剩余的部分。侧梁部分要设立千斤顶定压设备。只要消除焊缝和其热影响区的残余应力,分散应力集中,就可以达到防止焊接变形。焊接中控制变形的方法有:(1)采用反变形的办法(2)用小锤子敲击焊道中间(3)焊接顺序合理的排序(4)利用工卡具刚性固定(5)分析回弹常数
四、结束语
综上所述,铁路货车、地铁长大侧梁由于其结构特殊,难以控制组装质量和焊接变形的程度,焊接过程中受到不均匀温度场的被焊工件产生的扭曲形状称为焊接变形。焊接瞬时变形指的是一种根据温度变化而产生变化的焊接状态,焊接变形影响结构安装精度,降低结构的承载能力的原因是变形过大。所有熔化式焊接存在残余应力在焊缝和热影响区,焊接构件的变形、开裂并降低其承载力的原因是因为残余应力的存在而导致的,解决应力集中问题的方法是消除焊缝及其热影响区残余应力,可以杜绝焊接变形。通过采用上述焊接工艺,有限的控制侧梁的焊接变形,保证了焊接的质量[5]。
参考文献:
[1]侯养海.长大平车用4轴焊接构架制造工艺[J].机车车辆工艺,2017(01):23-24.
[2]刘文飞. 铁路重载通用敞车车体疲劳强度评估及结构优化研究[D].北京交通大学,2019.
[3]王锡安,王哲,孙宝金.40t轴重铁路货车侧架的工艺设计与优化[J].铸造设备与工艺,2014(01):23-25.
[4]宋博,谢黎明,靳岚.铁路货车车体静强度试验台研制[J].机械研究与应用,2017,30(02):140-142.
[5]向金兰,曾京,彭莘宇,李浩.铁道货车车轮轮径差与轮轨力关系的研究[J].华东交通大学学报,2020,37(01):9-14.
猜你喜欢
人间(2016年33期)2017-03-04
中小企业管理与科技·上旬刊(2016年10期)2016-11-15
企业导报(2016年13期)2016-07-19
商场现代化(2016年7期)2016-04-27