转向架侧梁焊接工装通用性设计及应用
2020-05-26 09:28由学胜朱然然庄林
大众科学·上旬 2020年5期
由学胜 朱然然 庄林

摘 要:转向架是保证轨道列车行驶过程中的稳定性和制动力的重要部件,而在制作转向架时,往往需要在转向架的侧梁位置格外关注。因为转向架的侧梁位置容易在焊接时候发生变形,这就会影响转向架的使用效能。那么,可以利用压型结构的侧梁或盖板改善焊接时的变形情况,使得减少一定的焊接工装制造成本,所以本文主要针对焊接工装的通用性展开探讨。
关键词:转向架侧梁;焊接工装;通用性
引言:
随着我国铺设的铁路轨道公里数与日俱增,这就说明铁路运输在我国产业发展中起到作用越来越重。那么,在轨道列车运输中常常会遇到拐弯处,而转向架恰恰可以为列车提供较好的制动减震、稳定车体的效能。所以,这就需要在制作转向架时,需要提高转向架侧梁的焊接工装强度,那么这就需要从其通用性设计进行分析。
1、转向架的作用及分类
目前,转向架是我国轨道列车中不可或缺的重要构件,其对于列车的发展主要有以下四项作用。其一,为了可以满足当下的铁路运输需求,当前利用转向架作为铁路列车的载重物,同时还可以利用其延长列车的长度,使得提升轨道列车的运速。其二,为了可以维持轨道列车的稳定性,当列车在遇到拐弯处时,车体逐渐地发生偏移,而这时就需要用各个转向架承载整个车体的重量,这就可以让车体受到的力作用在转向架中,使得可以将轴重进行重新分配,从而保证轨道列车可以平稳通过拐弯处。其三,在轨道列车的安装上,还将转向架通常与弹簧减震装置进行组装,使得在该组合装置的作用下,在一定程度可以减轻车体的振动频率,使得可以降低車体之间的相互动应力。其四,转向架还常被用于提升轨道列车的制动力上,通过将其与轮轨之间的作用力,使得车体中的制动缸增强制动性能,从而达到及时制动的效果。
那么,从转向架的组成构件上看,转向架主要由以下七种构件组成。其一,之前所述转向架具有的制动力,就是由转向架的轮对与轨道之间产生的作用力,所以轮对是转向架的重要构件。其二,与轮对想配套的还有轮箱,主要是可以将车体重量传送给轮对,然后彼此往复循环,使得在一定程度上降低列车运行遇到的阻力。其三,弹簧装置也是转向架中重要的组成构件,尤其当与转向架配套使用时,可以在很大程度上维持整个轨道列车的车体的稳定性,目前主要包含螺旋、空气、板弹簧等类型。其四,构架是连接转向架中各部分零件的骨架。其五,二系悬挂主要适用于降低车体的垂向力、水平力的连接装置。其六,驱动装置主要与车轮传输动力扭矩的主要装置。其七,制动装置通常是区分非动力和动力组的核心装置,并且是给轨道列车提供强大制动力的主要装置。
2、分析转向架的侧梁结构
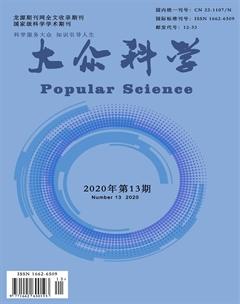
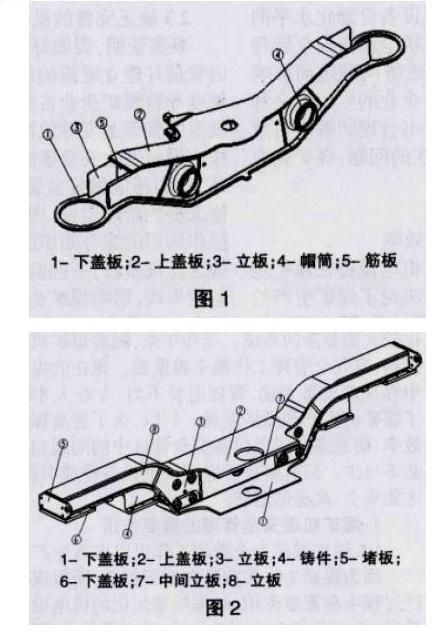
目前,由于生产车辆类型的不同,使得其对应车型上应用的转向架侧梁也存在差异,那么目前在市场上流通的转向架侧梁,主要包含有压型梁、铸件板式融合式、板式三种结构类型。所以,就如图1和图2所示的结构为当前在车型上较为常见的类型,其组件主要包含有上盖板、下盖板、立板、铸件等构件。还有,如图3所示的测量较图1和图2结构较为特别,所以这种测梁主要用于一些特殊车型,在日常并不常见。不过,图3与图1和图2的共同点都有铸件、上盖板、立板、下盖板四个构件组成,如果在实际应用中,还是主要以具体的生产情况为准使用。
3、转向架侧梁的焊接工装设计
首先,在通常情况下,夹具体的设计总长和宽度都在4100和900毫米左右,而侧梁的长度会设计到2600到3400毫米之间,使得可以符合车辆制造的要求。
其次,由于每个车间的生产要求存在差异,所以还是需要具体问题具体分析。其一,根据实际的要求和作业情况来制定夹具板的具体尺寸。不过,在通常情况下,在转向架的侧梁上部和下部都放有盖板,并且根据面积大小可以分为整体和分块两个类型的盖板。一方面,在设置整体盖板时,需要先利用两个定位将其安装在整体盖板上,同样地分块盖板也需要安置两个定位。
其二,还需要按照预先设计的制造图纸所述,将整体盖板上的定位进行合理调试,使其与图纸要求一致。另一方面,侧梁中的立板同样也有整体和分块两部分,不过在立板的分块结构中,由于在实际制造过程中对其立板组对,以及焊接工艺较为复杂,这就使得需要增加对其的定位元件、压紧和顶紧机构装置,使得可以提高其制作效率。
其三,在定位时,还需要利用机加后的面应用在定位上,并且需要定位到高精度的位置,使得可以满足图纸的制造要求。不过,在选择定位的基准面时,不能选择毛坯面,因为这样会使得在制作时,如果将工件后移,就会使得之前以毛坯面作为基准的尺寸数据丢失,使得很难之后再进行找回,从而拖延制作工时。
其四,在对顶紧装置进行设计时,需要将其的设立位置与定位面的对立侧保持一致,使得不能仅将顶紧装置用于顶紧单独的工件,不利于提高使用效率。并且,在设计压紧装置时,也需要将定位板与压紧装置的每个工件的对立侧保持一致。不过,如果当压紧装置的定位板会影响到焊接变形,那么可以将该定位板取掉。
其五,由图4所示的是压紧装置结构,该结构较之图3的压紧结构更具有抗变形能力,因为在图4的压紧丝杠要比图3 的功效要好。并且,由于图3 的压紧结构仅限于部分特别的立板结构,所以需要在焊接后,还要将其的侧梁环扣和衡量管进行拼装,使得提升控制公差的效率,从而提升侧梁的焊接质量。
最后,在对侧梁的辅助装置进行设计时,现需要将筋板放置在辅助装置中的两个立板之间,并且利用整体样板进给筋板定位。那么,为了可以完成这一操作,可以先将筋板定位壮志在夹具体上,然后将该定位的筋板作为基准,然后其他筋板可以使用样板进行定位,使得降低时间成本。其四,一方面需要将侧梁的部件规格提前做好分析,另一方面对夹具体、定位块、压紧装置三个方面的互换操作进行考量,使得可以在一定程度上提升节能生产的效率。
结束语
综上所述,转向架侧梁焊接工艺是提升转向架性能的关键工艺,即可以提升转向架的稳定性,又可以提升转向架的工作效能。那么,这就需要在对转向架侧梁的焊接工装设计中,仔细核对每一项装置的设计细节,使得可以降低一定地制造成本,从而为转向架的使用拓展更大的应用市场。
参考文献:
[1]张鹏,张建政,李新.转向架组装质量提升[J].科技风,2019(12):155.
[2]王世猛.铁路货车的转向架检修方法分析[J].内燃机与配件,2019(14):198-199.
[3]白小龙.动车组转向架组装质量管控分析[J].内燃机与配件,2020(01):119-120.