
FX2包装机小包透明纸散包检测装置设计及应用
2020-05-26 01:57苏猛黄盛隆赵文涛孙文杰王毓鹏潘伟
好日子(下旬) 2020年2期
苏猛 黄盛隆 赵文涛 孙文杰 王毓鹏 潘伟
摘要:本文通过对FX2超高速包装机组中的753型薄膜小包机透明纸散包的现象,产生的原因以及解决措施进行分析,设计了一套小包透明纸散包检测装置。该装置利用原机自带的TWINCAT控制系统,自主开发控制程序,加装一组小包透明纸散包检测传感器,可探测到透明纸散包的烟包,并能自动实时跟踪缺陷烟包在机器中的位置,准确剔除透明纸质量缺陷烟包,从而杜绝透明纸散包质量缺陷的烟包流入成品烟,完善了设备功能,保证了产品质量。
关键词:FX2超高速包装机组;753型薄膜小包机;透明纸;散包检测装置
FX2超高速包装机是德国FOCKE公司FX系列产品,额定车速700包/分[1]。该机组从烟支的进入到各种原辅材料的供应全部由机械手自动完成,是机、电、气一体化的高科技产品,目前在国内烟草生产企业中最为先进的卷包设备之一[2]。在实际生产应用中,753型FX薄膜小包机存在小包透明纸散包的问题。由于FX2包装机原设计中没有透明纸包装质量检测装置,在透明纸包装烟包的过程中如果出现散包或者透明纸起皱褶的烟包,该类烟包就会流入成品烟中,透明纸散包属于严重质量缺陷,这种缺陷的烟包流入市场,会给消费者及公司带来极大的影响。为了解决透明纸散包的烟包流入成品烟的问题,就有必要设计安装一套透明纸散包检测装置。目前,国内外对烟包透明纸散包的检测装置和检测方式有很多,但应用在FX2型包装机上的不多,加装在FX2型包装机上的散包检测装置都是采用外加一套控制器的方式,这样就会增加很多成本,又会给后期维护和维修带来很多工作。本文利用原机自带的TWINCAT控制系统,自主开发编制控制程序,安装散包检测传感器,实现探测到透明纸散包的产品,并能自动跟踪缺陷烟包,准确剔除缺陷烟包的功能,从而杜绝透明纸散包质量缺陷的烟包流入成品烟,完善了设备功能。
1 存在的问题和原因分析
长期以来,小盒透明纸散包质量缺陷是困扰烟草生产行业的一个难题,其产生的原因主要有包装材料和机械两方面的因素。(1)包装材料对小盒透明纸散包的影响。不同厂家和不同品牌的透明纸包装材料其性能存在差异,使用效果也不同,使小盒透明纸的包装质量受到影响,从而产生散包的现象。(2)机械因素对小盒透明纸散包的影响。小盒透明纸包装过程中需要经过一系列的导纸辊的传递,与拉带组合粘结,再经透明纸输送装置和透明纸裁切装置,然后到达预定位置与烟包结合经过成型转塔,完成烟包顶部与底部以及长侧边的折叠以及热封。在这一系列复杂的传递和包装动作过程中,任何一个环节调整不到位都会造成散包的发生,使得散包现象难以杜绝。因此,需要设计加装一套小包透明纸散包检测装置。
2 设计方案
753型FX薄膜小包机加装一套小盒透明纸散包检测装置,要能实现以下功能:准确识别散包缺陷的烟包,跟踪缺陷烟包在设备上的实时位置并能准确在剔除位置剔除缺陷烟包;在触摸式人机界面上能查询散包实时剔除数量;当散包检测器连续检测到3包缺陷烟包时,设备停机并在人机界面上显示散包故障,并显示故障指示画面。
2.1 检测装置硬件设计
由于检测的对象是烟包上包裹的透明纸,因此检测器的安装位置应该在透明纸包装成型,各边折叠及热封之后,结合设备机械结构与机械空间,最终确定检测器的安装位置在成型转塔出口处的通道上。
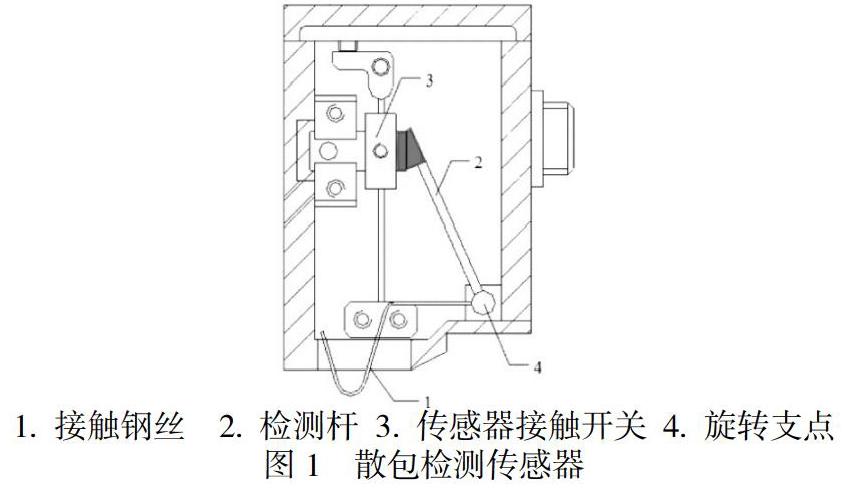
透明纸包装材料是无色透明的非金属材料,对光线不敏感,若采用传统的视觉检测系统会产生较大的误剔率和漏剔率,检测效果不理想[3]。经观察分析,虽然烟包在机器通道内作高速直线运动,存在一定的检测难度,但是未包裹好透明纸的烟包的平面会形成松散的皱褶或者变形翘边等缺陷,因此我们采用机械元件来探测透明纸的变形,再间接采用电子元件检测机械元件的位移,从而生成检测信号。我们选用了一种散包检测传感器,如图1所示。
用专用的安装支架替代原有的导轨支架,将散包检测安装在轨道1和轨道2正上方。正常烟包经过散包检测时,烟包上平面与检测器接触钢丝之间有一定的空间,不会触动散包检测的接触钢丝,检测器输出正常的高电平信号;当有散包的透明纸烟包通过时,翘起的透明纸皱褶就会触动抬起散包检测的接触钢丝,通过散包检测的旋转支点带动检测杆转动,检测杆上部的金属块会与传感器的接触开关分开,检测器则输出缺陷烟包的低电平信号。
2.2 检测装置软件设计
控制系统采用FX2包装机原机自带的Beckhoff控制器,自主编制控制程序,实现散包质量缺陷烟包的跟踪、剔除,人机界面剔除数量统计查询,显示报警故障画面的功能。
2.2.1 控制程序的设计
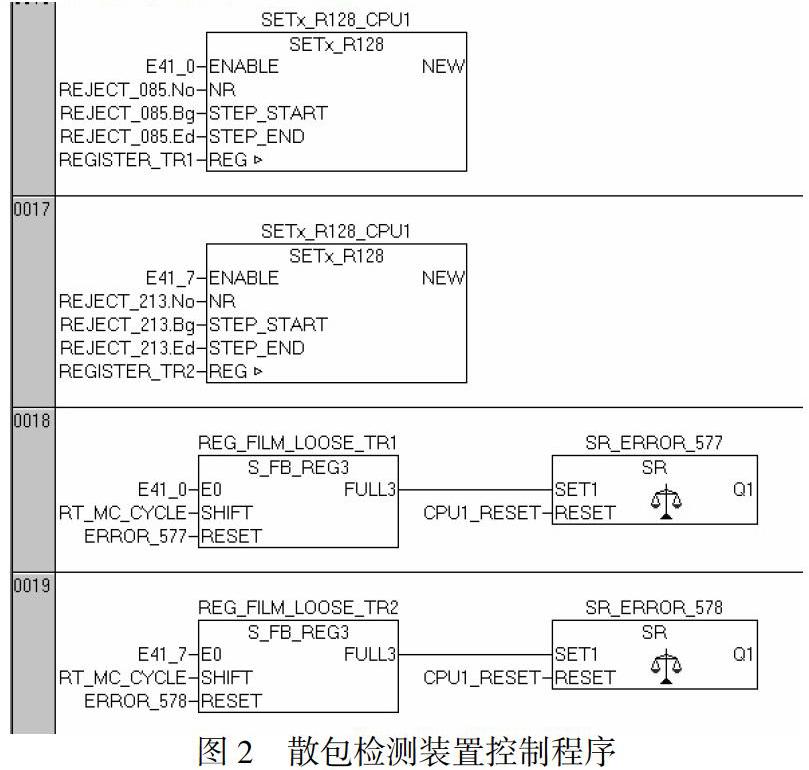
选取753机组E41.0和E41.7两个闲置输入点,把轨道1与轨道2散包检测的输出线接到相应的Beckhoff输入模块。打开相应的控制程序,添加如图2控制程序:
2.2.2 人机界面的设计
当散包检测装置连续检测到3包散包烟包时,设备就会自动停机,并在人机界面上显示红色报警信息。打开文本编辑器K49,在程序树Alarm文件夾下753中,添加577行和578行故障显示配置。
在显示红色文本报警信息的同时,为了更加直接的显示故障位置,进行了报警画面指示的编辑,打开画面编辑器K50,在空余的577和578行添加散包报警画面配置。
3 结论
该小包透明纸检测装置投入使用后,能够有效识别和剔除生产过程中产生的透明纸散包或松散起皱的缺陷烟包,精确度较高,几乎杜绝了透明纸散包缺陷烟包流入成品烟中,提高了产品质量。该装置完美的利用原机控制系统,节约了成本,有效弥补现有设备的不足,具有良好的实用价值和推广价值。
参考文献:
[1] 753型FX薄膜小包机维修保养手册.FOCKE公司,2009.
[2] 刘彬,FOCKE FX2包装机组753型薄膜小包机增加一种多功能烟包检测装置的必要性及可行性,2019.
[3] 祝荣壮,谢剑平,CV-751视觉系统在ZB25包装机小盒外观缺陷检测上的应用[J]. 广西烟草,2009(6):18-20.
(作者单位:山东省中烟工业责任有限公司青岛卷烟厂)
猜你喜欢
锦州医科大学报(2022年2期)2022-05-07
检察风云(2020年5期)2020-04-02
科技视界(2019年3期)2019-04-20
科技风(2018年15期)2018-05-14
魅力中国(2016年52期)2017-09-01
凤凰生活(2015年7期)2015-08-26
