
大型锻件轴的校正与修复工艺
2020-05-25 02:49陈遵清郑勇伍常斌陈辉
广东造船 2020年2期
关键词:检查
陈遵清 郑勇 伍常斌 陈辉

摘 要:本文根据修复变形的中间轴和尾轴案例,叙述了大型锻件轴变形后的手工修复过程。通过对轴表面检查、磁粉探伤,初步判断轴的可修复性。进一步对轴弯曲量进行检测、数据处理、弯曲状态分析,对各个过程作了详细的说明。通过一系列的实践证明,使用手工敲击的方法校正大型锻件轴是经济可行的。
关键词:锻件轴;检查;弯曲;手工敲击校正
中图分类号:U664.2 文献标识码:A
Abstract: This paper describes the manual repair process after the deformation of the large forged shaft according to the successful repair cases of intermediate shaft and tail shaft. By checking the surface and magnetic particle method, the repairability of the shaft is preliminarily judged. Then, the measurement, data processing, bending state analysis of the shaft bending amount are made, the shaft is repaired by manual striking, and each process is described in detail. Through a series of practice, it is economical and feasible to repair the large forged shaft by manual striking.
Key words: Forged shaft; Inspection; Bending; Repair by manual striking
1 前言
目前,大部分船舶使用柴油机或电动机作为动力源,通过螺旋桨的旋转推动水向后运动,水的反作用力使船前进。推进轴系的作用就是連接柴油机和螺旋桨,通常包括中间轴、尾轴及相应的轴承等附件,中间轴和尾轴一般使用锻件轴。
锻造能消除金属在冶炼过程中产生的铸态疏松等缺陷、优化微观组织结构,锻件的机械性能一般优于同样材料的铸件。中间轴、尾轴都是单件或小批量生产,采用自由锻、热锻方式。大型锻件轴的生产过程包括准备铸锭或棒料、锻造、第一次热处理、化学成份分析、粗加工、第二次热处理、超声波探伤和机械性能检查、精加工等过程。
中间轴、尾轴是船舶的核心零件,承受较大的交变载荷。在船舶营运过程中,由于各种原因可能会导致轴系产生变形、损坏。发生弯曲、损坏后,一方面增加了船舶的振动,另一方面加快了轴承的磨损速度,极易导致断轴事故的发生,给航运公司带来巨大的经济损失。
某散货船采用6S60MC-C8型柴油机作为推进主机,最大持续功率12 730 kW/105 r/min。推进轴系中配备一根锻件中间轴,尺寸为φ480×5 370 mm、重约8970kg。在建造过程中,该船发生意外火灾,导致中间轴弯曲变形;另一散货船采用5S60ME-C8.2型柴油机作为推进主机,最大持续功率8 050 kW/89 r/min,尾轴尺寸为φ520×6995 mm、重约11 556 kg。该船在营运过程中,发生了尾管轴承高温报警,进厂修理时发现尾管轴承后半段已损坏,同时尾轴产生了较大的弯曲变形。
中间轴、尾轴的生产周期长,价格昂贵。为了缩短修理周期,又不影响轴的力学性能,将上述船舶的中间轴、尾轴拆回车间,采用手工敲击法进行校正和修复,直到符合GB/T34001—2016中国修船质量标准。
本文以上述船舶的中间轴、尾轴的修复过程为例,叙述了大型锻件轴弯曲量的检测、轴弯曲状态分析以及采用手工敲击法进行校正的方法及步骤。通过修复后的持续有效运行,说明手工敲击法校正大型锻件轴是经济、可行的。
2 轴弯曲量的检测
(1)将轴拆运回车间后,对轴的表面进行清洁,对有毛刺、擦伤、碰痕的地方用什锦锉修整光滑,整个过程注意做好轴颈的保护工作;
(2)采用磁粉探伤法检查轴表面是否有裂纹,表面的细微裂纹应用油石打磨处理直到裂纹消失;如有较深的裂纹,先局部打磨处理,测量处理后的轴颈数据,根据相关规范进行强度校核;对超出极限深度的锻件轴作报废处理,或与船级社达成一致的报废时间;
(3)测量轴弯曲量时应在常温下进行,确保长轴的各部分温度与环境温度相同。将两端轴颈支撑在V型滚柱架上(见图1),首先使用水平仪测量V型支撑架,保证支撑架的水平度,允许偏差小于0.02/1 000 mm;测量前应将轴的轴向窜动量控制在0.10 mm以内,通过可旋转的中心顶针限制轴向窜动。为防止轴向窜动,测量轴弯曲量时只沿一个方向转动轴;
(4)测量轴颈的圆度,其偏差值应小于0.02 mm;
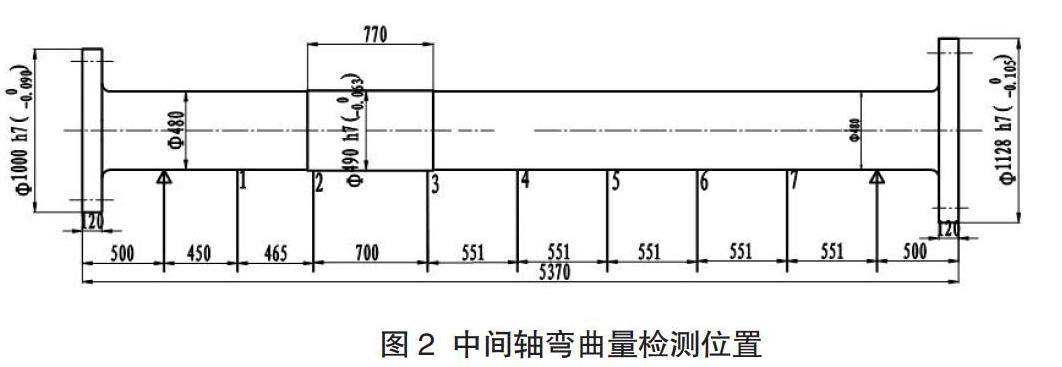
(5)将轴分成若干段进行测量(见图2),测量点应选在无锈斑、无损伤的轴颈截面上,测量并记录各个截面的圆度数据。
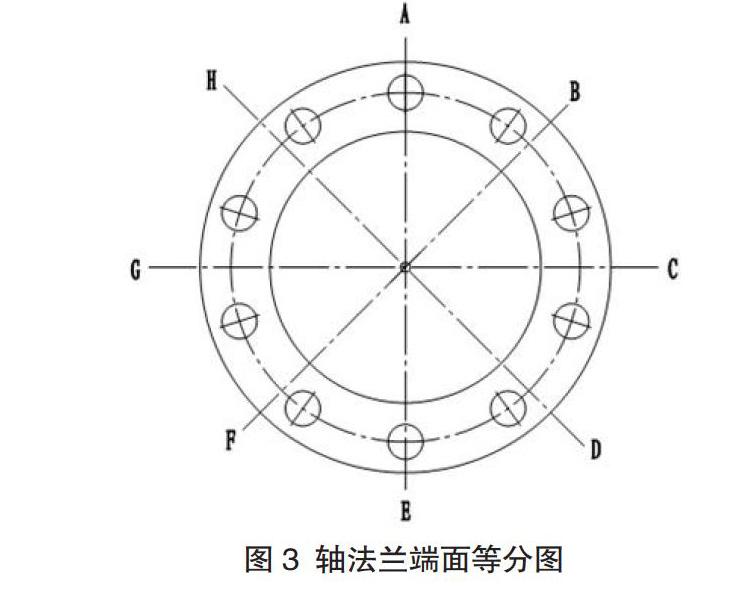
(6)将轴的法兰端面八等分,A点应定在某个孔的中心位置,以防在擦除等分记号后失去轴向弯曲方位(见图3);
(7)为保证在测量时轴每次转动的角度一致,在法兰外圆上画出每个标记点的位置。在法兰孔里插入木方,利用撬棍始终沿同一方向均匀地转动被测量轴;
(8)安装百分表,并检查是否在检验有效期内;
(9)缓慢转动轴,依次测量、记录百分表在每一个截面各标记点的读数,并将数据记录在图4中;
(10)根据图4计算出每个截面的弯曲向量值(即轴中心弯曲值),然后绘制截面弯曲向量图(见图5);
(11)在尾轴的不同位置测量跳动量,采用同样的方法计算出每个截面的弯曲向量值,并绘制截面弯曲向量图。
3 轴弯曲状态分析
(1)根据中间轴弯曲向量图,该轴主要是向下弯曲,水平方向弯曲量较小,另外两个方向的弯曲是向下弯曲后产生的分向量。消除向下弯曲后,另两个方向的弯曲量会大幅减小,甚至消失;
(2)根据各截面弯曲向量图绘制弯曲曲线图,横坐标为轴中心线、纵坐标为轴各截面同一方向的弯曲值;
(3)将上面各点连成两条直线。在两直线交点及其两侧再测两个截面,将测得的各点连成平滑曲线,即为轴弯曲后的轴线,如图6所示。
(4)尾轴最大弯曲方向的连线在同一纵向截面上,最大弯曲点在后轴颈前端,可以采用同样的方法绘制出尾轴弯曲后的轴线图;
(5)轴弯曲后的轴线图中两直线的交点,反映在轴上就是轴的弯曲处,也是轴的校正点。若该点有误,不仅不能将轴校正,反而会将问题搞复杂甚至造成轴的报废。所以准确确定轴的校正点特别重要,需要细心操作。
本文叙述的中间轴、尾轴的弯曲基本上都只有一个方向。对于有几个方向弯曲的轴类,需要分方向绘制弯曲曲线图,或在三维坐标系内建立弯曲模型。
4 轴的校正
锻件中间轴、尾轴的化学成份基本一样,主要成份都是含Mn(0.3~1.5)%、C≤0.65%、Si≤0.45%、P≤0.035%、S≤0.035%,硬度为(160~200)HB。中间轴的抗拉强度≥560 MPa、屈服强度≥280 MPa;尾軸的抗拉强度≥600 MPa、屈服强度≥300 MPa。发生事故时,中间轴是静止的,所以只有一个方向弯曲;而尾轴是正在运转过程中发生事故的,但温度比中间轴发生事故时低。
(1)将两端轴颈支撑在V型滚柱架上,结合法兰面的跳动,将被校正轴的最大弯曲的凹部朝上;
(2)使用平头、圆头的钢锤或铜锤敲打轴最大弯曲的凹部,使该处金属伸展释放应力逐渐变直。在圆周方向,敲击量从中心往两边逐渐减少;从最大弯曲处往两端约150 mm范围内,敲击量也是递减的;
(3)敲击过程中,不得敲击中间轴轴承位,也不得敲击尾轴工作轴颈和锥体,并要注意保护非工作轴颈表面,不得有明显的凹坑;
(4)每敲打完一遍,检查一次轴的弯曲情况,重新确定敲击位置并与上一次的测量数据进行比较。轴的伸直量,刚开始时变化较大,随着敲击的进展轴表面逐渐硬化,轴的伸直量变化较小;如果经过多次敲打后伸直效果不明显时,需将轴表面加热到300℃~400℃进行低温退火。退火后,再按同样的方法进行人工敲打;注意不要校正过度,要防止轴表面产生较大的反方向弯曲,反向弯曲量控制在0.01~0.03 mm;
(5)对于有几个方向弯曲的直轴,轴的校正需要分两步进行。第一步先将轴的弯曲曲线调校到一个平面,第二步再在同一个平面内校正;
(6)将敲击部位进行低温回火,消除内应力和表面硬化;
(7)将敲击部位用细砂纸抛光,进行磁粉探伤检查、测量并记录硬度数据;
(8)轴上车床检测跳动量,检验弯曲部位的校正效果。上述中间轴校正后的跳动量,满足中国修船质量标准GB/T34001-2016要求。
5 结论
采用手工敲击法校正的上述中间轴已使用了六年、尾轴使用了四年,另一条重吊船的尾轴也使用了五年,轴系运转情况都很好。采用此方法节省了大量的制造费用和船舶因停航带来的损失。相对于热校正、机械施压法,手工敲击法校正大型锻件轴精度高、应力小、不产生裂纹、经济性好。
目前,只是总结了轴弯曲量的测量和手工敲击校正的方法和步骤,校正方法只有定性分析。下一步要根据轴的具体尺寸、化学成份、机械性能以及弯曲的大小和方向,更加深入地研究手工敲击的力度、数量、区域和方位等方面的内容,从而进一步提高校正效率和使用寿命。
参考文献
[1]赵程,杨建民.机械工程材料. [M].北京:机械工业出版社,2015.
[2]王学武.金属材料与热处理. [M].北京:机械工业出版社,2016.
猜你喜欢
中国典型病例大全(2022年10期)2022-05-10
中国典型病例大全(2022年7期)2022-04-22
华声(2021年4期)2021-05-17
检察风云(2018年8期)2018-05-21
检察风云(2018年6期)2018-04-18
故事作文·高年级(2017年11期)2017-11-15
作文与考试·小学高年级版(2016年14期)2016-09-10
小学生时代·大嘴英语(2015年7期)2015-11-23
党员生活(2015年8期)2015-08-21
健康之家(2013年3期)2013-03-27
