汽车车桥焊接生产线PLC控制与研究
2020-05-19 02:33刘欢
科学与信息化 2020年6期
关键词:控制系统
刘欢
摘 要 汽车制造业的自动化程度很高,需要很多现代控制技术。制造行业发展得非常迅速,汽车车桥焊接生产线是非常具有代表性的生产线,该生产线已经向着全面自动化的方向发展,采用PLC网络控制系统。本文通过分析底层控制系统、三层PLC与监控系统之间的配合,实现汽车车桥焊接生产线的加工与焊接。
关键词 汽车车桥焊接生产线;PLC;控制系统
1PLC网络控制系统
汽车车桥焊接生产线发展得非常迅速,生产线本身的控制和焊接要求非常高,设备要具有很高的精度和质量水准,因此对于生产线的运行上引进一些智能化、网络化的控制系统,增加生产线的技术水平。
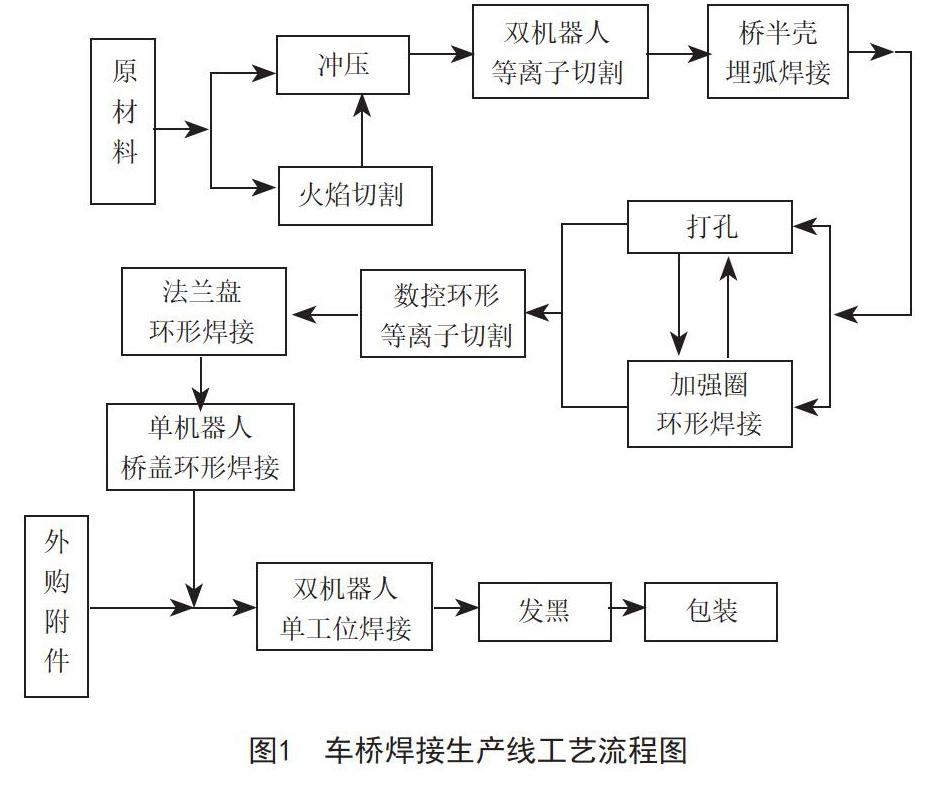
利用PLC网络控制系统对焊接生产线进行控制,首先需要了解生产线的工艺流程,通过工艺流程确定控制的方式和PLC动作的顺序,实现生产线整体控制,完成焊接动作,车桥生产线的工艺流程如图1。
PLC网络控制系统设计的要求如下:
实现对整个生产线上不同位置的设备的分布式控制;
整条生产线上的设备可以实现单独控制,单独操纵与运行;
抗干扰性强,可以再恶劣的工作环境下工作,抗温度高、灰尘大;
可靠性强,PLC控制系统选用世界先进公司生产的,优先选择三菱公司CC-Link;
实现对整个生产线进行远程监控,功能具有生产节拍的安排、工作的调度、故障的排除等[1]。
2底层控制系统
车桥焊接生产线工艺上,每个环节都重要,控制层,底层执行机构等,是实现焊接的关键环节。
底层的控制系统硬件元件选择为Q系列PLC中的Q12HCPU, FX系列PLC中的FC2NCPU以及FX2N-4DA模块、FX2N-32CCL通讯模块。
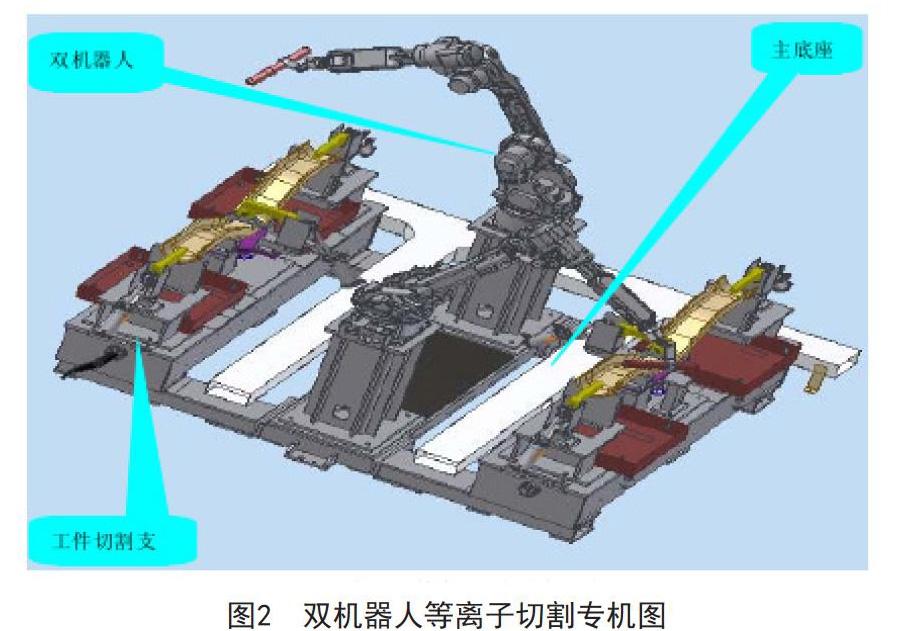
执行机构的设计选择双机器人等离子设备,如图2。
该设备主要的组成部分包含支架、底座、控制柜等,通过之间的电缆有机的连接在一起[2]。
3三层PLC与监控
3.1 三层PLC
三菱O系列PL通过以太网、MELSECNET/H网和CC-Link網通信模块共同组成一个三层PLC网络控制系统,主要的功能分配如下:
以太网,是上端网络设施,是对不同部门实现信息交流和连接的作用;
MELSECNET/H网,是控制器之间进行通信的网络,该网络具有大容量,通信速度快,保障性、可靠性高的优点;
CC-Link网,主要作用是与其他元件实现PLC集成设计,同时可以节约与其他设施的连线,系统配置高、灵活性强。
3.2 监控系统
上位监控是对生产线进行实时监控,保障焊接的流畅性,每个设备控制点需要增加人机交互界面,同时在中央控制系统室需要有整体生产线运行监控图,保障每个设备都具有控制性。
MCGS监视与控制平台功能非常完善,操作简单,实现对现场数据的收集,后期的处理与监控,主要的组成部分为主控、设备、用户、数据、运行五大窗口。
工作方式主要表现为,MCGS通过设备的控制程序与外部设备进行数据交流;是一个具有图形显示的动画交互控制系统;可以实现多种网络结构连接不同的终端,最终实现分布式网络控制;在MCGS的运行策略功能中可以建立自定义控制方式,建立自己的运行策略。
4结束语
本文研究汽车车桥生产线的控制方式,通过PLC控制系统对生产线进行控制,保证PLC网络控制系统的实现。车桥生产线采用PLC系统的主要因素是实现焊接的自动化,提高焊接效率。在控制系统的设计与生产线的设计中,增加柔性设计思想,实现焊接生产线自动生产,自动监控,自动维护的功能,保证汽车生产的质量,保证驾驶人的人身安全.
参考文献
[1] 胡鑫.自动化焊接生产线在奇瑞A3车型中的应用实例(续)[J].技术新视野,2010,(1):33-36.
[2] 姜维春.汽车后桥壳总成自动化焊接生产线的研制[J].汽车制造技术,2007,(3):128-129.
猜你喜欢
考试周刊(2016年88期)2016-11-24
科教导刊·电子版(2016年26期)2016-11-21
数字技术与应用(2016年9期)2016-11-09
科技视界(2015年25期)2015-09-01