
采用永磁技术的混合动力调车机车组装工艺研究
2020-05-19 03:16陈超
科学与财富 2020年6期

摘 要:本文结合采用永磁技术的混合动力调车机车的结构,对机车的组装工艺进行了研究,对组装难点进行了分析并给出了解决方案。
关键词:永磁调机;工艺流程;模块化;工位化
1引言
由于全球气候变暖、环境恶化,节能减排、绿色环保成为全球性的课题,运用资源节约、环境友好的新能源混合动力机车已经成为内燃机车的发展趋势。我公司于近年研制采用永磁技术的混合动力调车机车(以下简称永磁调机)。永磁调机与既有内燃机车在结构上有很大不同,较多部件为首次使用,因此需要设计全新的组装工艺进行机车组装。
2永磁调机结构介绍
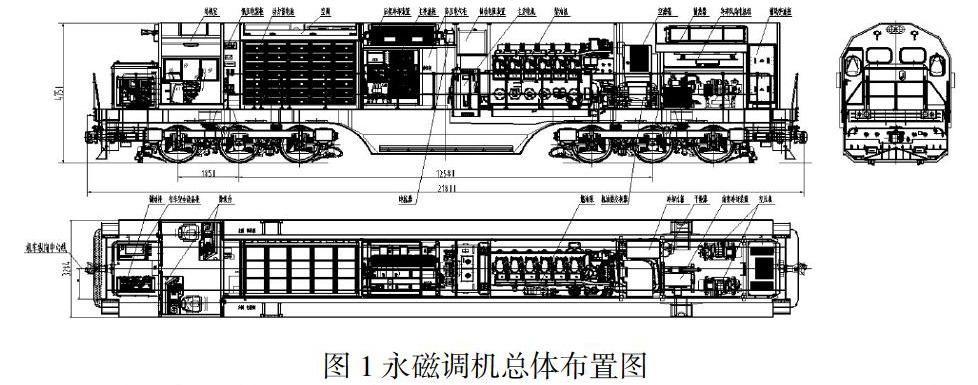
采用永磁技术的混合动力调车机车(以下简称永磁调机)采用调车机车经典的鼻锥加单司机室外走廊结构。机车总体布置图如图1所示:
机车上部从前往后分别为冷却室、动力室、电机电器室、蓄电池室、低压电器室、司机室和辅助室,各室采用模块设计。
3 工艺设计原则
永磁调机在设计结构方面与HXN5B型调车机车部分相同。因此,以HXN5B型调车机车为基础进行永磁调机的工艺设计。并且参照内然机车快捷柔性组装平台规范指南的要求,在工艺设计时遵循以下几个原则:
模块化:车底架、管路架、线缆架、司机室、蓄电池室、电机电器室、冷却室、转向架工序等工序分割成模块进行工艺设计。
工位化:各模块、总组装等严格按照标准工位进行工艺设计。
节拍化:按照8小时/台的生产能力进行工艺设计。
流水化:在节拍化的基础上,各主要组装工序按流水线的方式进行工艺设计。
标准化:选用成熟可靠的现有工艺、工装设备,尽可能的减少“三新”项目。
4 总体工艺流程
永磁调机组装主要分为车底架组装和机车总组装两部分。机车总组装下分6个工位。为减少机车总组装过程中的工作量和缩短整车的组装周期,管路架、线缆架、司机室模块、蓄电池室、电机电器室、冷却室、柴油机、转向架采用模块化预组装工艺。机车组装总体工艺流程和各模块装配上车节点见图2。
5各模块及组装工序工艺分析
5.1车底架:车底架为外走廊、底架承载式燃油箱结构,由中部油箱和前、后端部拼焊而成,与HXN5B型调车机车基本相同,可按照HXN5B型调车机车的工艺路线进行生产。
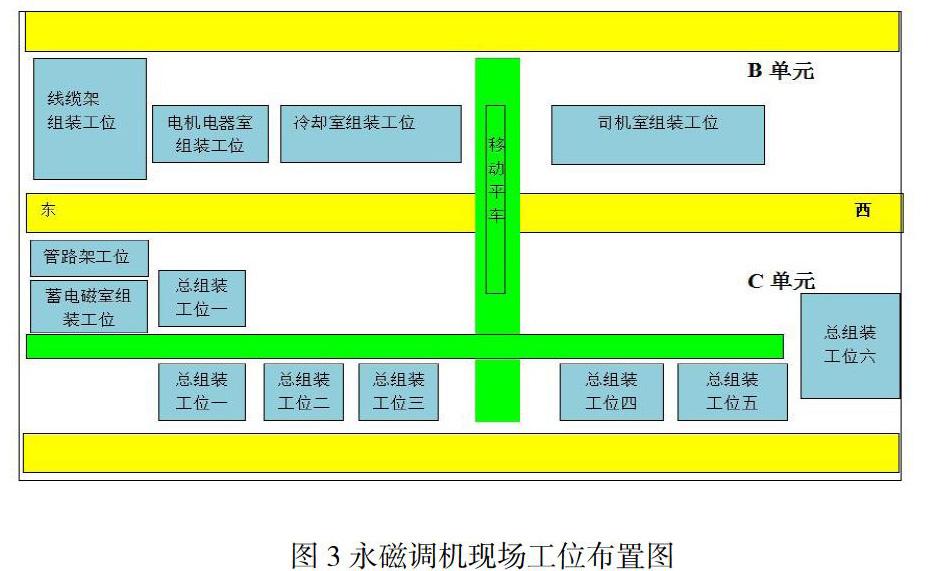
5.2机车总组装:总组装工序是永磁调机组装的主要环节,下设6个组装工位,各大模块完成组装后在相应的总组装工位组装上车(各模块和总组装工位布局见图3)。
工位一:为车底架翻身工位,下设两个组装台位。主要完成线缆架、管路架、总风缸等大部件的安装及车底架下部管路、线路的布置。工位一完成后,車底架翻身流入工位二。
工位二:主要进行车架调平和完成司机室模块、扶手杆、蓄电池室、主变柜、高压电气柜、前架牵引电机冷却装置、空压机、支持系统等模块及大部件的安装。
工位三:主要完成柴油机发电机组、冷却室、电机电器室的安装,并进行机油、燃油管路的配制。
工位四:主要进行烟囱装配、动力室侧壁的安装,各室体间的封边连接,空气制动系统机车上部捉漏,部分车上电气接线,同时进行油水、燃油管路的安装和水管路的配制。
工位五:主要进行各室体顶盖安装,水管路安装,油水系统管路捉漏,旁承垫片计算调整,完成车上电气接线。
工位六:为落车工位。在此工位,将机车上部与转向架进行连接(包含制动、电气、油水等系统),并进行整车的检查回修。
5.3管路架、线缆架:管路架在组装车间C跨进行组装,组装台位与HXN5型、HXN5B型机车通用;线缆架在组装车间B跨大线制作区域进行组装,组装完成后使用移动平车调入C跨进行装车。
5.4司机室模块:在组装车间B跨西侧进行组装,下设6个组装工位。与其他车型司机室相比,永磁调机司机室模块中增加了低压电器室,需对组装台位和吊具进行改造。
5.5蓄电池室:蓄电池室为永磁调机特有的全新模块,动力蓄电池组标称电压高达1500V,在组装车间C跨设置临时有隔离带的组装场地。蓄电池室组装时需经过专业培训的人员进行操作。
5.6电机电器室:在组装车间B跨东侧借用带有升降梯的辅助室工位进行组装,主要工序为制动电阻和后架冷却装置的安装。
5.7冷却室:在组装车间B跨东侧进行组装,下设3个组装工位。为机车减重,空压机、前牵引电机冷却装置等部件在总组装工位进行安装,因此永磁调机的冷却室组装相对简单。冷却室完成后,使用移动平车调入C跨进行装车。
5.8柴油机:为节约成本,永磁调机柴油机由原R6280ZC船用柴油机进行改造,不再组装新的柴油机。对R6280ZC船用柴油机进行解体,对机体进行改造,并更换油底壳、机体支撑、联体,对所有部件清洗后恢复组装。
5.9转向架:永磁调机走行部采用两个三轴转向架。该转向架以HXN5B型调车机车转向架为基础,对轴重进行了调整,增加了前、后架牵引电机冷却水管路。
5.10油漆:车底架焊接完成后进行喷砂处理,然后喷涂底漆,车底架上下表面喷涂面漆;各室体钢结构焊接完成后进行清洗、磷化,然后喷涂底漆和内部面漆。车底架和各室钢结构完成涂装后进行总组装,总组装完成后车体外部再进行刮腻子、喷涂中涂漆和面漆。车体内部零部件和转向架及零部件涂装完成后进行组装。
6组装难点及解决措施
6.1 组装难点:按设计要求,部分零部件需在总组装台位进行焊接,易破坏机车油漆并影响其他工序的进行。
解决措施:采用先油漆后组装工艺,梳理需要在组装工序焊接的零部件,在组装图中计算出此类零部件在钢结构上的定位尺寸,绘制开工定位图,在钢结构焊接工位完成焊接。
6.2 组装难点:全新的蓄电池室重达15吨,远超冷却室、司机室等常规室体,无合适的吊具,制作新专用吊具价格高昂,且模块组装场地B跨的天车吨位不足。
解决措施:不再制作新的吊具,调研公司现有吊具,将某已经出口的机车整车吊具进行改造,减少了吊具成本。将组装场地由模块组装场地B跨移至总组装场地C跨,减少电动平车摆渡作业,且B跨的天车吨位足以满足蓄电池室的吊运。
6.3组装难点:蓄电池室内装有动力蓄电池,对淋雨要求较高,但蓄电池室组装完成后为全封闭结构,无法在发生漏水后及时发现并进行修补。
解决措施:在蓄电池室钢结构完成后,对顶部焊缝进行渗煤油工艺以检查焊缝漏点,无法渗煤油的位置进行探傷检查。在安装蓄电池前,先安装顶部空调和室结构门,提前进行淋雨试验,确保无漏点。
6.4组装难点:永磁调机使用永磁电机作为牵引电机,电机冷却方式由原来的风冷变为水冷。机车组装完成后,作业空间较为有限,难以进行捉漏。
解决措施:将组装完成后整车捉漏的方式改为分段捉漏,将整个冷却系统分为前架冷却部分、后架冷却部分、转向架冷却管路等三个部分,每个部分完成后分别制作封堵工装进行捉漏测试,整车组装完成后,对三个部分的连接处进行检查即可。
6.5 组装难点:永磁调机车型结构与以往机车差别较大,且较多部件为首次使用,现场作业人员不熟悉操作。
解决方式:在工艺设计阶段,工装、工具、设备、计量器具等选用成熟可靠的现有产品。对新材料、新工艺、新结构等三新项目(蓄电池系统、空气制动机、前后架牵引电机冷却装置等)进行识别,提前介入设计、研究分析原理,并编制作业指导书用于现场指导。
7结束语
目前,永磁调机已完成组装,进入了试验阶段。由于采用了模块化、工位化的组装工艺,大大缩短了机车的组装时间,质量也有了明显的提升。组装工艺全面实施后,可达到了每天一台的生产能力。永磁调机工艺开发的成功经验,可为今后各型机车的工艺提升,提供有力的技术保证。
参考文献:
[1]周宏,齐林涛,刘云翔.预组装工艺在HXD3B型机车上的应用[J],电力机车与城轨车辆,2010(4):31-32
作者简介:
陈超(1986-),男,工程硕士,工程师,主要从事内燃机车组装及试验等方面的工艺研究.
猜你喜欢
海洋信息技术与应用(2022年1期)2022-06-05
中学生数理化(高中版.高考理化)(2022年4期)2022-05-25
装备制造技术(2021年2期)2021-07-21
现代装饰(2020年5期)2020-05-30
中学生数理化·高一版(2020年2期)2020-04-21
中国核电(2017年2期)2017-08-11
流程工业(2017年4期)2017-06-21
流程工业(2017年4期)2017-06-21
当代化工研究(2016年7期)2016-03-20
求学·理科版(2016年1期)2016-02-29
