
WQ3257型柔性松散回潮滚筒多区喷射加工模式提高加工质量研究
2020-05-18 08:57付亮谭国治何邦华林文强李雯琦温亚东高晓华唐军刘泽周冰易斌
中国烟草学报 2020年2期
付亮,谭国治,何邦华,林文强,李雯琦,温亚东,高晓华,唐军,刘泽,周冰,易斌
云南中烟工业有限责任公司,昆明市红锦路367号 650231
松散回潮工序是制丝加工中的重要环节,主要作用是松散烟叶,并对叶片进行增温增湿,以提高烟叶的水分和耐加工性,满足后续制丝工序的生产工艺要求,对烟叶加工的感官质量、香气风格、物理质量等有十分重要的意义[1]。目前,行业关于松散回潮工序对产品质量影响的研究,主要是回风温度对出口烟叶质量的分析[2-6]。但切后烟块在松散回潮设备中,是由烟块逐渐转变为舒展烟叶的持续变化状态,现有加工方式及研究未涉及该部分内容。因此,红塔集团与秦皇岛烟机公司共同开发了WQ3257型柔性松散回潮滚筒,该设备针对烟叶在松散回潮设备中的持续变化状态,将松散回潮滚筒分作多个功能区,并通过蒸汽施加针对性处理。WQ3257型柔性松散回潮滚筒已在昭通卷烟厂使用多年,运行情况良好,在生产稳定性、低温松散效果以及降低过程造碎等方面表现较好。由于该设备的技术控制参数较多,本文仅从蒸汽多区喷射模式方面开展试验,以考察多区蒸汽喷射对烟叶质量的影响,旨在为卷烟工业企业更好的应用该设备提供参考。
1 材料与方法
1.1 材料与设备
“红塔山”品牌配方原料7545 kg/批;LA34001S静态秤(德国赛多利斯公司);FED260烘箱(德国Binder公司);HY303手持式测温仪(上海华阳检测仪器有限公司);叶片振动分选筛(中国烟草总公司郑州烟草研究院);WQ3257型柔性松散回潮滚筒(秦皇岛烟草机械有限责任公司)。
1.2 柔性松散回潮滚筒
WQ3257型柔性松散回潮滚筒分别设计了松散、展开、回潮、加料(备用)4个功能区。在进料面板上设置了松散区蒸汽喷嘴、展开区蒸汽喷嘴、回潮区汽水混合喷嘴、加料区加料喷嘴,各功能区可根据工艺技术标准要求,分别控制加入的蒸汽量或加料量,有效控制加工强度、实现各区功能作用。根据各区的功能定位不同,各区物料提升高度、筒体结构、抄板、耙钉的大小、高度及布置形式均不同。各功能区区位划分见图1。
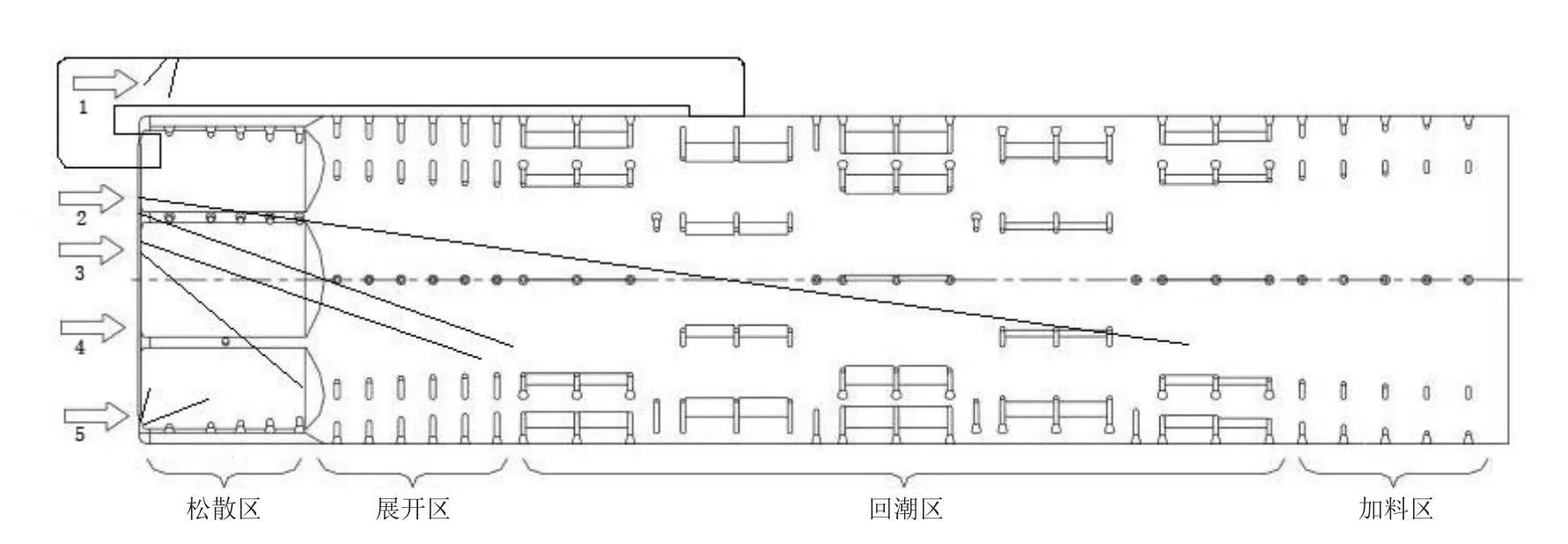
图1 柔性松散回潮滚筒功能分区示意图Fig.1 Functional zoning diagram of flexible loosening and conditioning system
直喷蒸汽与回潮区汽水混合喷嘴为松散回潮工序必备装置,与传统松散回潮设备相比,柔性松散回潮滚筒主要增加了展开区、松散区蒸汽喷嘴[7-8]。
松散区蒸汽喷嘴位置在进料口下方且方向朝向筒壁,角度可调节,喷出的低压高温蒸汽撞向筒壁返回后迅速扩散,在松散区烟块翻滚范围内形成高温、高湿蒸汽环境,使翻滚的干烟块外表面迅速升温、增湿,达到柔性松散减少造碎的目的;展开区蒸汽喷嘴设在进料面板中上端,角度可调节,喷出的高温蒸汽正对展开区物料下落物帘,使松散后的烟叶继续增温增湿,让叶片进一步舒展。
1.3 试验方法
与传统松散回潮设备相比,柔性松散回潮滚筒增加了松散区、展开区的喷射蒸汽,因此主要针对该两区蒸汽进行试验。试验采用固定回潮区汽水混合蒸汽压力为1.5 bar,对松散区蒸汽、展开区蒸汽的流量进行多梯度匹配,并在试验中对直喷蒸汽流量进行现场优化,以保证各批次试验的出口物料温度相对稳定。

图2 单工序评价各检测项目取样点Fig.2 Single-process evaluation of sampling points for each test item
对试验物料的物理质量、感官质量行检测评估,各检测项目取样点见图2,试验参数设置情况见表1。

表1 各功能区试验参数设置情况Tab.1 Parameter setting of each functional area
1.4 检测方法
1.4.1 物理质量检测方法
叶片结构的检测参照YC/T147—2010[9]规定的叶片结构和碎叶片结构的检验方法,对预配贮叶后的叶片结构进行检测;
冷块烟的检测采用人工在松散回潮工序出口皮带处进行整批拣选并称重;
筛分工序处的芝麻片、烟末采用整批接取并称重。
二是做好对接工作。做好研究项目与生产实践、研究人员与基层现场、成果与应用单位等科研活动几大关联界面的有效对接,保证做出高水平、高质量,提交的成果既要有针对性,还要有用能用。
1.4.2 感官质量评价方法
单工序感官质量评价方法:在预配贮叶后对各试验批次进行取样,取样后切丝并置入烘箱,在45℃下使样品达到可评吸水分进行对比评吸。
整线感官质量评价方法:确定柔性松散回潮参数优化方向后,在烘丝工序后对试验批次进行取样,并与正常生产批次烟丝进行对比评吸。
2 试验与应用
2.1 物理质量检测结果

表2 物理质量检测记录表Tab.2 Physical quality inspection records
以上试验结果表明:
(1)在出口物料温度保持相对稳定的前提下,使用松散区、展开区蒸汽,将明显增加总蒸汽喷射量。
(2)松散区、展开区蒸汽均能有效提高松散率,冷块烟重量至少减少38.18%;改善物料叶片结构,大中片率至少提高2.55%;减少造碎,烟末比例至少减少0.23%。
(3)松散区蒸汽对减少造碎帮助更大,与仅使用直喷蒸汽相比,试验2参数条件下的碎片率、烟末比例降幅均为最大,分别降低了4.81%和0.29%;展开区蒸汽对提升松散率、大中片率效果更好,与仅使用直喷蒸汽相比,试验3参数条件下的松散率、大中片率增幅均为最大,分别提升了0.60%和3.81%。
2.2 感官质量评吸

表3 试验样品感官评吸结果Tab.3 Sensory evaluation results of test samples
以上试验结果表明:
(1)松散区、展开区蒸汽都能有效提升香气量、香气丰满度,与仅使用直喷蒸汽相比,香气量得分能够提高0.13~0.64分,香气丰满度得分能够提高0.07~0.2分;
(2)过高的松散区蒸汽会造成焦香过显,但不能解决口腔中的青涩残留;
(3)随着展开区蒸汽的提升,香气质、香气量等多项指标均得以明显改善,感官质量总分能够提高1.29~1.96分,但烤韵也逐步提升。
2.3 应用效果
根据以上试验测试结论,在物理质量方面:松散区、展开区蒸汽对改善出口物料叶片结构、提高松散率、降低造碎均有较明显作用;在感官质量方面:较高的松散区蒸汽将带来焦香;展开区蒸汽施加比例越高,香气质、透发性以及口腔干净程度等提升越明显。
综合以上结论,在产品加工中松散区、展开区蒸汽均应使用,松散区蒸汽应采用较小的施加比例,展开区蒸汽应采用较大的施加比例,同时为避免烤香过于强势,可降低直喷蒸汽施加比例。
经多批次工艺优化,具体参数设置情况见表4。

表4 柔性松散回潮工序参数设置情况表Tab.4 Table of parameter setting for flexible loosening and conditioning process
按照以上工艺参数,各开展十批次生产,重点检测物料重量、烟丝结构以及感官质量等指标,具体检测点见图3。
记录上图所示各检测点流量秤、在线水分仪数据,并计算平均值、标准重量及出丝率。具体试验数据见表5。
参照YC/T 178-2003[11]规定的方法进行取样、检测,并计算平均值。具体检测数据见表6。
对烘后烟丝进行卷制及感官评价,并计算平均分,具体评价结果见表7。

图3 应用效果评价各检测点示意图Fig.3 Schematic diagram of application effect evaluation of each monitoring point

表5 物料消耗情况对比表Tab.5 Material consumption comparison

表6 烟丝结构对比表Tab.6 Contrast table of size proportion of cut tobacco

表7 感官质量对比评价表Tab.7 Contrast evaluation of sensory quality
以上检测结果表明:
(1)多区蒸汽喷射加工方式能有效降低物料过程损耗,出丝率平均提高0.68%;
(2)多区蒸汽喷射加工方式能有效改善烟丝结构,整丝率平均提高1.44%,降低碎丝率;
(3)多区蒸汽喷射加工方式能在降低出口物料温度的同时,提升香气量、烟香丰富性以及口腔干净程度等。
3 结论
(1)在松散回潮工序使用多区蒸汽喷射加工方式能有效减少冷块烟重量,提高松散率,改善物料叶片结构,减少造碎。
(2)使用多区蒸汽喷射加工方式,能有效降低物料过程损耗,提高出丝率,改善烟丝结构。
(3)使用多区蒸汽喷射加工方式生产的产品在香气量、烟香丰富性以及口腔干净程度等方面表现较好。
猜你喜欢
幼儿教育(2022年10期)2022-10-28
机械工业标准化与质量(2022年9期)2022-09-30
机械管理开发(2022年9期)2022-09-23
山东冶金(2022年3期)2022-07-19
昆钢科技(2022年2期)2022-07-08
石油沥青(2021年5期)2021-12-02
幼儿教育·父母孩子版(2021年6期)2021-08-05
文化创新比较研究(2020年7期)2021-01-13
石材(2020年4期)2020-05-25
建材发展导向(2019年10期)2019-08-24
