
数控机床变量参数在工件找正中的应用
2020-05-15 03:40:42山东常林机械集团股份有限公司山东临沂276700杨军华
金属加工(冷加工) 2020年5期
■ 山东常林机械集团股份有限公司 (山东临沂 276700) 杨军华 张 萍
1. 零件结构
在数控卧式加工中心上加工液压阀体,直径20mm的孔是毛坯铸造孔,如图1所示。用成形刀加工一个同圆心的O形圈密封槽,槽的较小直径是20mm,与毛坯孔之间的单边壁厚是1.7mm。此工序以毛坯表面定位,定位精度差,20mm毛坯孔位置铸造公差是2mm,在加工过程中,1.7mm的壁厚无法控制,甚至经常豁口。
2. 问题分析
O形圈密封槽的加工,实质上是以φ20mm的毛坯孔为基准。因为采用毛坯面定位,所以零件安装后,每个零件作为基准孔的φ20mm毛坯孔在机床上的位置不同。同时加工部位壁厚太薄,导致不合格件甚至废品频频出现。
3. 问题解决
工件安装后,每个零件在加工前要建立新的加工原点。
如果机床有探针自动测量功能,可以调用自动定心的测量程序,确定φ20mm孔的位置后,通过程序的变量计算将工件原点偏移到如图2所示的原点位置,并用G10指令写入G54.1P1坐标系。
如果机床没有探针自动测量功能,可以采用寻边器手动找正与变量编程相结合的方法,建立工件坐标系。
4. 手动找正建立工件坐标系
零件坐标原点位置如图2所示,编程如下:
N100
#500= -910.(工作台回转中心到主轴端面的Z轴机械坐标值)
M01
G90G54.1P1G0X42.5Y0. (主轴快速移动至φ20mm孔位置)
G43Z50.H17
M00

图1 毛坯铸造孔
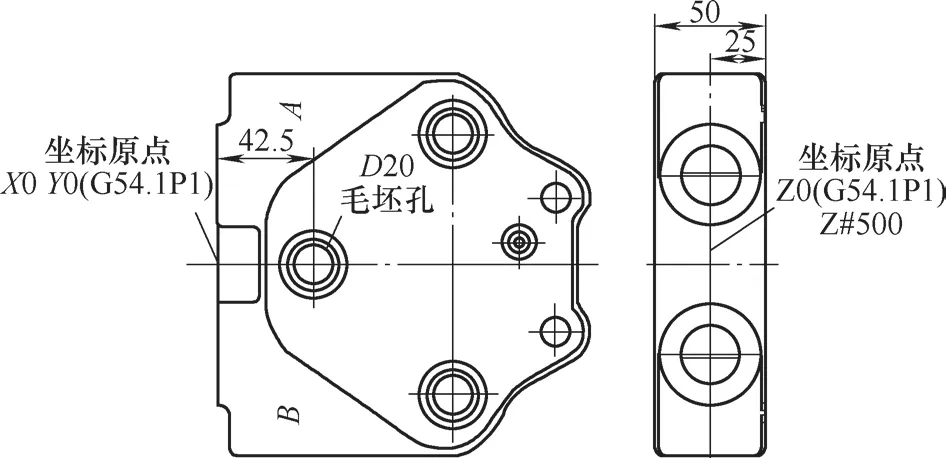
图2 原点位置
主轴安装寻边器,运行以上程序,当前位置大致在φ20mm毛坯孔位置,用寻边器手动找正φ20mm毛坯孔中心,寻边器停留在毛坯孔中心,此时不要移动X、Y轴,接着按下循环启动键执行下列程序,将当前X、Y机械坐标值写入#501和#502:
G0G90Z50.
G31
#501=#5021(当前主轴位置X坐标写入#501)
#502=#5022(当前主轴位置Y坐标写入#502)
#503=[ABS[#501]]+42.5(工件原点X坐标写入#503)
M01
G90G10L20P1 X-#503 Y#502Z[#500+25.](G54.1P1的坐标原点写入工件坐标系)
M01
5. 探针自动找正建立工件坐标系
具备探针自动测量功能的机床找正时与手动找正原理相同,只需把手动找正的操作更改为探针程序的运行。
6. 结语
经过几批零件加工验证,此方法很好地满足了零件加工要求,加工处壁厚基本均匀,没有出现豁口情况。
猜你喜欢
铝加工(2020年3期)2020-12-13 18:38:03
现代苏州(2019年16期)2019-09-27 09:31:02
制造技术与机床(2019年9期)2019-09-10 07:36:20
语言与文化论坛(2019年3期)2019-04-13 02:25:04
制造技术与机床(2018年12期)2018-12-23 02:41:00
制造技术与机床(2017年7期)2018-01-19 02:29:47
小学生导刊(2017年17期)2017-05-17 05:44:16
湖北文理学院学报(2017年2期)2017-04-16 05:09:06
世界汽车(2016年8期)2016-09-28 12:09:43
世界汽车(2016年8期)2016-09-28 12:09:00
