
就地热再生技术在福建省高速公路养护中的应用
2020-05-14 00:49黄世勋
福建交通科技 2020年2期
黄世勋
(福建省高速公路集团有限公司福州管理分公司,福州 350000)
1 就地热再生技术简介
就地热再生技术是指利用专用的就地热再生设备,对沥青路面进行现场加热、 翻松, 掺入一定数量的新集料、新沥青、再生剂等,经混拌、摊铺、碾压等工序,一次性实现对表面一定深度范围内(一般不超过6cm)的旧沥青混凝土路面再生的一种技术。根据施工工艺不同,它可分为复拌再生、加铺再生、整形再生三种。 该技术适用于仅存在浅层轻微病害的高速公路及一、 二级公路沥青路面表面层,就地再生层可用作上面层或者中面层,再生深度一般为20~50mm。 2002 年我省福泉高速公路、福宁高速公路养护工程就引进采用了该技术, 由于当时施工机械的技术限制未能大规模推广;近几年,随着就地热再生施工机组的更新完善, 我省又在泉三高速公路等路段的养护工程上采用了该技术。
2 工程概况
泉三高速就地热再生施工段为泉州至三明段A 道K96+570~K97+000 段,路面处置宽度7.5m,原路面沥青面层的上面层为4cm AC-16 中粒式沥青混凝土。
通过对施工段路面状况进行实际勘测, 发现施工段无明显车辙,其主要病害为横向裂缝与表层集料脱落。具体裂缝类病害表现如图1 所示。
考虑到施工段主要表现为路面功能性病害, 无基层病害出现,结合就地热再生技术本身使用的特性,适宜采用就地热再生技术进行处理。 本次就地热再生施工段设计再生厚度4cm,外掺固定级配的改性沥青混凝土,外加SBS 改性沥青,再生剂采用SZS 型沥青再生剂,同时施工过程中添加LM-S 沥青混合料改性剂改善再生沥青混合料性能。

图1 施工段路面横向裂缝
3 现场施工
3.1 施工工艺
根据工程特点,本次施工采用复拌再生工艺。其施工流程为:路面加热→加热铣刨、添加再生剂、新沥青→添加新沥青混合料→复拌再生→摊铺→碾压→自然降温至50℃以下→检测→开放交通。 对应项目的工艺流程,就地热再生施工机组配置及功能如图2 所示。

图2 就地热再生施工机组配置
3.2 施工控制
施工质量控制主要表现在路面的加热温度、 铣刨深度、施工接缝、平整度、压实度、再生沥青混合料级配与沥青含量等。
(1)加热温度控制
对施工各环节的温度设专人跟踪监测, 各环节温度最终应满足摊铺温度要求。
(2)铣刨深度
配备专人负责测量铣刨深度,随时检查,发现铣刨深度误差过大时及时调整, 铣刨深度误差不超过±4mm,应尽量做到准确。
必须使H型钢对正,不应出现中心偏斜。一般施焊时先焊下部,为了补偿这部分焊接过程中所造成的上缩,应把H型钢的上部间隙放大0.5~2.0mm,作为反变形量。如发现有缺陷,必须铲平重焊。
(3)平整度控制
摊铺机采用非接触式超声波自动找平基准梁控制,确保摊铺的平整度。控制好摊铺机的行进速度,尽量少停机,而且厚度要均匀。 如果摊铺机没有平衡梁,应加强现场监控,采用插入式测量松铺厚度,发现厚度偏差较大时及时查找原因并予以纠正。 逐车道施工时应严格控制松铺系数和纵向接缝的碾压, 不同压实段落间应无明显界限。控制好压路机的碾压工艺,不能急起步、急刹车,行驶要平稳。
(4)接缝处理
起步的横向接缝及施工过程的纵向接缝都需要人工进行处理:对于出现沟槽和缺料现象时,需人工用铁锹补足所缺料,然后再用耙子耙平后推齐、推平接缝,并把大颗粒骨料去除,保证接缝处混合料饱满、质密,接缝线型平直。
(5)桥头伸缩缝处理
为保证桥头纵向链接平顺, 可以在两侧采用铝合金导轨做参考基准, 使路面高度与伸缩缝高度平顺过度以防桥头跳车现象,过度长度以10m 左右为宜。
(6)路面压实度控制
采用大吨位双钢轮振动压路机, 采取跟进式碾压方式,压路机紧跟摊铺机对路面进行碾压,二者之间的距离不宜大于10m。 保证碾压遍数,使压实度符合规范要求。
4 质量控制
4.1 主要检测内容
就地热再生施工段所涉及到的主要试验检测内容有:施工过程中温度监测(包括加热温度、摊铺温度、碾压温度);原路面级配与沥青含量评价;再生后路面级配与沥青含量评价;就地热再生沥青混合料性能评价;就地热再生施工段使用性能评价(渗水、压实度、构造深度、平整度)。
4.2 室内试验与分析
(1)施工过程中温度监测
再生沥青混合料的温度影响压实沥青混合料的路用性能,通过对施工过程中各项温度进行监控,可以评价就地热再生施工过程中温度的变化范围, 预估就地热再生性能。 根据再生机组施工流程,对上行行车道K96+570~K97+000 段进行全过程温度监测。
施工过程中就地热再生加热机组的温度变化如图3所示。从图中可以看出,随着三台加热机组陆续对路面进行加热,路表温度总体呈上升的趋势。

图3 就地热再生加热机组加热温度变化
新、 旧沥青混合料在混合过程中温度变化如图4 所示。 由图可见,新、旧沥青混合料在混合料形成的再生沥青混合料温度在139.6℃~148.5℃之间,满足施工要求。

图4 施工过程中新、旧沥青混合料温度变化
(2)原路面级配与沥青含量评价
分别对行车道K96+570、 超车道K97+000 铣刨前后的原路面进行取样。 铣刨前的路面主要以切割形式取路面板进行试验, 铣刨后的路面直接进行取样试验, 得到行、超车道路面的级配与含油量,见表1 与表2。 比较试验结果可知,路面铣刨后级配为AC-13 型且级配偏细。
(3)再生后路面级配与沥青含量评价
施工结束开放交通一周后对上述位置进行取样,对车道的再生沥青混合料进行检测。试验得到超车道、行车道再生沥青混合料级配与沥青含量检测结果见表3。

表1 铣刨前原路面级配与沥青含量
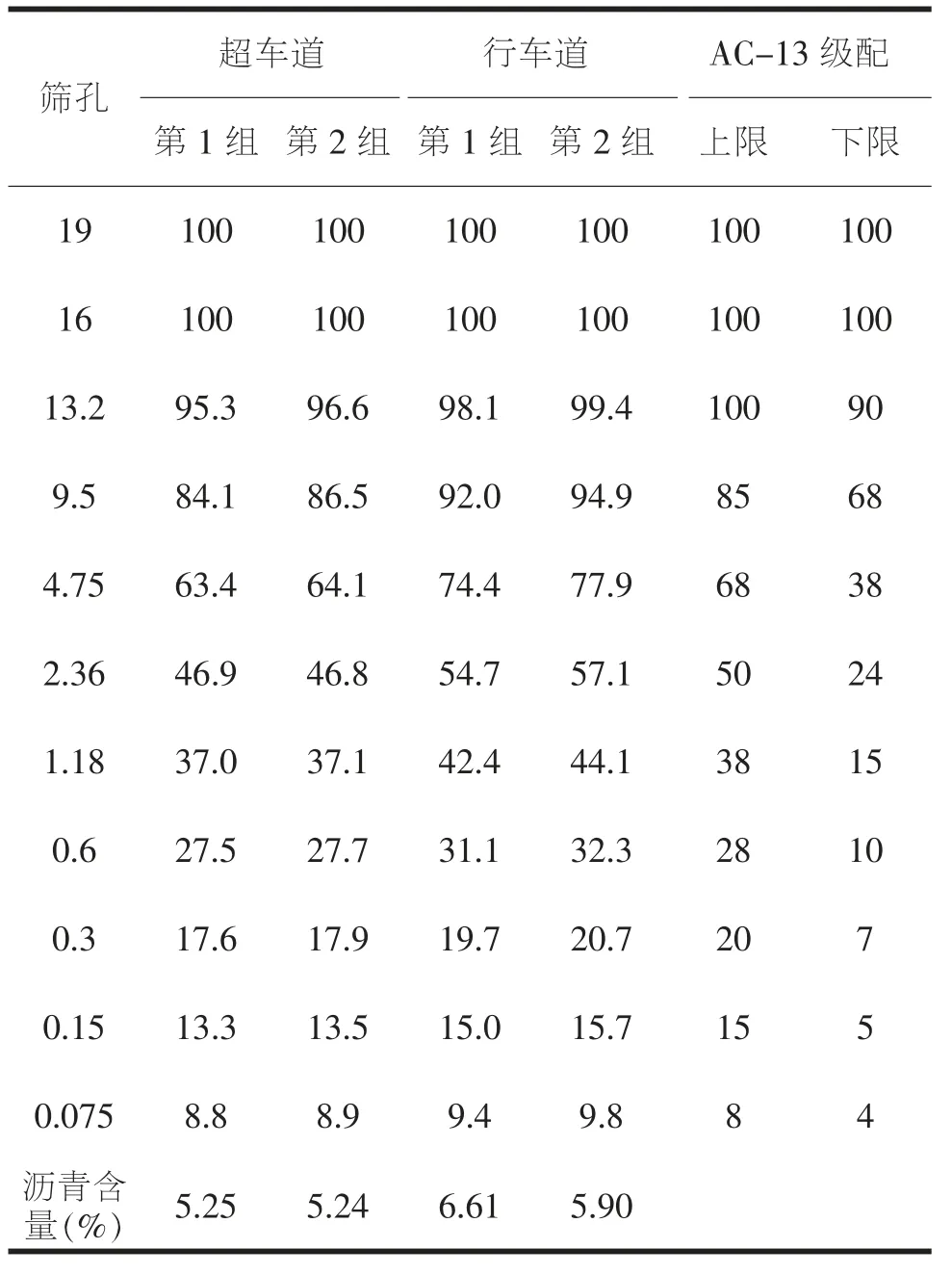
表2 铣刨后原路面级配与沥青含量

表3 再生后超车道级配与沥青含量
由上可知, 超车道的再生沥青混合料沥青含量为4.85%;行车道的再生沥青混合料沥青含量为4.66%。 再生沥青混合料实际施工级配与含油量达到了设计要求。
(4)就地热再生沥青混合料性能评价
考虑到就地热再生施工过程中温度是浮动的, 为研究就地热再生沥青混合料在不同温度下的性能, 选择120℃、130℃、140℃对再生沥青混合料进行马歇尔试验以及冻融劈裂试验,测定再生沥青混合料性能。试验结果见表4。

表4 再生沥青混合料性能结果
由表4 可知, 本次就地热再生混合料的性能能够满足规范要求;同时随着成型温度的降低,再生沥青混合料稳定度与在冻融劈裂强度比逐渐下降, 空隙率也随之偏大。
4.3 路面现场检测
工程结束后为了评估本次就地热再生施工段的使用性能,进行了路面平整度、压实度、渗水性能与构造深度等检测。 结果分别见表5 与表6。
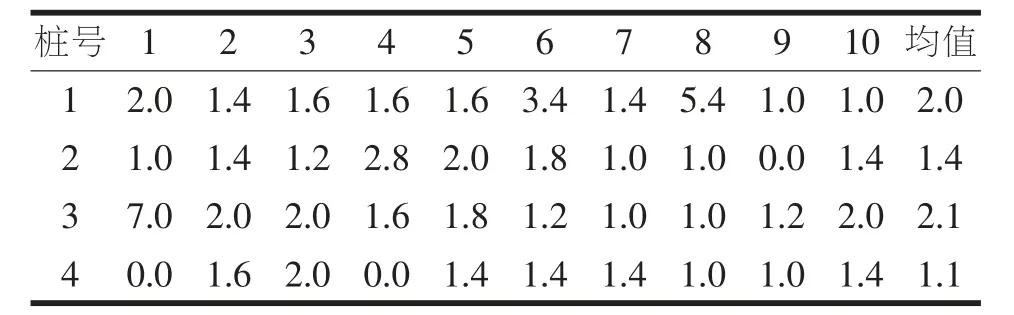
表5 平整度检测结果

表6 构造、渗水、压实度检测结果
根据表中的数据可知, 就地热再生施工后路面的各项检测指标均满足规范要求。
5 结语
福建省高速公路的路面养护随着我省高速公路的快速发展越来越重要, 且任务随着早期通车的高速公路已经全面进入了大修期变得越来越繁重, 研究适合的公路养护技术迫在眉睫。 就地热再生作为一种新型的养护技术,不仅可以充分的利用废旧混合料资源,还可以做到节约资金和环境保护, 是实现沥青路面可持续发展的一个行之有效的方法,在适宜的路面上可以大规模采用。
猜你喜欢
车主之友(2022年4期)2022-08-27
建材发展导向(2022年2期)2022-03-08
当代陕西(2020年15期)2021-01-07
文苑(2020年8期)2020-09-09
建材发展导向(2019年11期)2019-08-24
建材发展导向(2019年10期)2019-08-24
城市道桥与防洪(2019年5期)2019-06-26
人大建设(2019年11期)2019-05-21
西南石油大学学报(自然科学版)(2018年6期)2018-12-26
东坡赤壁诗词(2018年5期)2018-12-17
