
工业物联网智慧平台构建研究
2020-05-12 12:25喻维纲
中国设备工程 2020年9期
喻维纲
(湖南华菱湘潭钢铁有限公司,湖南 湘潭 411101)
企业要提升核心竞争力、要高质量发展,智慧工厂将是现代制造企业信息化发展的新阶段,智慧工厂是在数字化工厂的基础上,利用工业物联网的技术和设备监控技术加强信息管理和服务,清楚掌控产销流程、提高生产过程的可控性、减少生产线上人工的干预、即时正确地采集生产线数据,以及合理的生产计划编排和生产进度。并加上绿色智能的手段和智能系统等新兴技术于一体,构建一个高效节能、绿色环保、环境舒适的人性化工厂。
智慧工厂的建设是一个逐步实施的过程,需要打好基础,为此我们开展了工业物联网智慧平台的构建和开发工作。
1 工业物联网概述
工业物联网是工业领域的物联网技术,是将具有感知、监控能力的各类采集、控制传感器或控制器,以及移动通信、智能分析等技术不断融入到工业生产过程各个环节,从而大幅提高制造效率,改善产品质量,降低产品成本和资源消耗,最终实现将传统工业提升到智能化的新阶段。从应用形式上,工业物联网的应用具有实时性、自动化、嵌入式(软件)、安全性、和信息互通互联性等特点。
与传统物联网不同,工业物联网不仅对实时性有严格的要求,还需与企业现有的数据采集与监视控制系统进行有效的融合,实现生产过程的智能化。
2 平台构建的思路
企业经过多年建设,已通过现场总线和工业以太网的方式构建了一套网络体系,此次建设的几个主要内容:一是利用近几年成熟起来的工业无线通信技术,新增相应的传感器和设备,对前期未进控制网络的信号和信息进行采集;二是对已进控制系统的设备状态等信号通过OPC 等方式进行数据采集;三是开发对设备数据和信息进行处理、分析和管理的软件,为设备管理效率的提升提供支撑;四是建设企业自己的云平台;五是与公司已有的ERP、MES 等系统进行信息和数据的互通,为MES 层提供数据支持。
通过对生产流程的监控和生产设备运行状况的跟踪,利用ERP、MES、EMS 等系统逐步实现资源的最佳配置和生产流程的优化,提高生产效率,降低能源消耗,并为智慧工厂的建设奠定基础。
3 工业物联网智慧平台的构建
3.1 工业物联网智慧平台分为四层
总体结构示意图见图1。
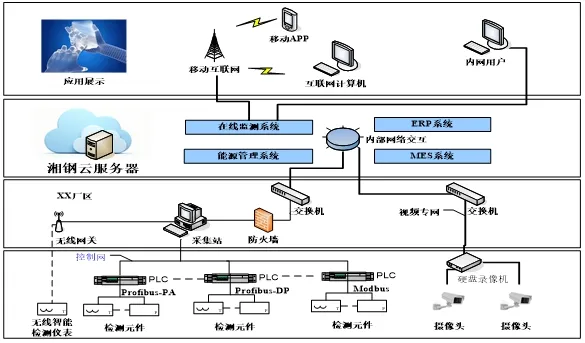
图1 工业物联网智慧平台的结构示意图
(1)数据采集层,即利用基于末端的智能感知/识别技术(如有线传感器、RFID、带Lora 或ZigBee 功能的无线传感器等)和通过自动采集的方式,进行数据的实时采集。
(2)数据传输层(即数据的互联互通),将采集到的数据通过多种通信网络互联互通(工业网关、无线通信和OPC 协议等)进行统一分类和融合,完成数据的检查与保存,并安全、高效地上传至监测系统数据库。数据采集和传输见图2。

图2 物联监控数据采集
(3)数据整合层,即利用云计算、大数据等相关技术,对数据进行建模、分析和优化,实现数据的深度开发应用,从数据仓库中提取隐藏的预测性信息,挖掘出数据间潜在的关系,快速而准确地找出有价值的信息,有效提高系统的决策支持能力。
(4)应用服务层,管理者、调度者、操作者通过使用应用终端,可以及时掌握生产车间的运行情况、设备及物料状态等信息,实现生产过程的实时监测。应用终端的形式多样,包括 web 浏览器、手机 APP、电子看板等。
第(3)和第(4)层分别包含了两个处理平台:
数据处理及业务操作平台:该操作平台用于提供可视化的PC 及移动终端用户操作及查看功能,支撑超高并发数据采集的集中流转,支持数据告警即时推送,支持界面数据的实时刷新。该系统整体系统采用基于springcloud 微服务架构二次开发而成,数据库采用mysql、influxdb、mongodb 相结合,拆分处理静态数据、实时数据、历史数据分析。同时搭配消息队列、缓存、文件系统、反向代理、系统网关等组件保障系统的高可用、稳定和安全性。主体架构图如下图3。

图3 数据处理及业务操作平台主体架构图
数据统计分析处理平台:该处理分析平台用于分类
统计历史数据,并实时预测设备未来一段时间内的状态,对设备的运行情况进行打分,在设备未出现但将要出现异常的临界点前提前预警,将设备故障损失降到最小,我们通过将结构化数据抽取到大数据平台,结合业务分析将相关的基础数据合并进来,形成针对单设备或同类设备的数据集市,最后通过人工智能和机器学习的相关算法进行状态预测,并将统计和分析的结果呈现到电子大屏或同步到相关业务系统。数据统计分析平台整体架构图如下图4。
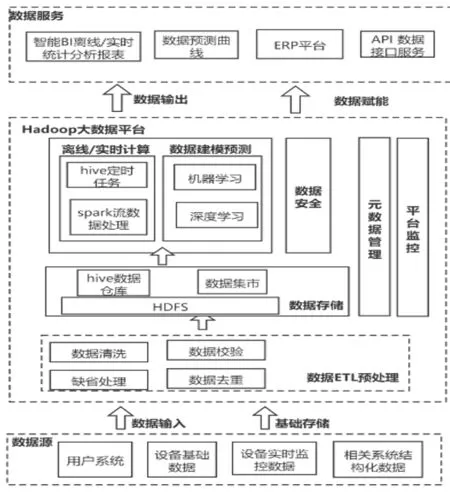
图4 数据统计分析处理平台主体架构图
3.2 平台构建过程中的难点
(1)数据的采集
RFID 系统通用规则难以达到现场要求:作为通用的设备系统,遵循一套国际标准编码规则,但因为湘钢现场金属结构多、温度高、干扰大,如果仅仅依靠电子标签本身的系统存储区的编码,这样识别出来的电子标签数据的可读性、易用性较低,容易造成读码识别率不高。
在使用RFID 技术过程中,我们创新性的制定新的编码规则对电子标签重新编码,解决了因现场环境恶劣导致的电子标签识别率不高的问题,实现了电子标签的“去伪存真”数据的易读性,让系统能正常识别这些经过重新编码的电子标签数据,提高了识别的准确率。
另外在对待某些重要或特别的采集点时,不能单纯以采集的信号进行传送使用,需要分别采取不同的办法,如利用大数据技术进行分析和计算等。
(2)数据的互联互通
跨系统的数据整合、交换难度大:由于生产现场控制系统的品牌不同、协议不同,给数据的采集和数据的互联互通带来了难度。
针对跨系统的数据整合,除了使用工业网关、OPC 协议等技术外,我们自主开发软件有效地解决了信息沟通和传递的问题。
(3)数据的深度应用智慧平台的系统开发
采用B/S 三层架构设计思想,Spring Framework 基础上的Java 开发平台、H5 标准下的手机APP 开发平台,并结合湘钢设备管理的要求和特点进行系统开发。
数据的建模和分析
低速重载设备的早期故障诊断技术是目前机械故障诊断领域的研究难点,传统的振动、温度、压力、流量、电流等计量手段难以及时发现低速重载设备内部的动态变化和异常。
3.3 工业物联网智慧平台的几个应用场景
本平台已应用于湖南华菱湘潭钢铁有限公司总厂及下属八大分厂,平台一期主要采集PLC 现有设备信息数据、重点监护设备的温度、压力、电流值;环境温湿度数据、重要设备的XYZ 三轴振动数据,目前宽厚板、高线厂、棒材厂、五米板数据接入数据量较多。后续我们还有大量的工作要开展,如今年完成各生产现场重要设备及环境数据的采集、今年内要在全公司范围内进行5G 网络的布局、要与ERP 等系统进行数据的互通等工作。下面是几个已经实施完成的应用场景:
(1)智慧点检
智慧点检系统实现让设备“开口说话”,让点检人员、维护人员、管理人员随时看到设备状态信息并进行管理工作,这样可在大量减少点检频次、节约点检时间的情况下,实时了解设备运行状况,实现远程监测、预测故障并实时派发工单,减少设备故障率;同时针对较危险的场所,通过智慧点检的方式可以提高点检人员的安全性。智慧点检系统的投运达到安全、经济、科学、有效进行设备管理目的。
该系统目前已监测设备300 多台,监测点3000+。系统每5 秒对设备信息进行采集,通过系统后台大数据分析处理,对设备状态进行预判,对异常进行报警。

图5 智慧点检界面示意图
(2)智慧天车
为了让员工远离高危环境,消除了作业风险,提升工作效率,我们通过5G 技术实现了废钢天车的远程操控和无人操作。
通过在现场部署5G 精品网,将SA 组网下的5G 无线网络传输技术与L2TP 隧道技术相结合,实现工业控制器(PLC)的互联互通及高清视频回传。由于目前5G 模组尚未商用,我们整体方案采用CPE 终端将5G 信号转换成RJ45 协议进行通信。整体方案示意图见图6,分为远端和控制端两部分。

图6 湘钢5G 技术应用整体方案
远端:通过5G 基站(室内和室外)覆盖湘钢五米板废钢区厂房,通过CPE 连接方式实现三类场景,场景1是厂房内天车远程控制(uRLLC+eMBB 业务),场景2 是厂区内高清摄像头视频监控(eMBB 业务),场景3 是将来的无人港口码头的远程监控及控制、以及周边水站信息采集监控(uRLLC+eMBB +eMTC 业务)。
控制端:在湘钢厂区监控室建设5G 室,并通过CPE连接方式实现集中控制室的三大功能,包括天车远程控制平台功能实现,高清显示器实现集中监控平台功能,以及将来无人港口的监控及控制功能。
本项目是全国钢铁行业首个5G 远程驾驶技术应用于实际生产的案例,极大地提升了厂区作业的生产安全、生产质量和生产效率,为全面实现智慧工厂打下了良好的基础。
(3)智慧诊断
针对低速重载设备(转炉倾动等)的故障诊断,通过部署在现场的传感器采集设备应力波能量、振动、温度、压力、流量、电流等数据实行全面的在线监测、建模和分析,提取出相应的故障特征,并进行故障诊断,实现无需停机就能得知机械的损伤位置和程度,并都能通过手机APP 即时查看,设备状态出现异常或劣化趋势时也会及时推送报警信息。设备健康状态监测诊断流程见图7。
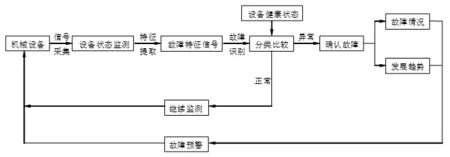
图7 设备健康状态监测诊断流程图
该系统的应用已成功预测出了干熄焦提升机减速机轴承开裂和转炉倾动游动端轴承的内部损伤等故障,实现了应力波技术在国内钢厂低速重载设备故障监测诊断的首次应用,并已将该典型案例向全国钢厂进行大规模推广应用。
图8 为宽厚板厂6 号转炉游动端的应力波能量高于5号转炉,表明6 号转炉游动端存在较大的摩擦、冲击事件,认为轴承内部零部件之间,或者轴与轴承之间存在异常摩擦,相对于5 号转炉,6 号转炉游动端的直方图呈偏态分布,检测出游动端存在润滑油污染问题。

图8 转炉能量分析图谱示意图
4 结语
从长期看工业物联网智慧平台分析服务将带来更多市场价值,大数据和智能制造给传统工业带来了巨大冲击,强大的工业数据分析服务将成为制造企业数字化战略的重要组成部分,工业物联网将显现出更大的战略价值。现阶段工业物联网平台还面临着设备兼容性不足、数据采集技术有待提高、网络安全性令人担忧等问题,需要更多的标准建立,才能真正发挥平台的价值,起到更大的作用。
猜你喜欢
党的生活(黑龙江)(2022年4期)2022-04-25
现代电子技术(2022年8期)2022-04-13
现代电子技术(2022年4期)2022-02-21
电子制作(2019年13期)2020-01-14
Coco薇(2015年10期)2015-10-19
小天使·一年级语数英综合(2014年6期)2014-07-22
智慧与创想(2013年7期)2013-11-18
全国新书目(2009年24期)2009-07-17
网球俱乐部(2009年9期)2009-07-16
数学大王·低年级(2009年5期)2009-05-31
