
承压设备接管锻件圆钢无损检测问题研究
2020-05-12 09:17:30袁承春
化工设备与管道 2020年1期
袁承春
(哈尔滨锅炉厂有限责任公司,哈尔滨 150046 )
众所周知,锅炉、压力容器、压力管道、核电设备等承压设备接管或管接头、管件(简称接管)除采用各种规格和材质的无缝钢管加工外,经常采用锻件或圆钢材料加工。其制造质量对承压设备长期、安全、稳定地使用具有重要意义。由于承压设备设计和制造企业对相关法规、标准、规范、技术条件的学习、理解和掌握程度不同,存在着不同的甚至截然相反的意见和认识,影响着承压设备的制造质量、安全、可靠性。本文通过对某承压设备制造企业(简称某企业)考察和调研,对承压设备接管设计、制造和无损检测过程中存在的疑难问题进行了深入分析、研究和探讨,提出合理、可行的改进建议。
1 设计结构
某企业设计和制造的国内承压设备接管常见结构见图1。
图1 承压设备接管最大外径Do=60 mm、内径Di=20 mm、长度L=100 mm,根据产品、原材料、技术条件要求,设计、制造和检测方法习惯等不同,接管可大致分为A、B、C、D、E 五种类型,见表1;《锻件采购技术条件》是某企业编制的常用技术条件,见表2。
2 制造工艺
2.1 接管 A
锅炉接管锻件规格、质量、材质、形式、种类是多种多样的。接管A 为15CrMo Ⅲ级锻件,按预留二次加工余量的锻件采购时,接管A 主要工艺流程:锻件毛坯复验合格→粗车锻件外圆→UT →车成→待装焊。
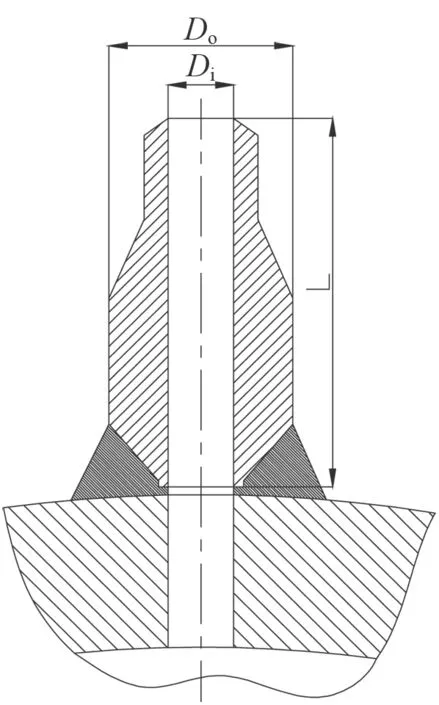
图1 承压设备接管结构Fig.1 Nozzle form in pressure equipments

表1 承压设备接管类型Table 1 Nozzle tapes in pressure equipments
接管A 在二次机加后没有进行表面MT。有意见认为《锻件采购技术条件》以及表2 第4 条“交货状态锻件的外表面及可触及的内表面应逐件MT”是锻件制造厂应遵守的采购规程,与某企业二次加工无关;甚至有意见认为锻件在某企业二次加工后不做表面MT 有利于降低生产成本;也有意见认为在带有二次加工余量的锻件表面做MT 没有意义,应当在锻件最终表面做MT。
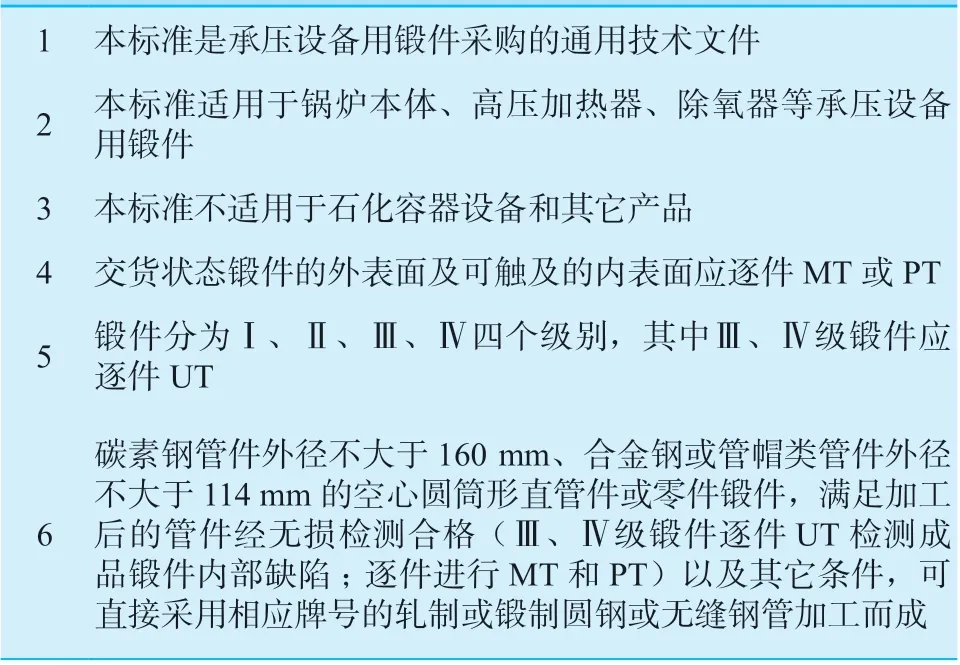
表2 《锻件采购技术条件》摘要整理Table 2 Abstract of Technical purchasing regulation for forging
2.2 接管 B
小规格的接管B 设计15CrMo Ⅲ级锻件,制造采用15CrMo 圆钢制造时,圆钢毛坯取直径70 mm、长度105 mm。接管B 主要工艺流程:圆钢毛坯复验合格→锯切圆钢→车成→MT →待装焊。
接管B 在机加后没有进行UT。有意见认为符合TSG 0001—2016[2-3]管件经无损检测合格要求:只要管件MT 合格就代表管件无损检测合格,无需再UT。
2.3 接管 C
小规格的锅炉接管较少采用圆钢材料设计,接管C 设计采用15CrMo 圆钢时,圆钢毛坯取直径70 mm、长度105 mm,接管C 主要工艺流程:圆钢毛坯复验合格→锯切圆钢→车成→MT →待装焊。
接管C 在机加后也没有进行UT,与接管B 一样。
2.4 接管 D
压力容器接管锻件规格、质量、材质、形式、种类是多种多样的。GB/T 150—2011《压力容器》是压力容器设计、制造和检验的最基本、最低原则要求。除有个别设计图纸要求锻件加工后可触及表面要MT 外,无论压力容器设计是否还要求按照HG/T 20584—2011《钢制化工容器制造技术要求》,大都规定锻件应符合NB/T 47008—2017《承压设备用碳素钢和合金钢锻件》[1](低温压力容器除外)。它规定了承压设备用碳素钢和合金钢锻件的技术要求、试验方法及检验规则等。接管D 设计采用15CrMo Ⅱ锻件,当按预留二次加工余量的锻件采购时,接管D 主要工艺流程:锻件毛坯复验合格→车成→待装焊。
接管D 在二次加工后没有做UT 和MT,有意见认为符合《承压设备用碳素钢和合金钢锻件》Ⅲ级、Ⅳ级锻件应逐件UT。
2.5 接管 E
压力容器接管E 设计采用20 钢圆钢材料,无技术条件要求。圆钢毛坯取直径70 mm、长度105 mm,接管E 主要工艺流程:圆钢复验合格→锯切圆钢→车成→待装焊。接管E 在机加后没有做UT 和MT。
3 主要问题
细节决定成败,本着质疑和精益求精、实事求是的精神,对承压设备接管锻件或圆钢在技术条件、设计、制造、无损检测中存在的各种疑难问题做深入的分析、研究和探讨。
3.1 接管 A
在锻件制造厂已做MT 的接管A 锻件,在某企业二次加工后还应做MT,否则在锻件制造厂要求MT 就没有意义。《锻件采购技术条件》是仅适用于锻件制造厂的锻件采购规程的说法值得商榷。通常锻件交货状态有两种:留二次加工余量且需要后续再加工的、没有二次加工余量且需要直接使用的。二次加工后不做MT 会导致提供给用户的承压设备多个锻件表面MT 不一致的状况。
3.2 接管 B
在一定规格和条件下,采用圆钢加工管件可以解决锻件和无缝钢管制造和采购难题,方便承压设备接管设计制造。在学习和应用《锻件采购技术条件》过程中还发现存在以下问题:
(1)锻件可直接采用圆钢加工制造,不符合材料代用原则。
(2)不符合《锅炉安全技术监察规程》第2.3.9条碳素钢空心圆筒形管件外径不大于160 mm、合金钢空心圆筒形管件或者管帽类管件外径不大于114 mm,加工后的管件满足无损检测合格等条件可以采用轧制或者锻制圆钢加工的规定[2]。
(3)《锻件采购技术条件》适用于锅炉高压加热器、除氧器(高压加热器、除氧器作为电站汽轮机辅机,按GB/T 150—2011《压力容器》设计制造)规定,与部分条款来源于《锅炉安全技术监察规程》的《锻件采购技术条件》相矛盾。
(4)按《锻件采购技术条件》外径不大于114 mm 合金钢管件锻件,满足无损检测等要求,可直接采用圆钢加工。而某企业不具备UT 检验直径<97.5 mm 圆钢或管件的能力,因此《锻件采购技术条件》条款难以落实或符合。
《锅炉安全技术监察规程释义》解释第2.3.9 条:空心圆筒形管件或者管帽类管件一般也应该直接锻制成型,以保证管件的性能,对于小规格的空心圆筒形管件或者管帽类管件,可以在有限制条件的情况下,使用轧制或锻制圆钢加工[3]。
实际制造中可以对圆钢加工后的空心圆筒形管件进行UT,而不仅局限于对实心圆钢进行UT,也同样可以满足加工后的管件无损检测合格要求。
UT 是检验接管内部缺陷,MT 是检验接管表面缺陷,接管只有经过UT 和MT 合格才能表示接管无损检测合格。以一种无损检测合格代表管件无损检测合格,显然是犯了“以偏概全”的错误。
其实,承压设备用无缝钢管有很多国家行业标准。除力学性能和化学成分等严格检验外,无缝钢管均要求逐根进行UT、涡流、漏磁检测、液压试验[4-7]。见表3。采用圆钢加工管件不做UT,其质量和安全可靠性无法保证。
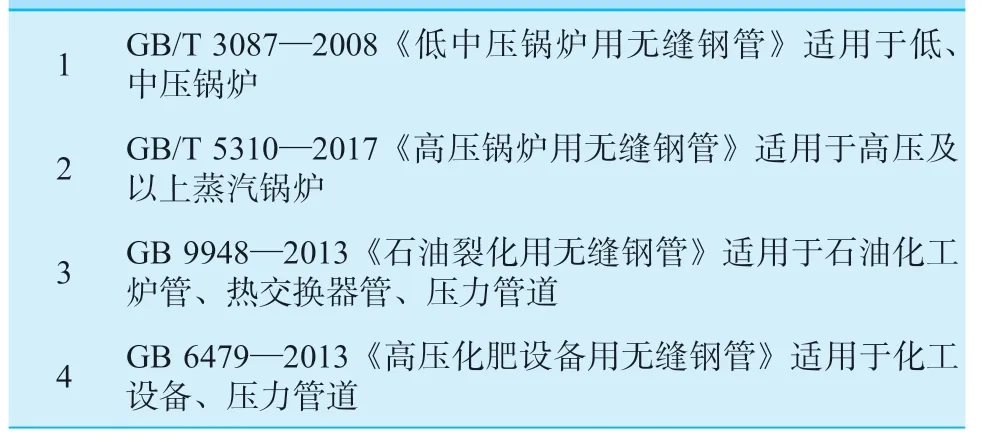
表3 常用无缝钢管国家标准例举Table 3 Standards for seamless steel pipe in common use
3.3 接管 C
接管C 设计采用15CrMo 圆钢材料,虽然避免了“圆钢直接代替锻件加工管件”的错误,然而由于设计和制造人员对《锅炉安全技术监察规程》有关条款没有准确理解和掌握,以至于接管C 设计没有技术条件要求,加工后接管没有UT 或MT。在不知道接管C 材料内部或表面是否存在裂纹等缺陷的情况下应用于锅炉产品,无法保证其质量和安全可靠性。
3.4 接管 D
接管D 不仅要符合《承压设备用碳素钢和合金钢锻件》(低温压力容器除外)第5.7.1 条:锻件经外观检查,应无肉眼可见的裂纹、夹层、折叠、夹渣等有害缺陷[1]。还要参考《钢制化工容器制造技术要求》,见表4[8]。

表4《钢制化工容器制造技术要求》摘要Table 4 Abstract of technical requirements of fabrication for steel chemical vessels
可见,按《压力容器》设计制造的产品,当没有提及《钢制化工容器制造技术要求》时,也应参考《钢制化工容器制造技术要求》制造。
而且《钢制化工容器制造技术要求》对压力容器锻件有更严、更具体、更全面的技术要求。接管D 应按《钢制化工容器制造技术要求》要求在锻件粗加工后进行UT、精加工后MT。其无损检测的方法、比例、技术要求等由设计者在设计文件中予以规定[9];某企业在压力容器制造过程中应当有风险预防和控制意识和措施,合理地确定制造和检验工艺[10]。
3.5 接管 E
《压力容器》对20 钢圆钢制作管件有明确的规定:《压力容器第2 部分:材料》第5.1.8 条允许选用直径不大于50 mm 的10 钢和20 钢钢棒制造接管,接管厚度不大于8 mm,接管无损检测要求在设计文件中规定[11]。除一定规格和材质的不锈钢管件外,《压力容器》不允许任何合金钢圆钢加工管件。
接管E 设计和制造使用的20 钢圆钢直径大于50 mm 且接管厚度大于8 mm,不符合《压力容器第2 部分:材料》要求。
4 结束语
为提高我国承压设备制造质量、安全可靠性,对承压设备接管采用锻件或圆钢材料设计、制造、无损检测过程中存在的常见疑难和关键问题提出合理、可行的改进建议,供国内外同行参考和借鉴。
(1)压力容器锻件接管设计制造应参考《钢制化工容器制造技术要求》要求。
(2)圆钢接管设计制造应满足《锅炉安全技术监察规程》或《压力容器》要求。
(3)某企业应全面修改完善《锻件采购技术条件》,提高对圆钢加工后的空心圆筒形管件UT 能力。
(4)国家有关部门应加强对承压设备制造监管,对相关标准、规范修改和完善和统一。
猜你喜欢
一重技术(2021年5期)2022-01-18 05:42:04
经济技术协作信息(2018年11期)2019-01-14 03:07:20
制造技术与机床(2017年10期)2017-11-28 05:22:57
读写算·高年级(2017年3期)2017-03-21 18:32:28
大型铸锻件(2015年1期)2016-01-12 06:33:37
大型铸锻件(2015年1期)2016-01-12 06:32:49
大型铸锻件(2015年5期)2015-12-16 11:43:22
中国塑料(2015年7期)2015-10-14 01:02:52
产业与科技论坛(2015年14期)2015-03-19 03:32:39
小学生导刊(高年级) (2014年11期)2014-11-20 14:28:05
