TS2130深孔钻镗床专用找正装置设计
2020-05-09 09:58靳峰峰苗鸿杰
农机使用与维修 2020年4期
靳峰峰 苗鸿杰

摘 要:TS2130深孔钻镗床将工件冒口端装夹在主轴卡盘上,锭尾端装夹在中心架上,但是工件找正时间长。为提高找正效率,设计了专用找正装置。将找正装置一端通过螺纹与刀杆连接,另一端上面放置百分表对短节产品进行找正,将找正工序缩减到3个,将找正时间减少30 min。
关键词:深孔加工;专用夹具;短节产品
中图分类号:TP205 文献标识码:A
Abstract: TS2130 deep-hole drilling and boring machine clamps the riser end of the workpiece on the spindle chuck and the end of the ingot on the center frame, but it takes a long time to correct the workpiece. In order to improve the alignment efficiency, a special alignment device is designed. One end of the alignment device is connected to the cutter bar by a thread, and a dial indicator is placed on the other end to perform alignment of the short joint products. The alignment process is reduced to three, and the alignment time is reduced by 30 minutes.
Keywords: deep-hole machining; cartridge; centre frame
0 引言
深孔加工技术是机械加工中的一个重要分支[1]。深孔加工技术最早主要用来加工枪管和炮管的内膛,随着经济的发展和科技进步,该技术应用范围越来越广,几乎涉及到所有的机械制造业[2]。TS2130深孔钻镗床采用新工装,解决了大型专用机床加工短节产品的困难,实现了机床多用化,同时出现了找正工序多,找正时间长,容易出问题等现象,针对找正问题设计了专用夹具。
1 深孔加工机床及运动方式
本次针对深孔加工机床型号TS2130深孔钻镗床设计专用找正装置。
深孔加工常常是采用工件旋转,刀具进给的方式合作成形运动。根据工件形状、材料、工艺等,深孔钻削运动形式也有所不同,常见的运动形式有下列几种:
(1)工件转动,刀具做进给运动;
(2)工件静止,刀具旋转并且做进给运动;
(3)工件旋转,刀具做相反方向旋转并且做进给运动;
(4)工件旋转并做进给运动,刀具不动。
TS2130深孔钻镗床采用的运动方式是工件旋转,刀具相反方向旋转并且进给。
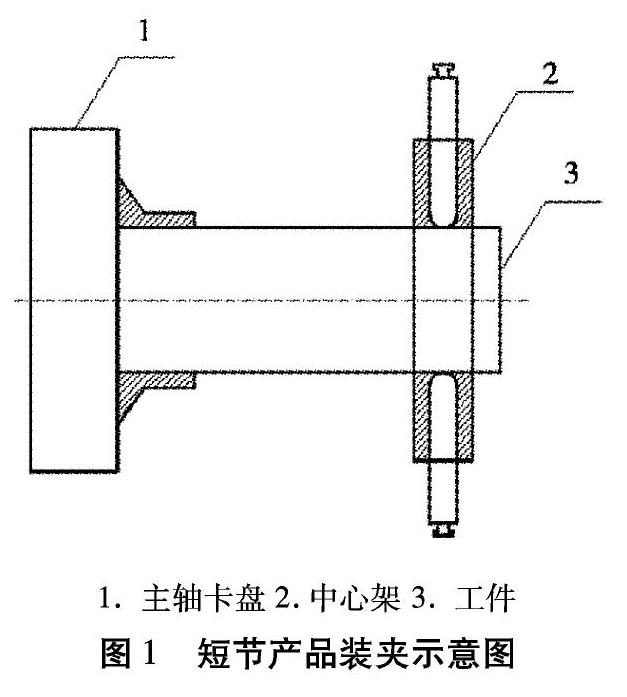
2 短节工件装夹
3 专用找正装置设计与找正
3.1 专用找正装置设计
专用找正装置如图2所示。轴通过螺纹与钻杆相连,实现轴与钻杆同心,从而可以简化找正工序。平台处预留扳手装夹位置,便于找正装置的拆装。利用轴肩和挡板将套筒固定在轴上,并可以绕轴旋转。将百分表吸附在套筒上,从而可以随着轴的转动一起转动。
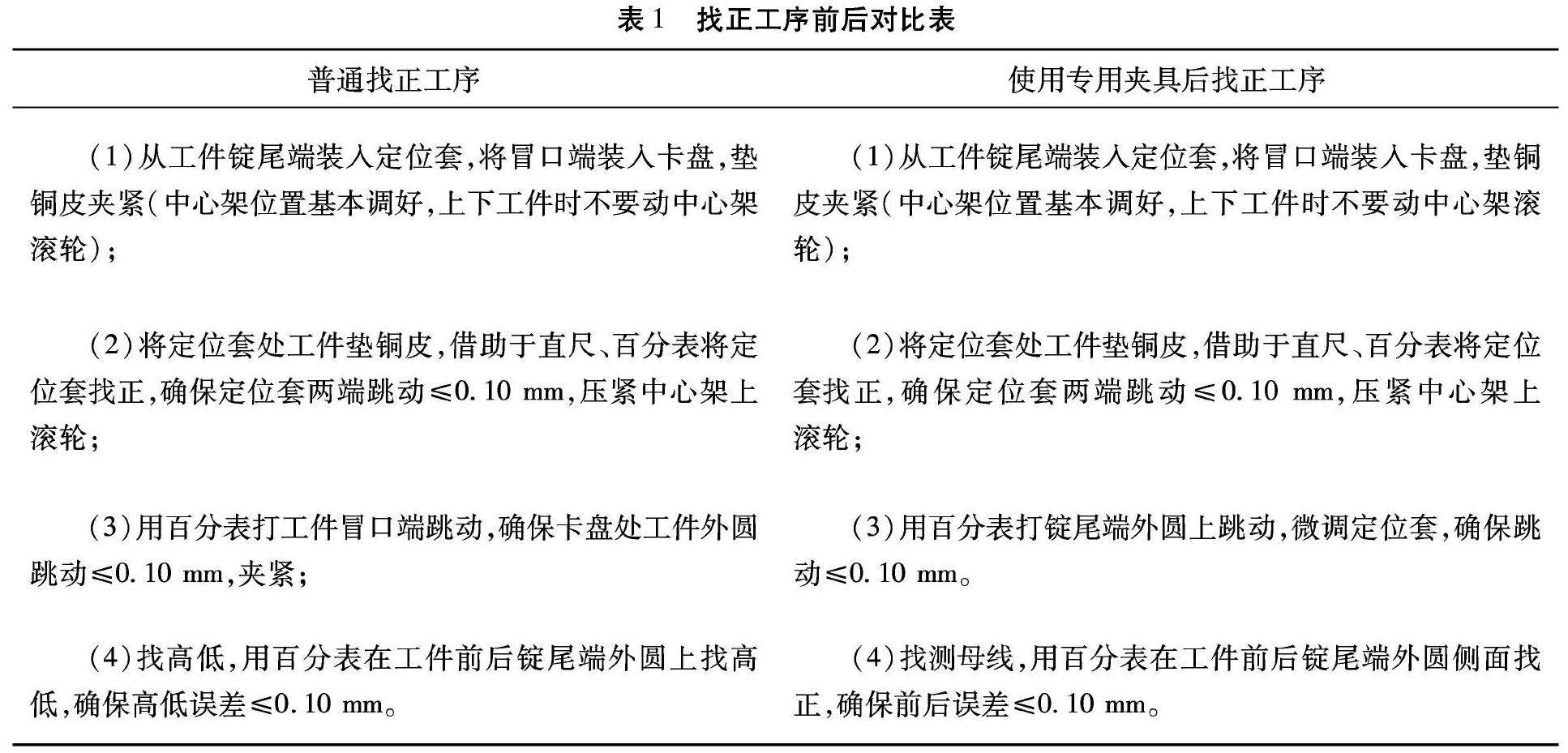
3.2 工件找正
工件找正工序前后对比情况如表1所示。
3.3 加工工藝
找正完成后,以加工直径65 mm,总长度1565 mm轴(如图3所示)为例,按照表2加工工艺进行加工。深孔共加工图3所示轴54支,均能满足壁厚差≤1 mm的要求,并且整个加工时间平均提高了30 min。
4 结论
(1)运用专用找正装置,简化了找正工序,提高了短节产品的加工效率;
(2)为进一步改进装夹和找正工序提供了基础。
参考文献:
[1] 关世玺,范国勇,常兴.深孔加工关键技术研究[J].机械加工工艺技术与装备,2007(8):28-28.
[2] 李娟虹.270连杆深孔钻削加工中心夹具设计[J].机车车辆工艺,2014,12(6):28-29.
[3] 韩旭. 深孔加工低频振动钻削试验研究[D].太原:中北大学,2007.