
大型机组反向单表对中法分析
2020-05-09 03:05:50
天津化工 2020年2期
(天津渤海石化有限公司,天津300457)
1 引言
随着我国经济的不断发展,我国的工业生产能力也在不断地提高,工业生产装置中的大型机组得到了更加广泛的应用。大型机组的对中是机组安装及维护检修工作中一项非常重要的工作。据统计,旋转设备振动的问题中有50%~70%是由于对中不良造成的。
2 机组对中不良产生的影响
机组对中不良一般会产生以下五种最常见的情况:1)密封失效;2)轴承故障;3)能量损失;4)振动增大;5)热量过多[1]。
总之,对中不良会缩短设备的使用寿命,造成设备维修成本的增加,也不能保证设备的长周期稳定运行,对工业生产的连续性造成不利影响,最终会导致企业的生产利润降低。
3 机组对中的方法及特点[2]
在设备对中方面人们有许多方法可以选择,每种方法都有其各自的优点和缺点。概括起来主要有以下三种对中方法。
3.1 双表法(见图1)
3.1.1 优点:1)应用时只需要转动一根轴;2)对中的精度要求是可知的。
3.1.2 缺点:1)轴向距离短影响端面读数;2)表架下垂影响读数;3)联轴器表面损伤影响读数。

图1
3.2 激光法(见图2)
3.2.1 优点:1)精度高;2)速度快;3)轴只需转动180°。
3.2.2 缺点:1)环境空气温度会影响测量精度;2)设备昂贵,成本较高。
3.3 单表法(见图3)
3.3.1 优点:1)测量精度高于双表法;2)简单快捷;3)适用于长联轴器的场合。

图2
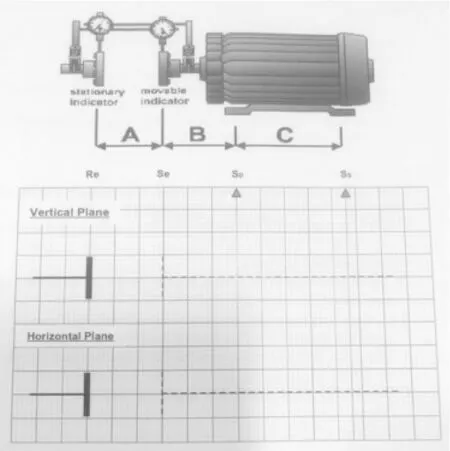
图3
3.3.2 缺点:1)需要安装两次表架;2)表架松动会影响读数;3)表架下垂会影响读数。
4 反向单表法的操作
4.1 对中前的清理及确认
4.1.1 移开电机地脚下面所有的调整垫片(如果有)。
4.1.2 将电机地脚底部及与其接触的设备基础表面清理干净。
4.1.3 将地脚螺栓及螺栓孔清理干净。
4.1.4 清理联轴器连接盘表面。
4.1.5 清理表架连接盘表面。
4.1.6 检查百分表及磁性表座,确认完好。
4.2 相关距离测量(见图3)
4.2.1 测量泵与电机半联轴器之间的距离(A)。
4.2.2 测量电机半联轴器到其前地脚之间的距离(B)。
4.2.3 测量电机前后地脚之间的距离(C)。
4.3 绘制图表(见图3)
4.3.1 标记测量点位置(Re,Se)。
4.3.2 标记地脚位置(Sd,Ss)。
4.3.3 标记“+”“-”号。
4.4 对中调整(此以水平方向调整为例,垂直方向调整同理)
4.4.1 用螺栓将表架与电机半联轴器连接在一起,注意连接应紧固无松动。
4.4.2 将磁性表座吸合在表架上,使百分表的标杆与泵的半联轴器外缘接触。
4.4.3 从泵的末端俯视,0的读数在左边,转动180°后的读数在右边,记录好读数。
4.4.4 为了保持左右的正确性,应确信总是从同一个方向俯视机器。
4.4.5 完成上述操作后,将表架拆下用螺栓与泵半联轴器连接在一起,注意连接应紧固。
4.4.6 将磁性表座吸合在表架上,使百分表的标杆与电机的半联轴器外缘接触。
4.4.7 从泵的末端俯视,0的读数在左边,转动180°后的读数在右边,记录好读数。
4.4.8 举例(见图4)

图4
1)泵上的表读数为:-8;2)电机上的表读数为:+10;3)轴在表读数的 1/2处是共线的;4)在图表纸上标注位置(泵处是-4,电机处是+5);5)连接-4和+5这两点,并作其延长线;6)在图表上可以得到电机前后地脚需要移动的方向及数值;7)由图可知:电机前地脚需要向左移动0.06mm;电机后地脚需要向左移动0.07mm。
5 反向单表法的原理

图5
由图5可知,反向单表对中法的工作原理是相似三角形对应边等比定理。需要调整的偏差值(b3,b4)是可以通过数学公式计算得出的。假设通过测量得到以下数据:
A=600mm,B=600mm,C=920mm,b1=0.04mm,
b2=0.05mm。由相似三角形等比定理可得:
A/(A+B)=(b2-b1)/(b3-b1);可推导出
b3=[(A+B)/A]×(b2-b1)-b1;代入数值后 b3=[(600+600)/600]×(0.05-0.04)+0.04=0.06mm
同理可得:A/(A+B+C)=(b2-b1)/(b4-b1),可推导出 b4=[(A+B+C)/A]×(b2-b1)+b1
代入数值后
b4=[(600+600+920)/600]×(0.05-0.04)+0.04=0.075mm
由此可见公式计算所得的结果与作图测量所得结果是基本一致的。
由于公式计算法不需要绘制专用的图表,且结果的精确度更高,建议采用反向单表法对中时使用公式计算法,操作更为简单快捷。
猜你喜欢
大众标准化(2022年17期)2022-09-27 07:59:54
江苏安全生产(2021年5期)2021-07-16 06:47:22
电子测试(2018年1期)2018-04-18 11:53:30
中国公路(2017年19期)2018-01-23 03:06:36
中国公路(2017年15期)2017-10-16 01:32:04
中国公路(2017年9期)2017-07-25 13:26:38
中国公路(2017年7期)2017-07-24 13:56:40
设备管理与维修(2016年7期)2016-04-23 06:51:41
新疆钢铁(2015年3期)2015-11-08 01:59:45
汽车科技(2015年1期)2015-02-28 12:14:45
