发那科机床SV449 报警的解决
2020-05-08 09:33李海峰
设备管理与维修 2020年7期
李海峰
(1.滨州渤海活塞有限公司,山东滨州 256600;2.山东省发动机活塞摩擦副重点实验室,山东滨州 256600)
0 引言
发那科数控系统由于稳定性和可靠性较强在国内机床市场得到广泛认同,也是世界上使用较多的数控系统之一,包括0i 系列、0i Mate 系列、Power Mate 0 系列等各种规格的数控系统。虽然FANUC 数控系统硬件很可靠,但由于工业生产的环境恶劣程度不同,会产生各种各样的报警,SV449 报警是经常出现的报警类型之一。分析造成此报警的多种原因,给出对应的解决方法。
1 报警内容说明及相关硬件简介
SV449 英文显示:“n AXIS:INV.IPM ALARM。”中文显示:“n 轴:逆变器IPM 报警。”报警内容为:“在伺服放大器上检测到强电回路的IPM 内电压下降、电流异常等问题。”此报警由各轴的伺服放大器检出。当报警SV449 时,i 伺服放大器通常在控制印制电路板的LED 上显示“8.”“9.”“A.”的字符;i 的伺服放大器控制印制电路板上的ALARM 贴片灯会亮起。与SV449 报警相关的硬件为:伺服电机、伺服电机动力电缆、伺服放大器模块等。伺服电机由定子和转子等组成,并且在伺服电机的定子上缠有电机绕组。伺服放大器通常分为:控制印制电路板、功率基板、小接口板和IPM 模块。其中小接口板用于连接控制印制电路板和功率基板,安装不牢时,伺服检测会不正常并产生报警。IPM 模块又称IPM 晶体,属于逆变回路的一部分,IPM 模块将功率开关器件和驱动电路连接在一起,内含快速保护电路,自身不易损坏。SV449 报警就是伺服放大器内IPM 模块检测异常(过流或电压下降等)造成的。
2 SV449 报警的故障节点及故障对策
3 SV449 报警的排除过程
结合沈一机床厂CAK5060di 车床(图1)的一次维修过程阐述报警的排除过程及方法。实例机床故障现象:最初不定时报X 轴逆变器IPM 报警,在对X 轴进行常规诊断后又偶尔出现X 轴和Z 轴同时报警SV449。实例车床X 轴伺服电机动力电缆在Z 轴方向上随Z 轴移动而移动,且现场X 轴电机动力电缆的保护拖链有破损。由于起初仅X 轴报警,使用万用表测量了伺服电机的相间是否平衡,使用500 V 绝缘电阻表测量伺服电机和电机动力电缆相间是否绝缘老化及每相对地是否短路,经测量伺服电机和电机动力电缆无故障。于是将X 轴电机动力电缆从伺服放大器上直接拆除,并更改X 轴相关参数解除掉急停报警。相关参数如1005#7=1 控制轴拆除信号有效;12#7=1 将X 轴设定为拆除。X 轴拆除后在自动状态确保刀具不会碰撞工件的情况下,运行加工程序仍然报警SV449。问题锁定在伺服放大器上,实例车床X 轴与Z 轴同为i 伺服放大器且型号相同,可互相调换试验。在拆X 轴放大器时发现伺服控制印制电路板有松动现象,可能是车床加工时振动引起。对调两轴的伺服放大器并重新固定,再接上电机动力电缆后,车床正常加工百十个工件又出现了X 轴和Z 轴同时报警SV449 的现象。考虑到两轴伺服放大器同时坏掉的可能性不大,从两轴的公共部分着手检测,如进线三相200 V、直流24 V 控制电源等。经过仔细测量各电压良好,机械维修人员又检查了机械传动机构,给两轴导轨加了润滑油并检查了各轴的轴承,但机床运行时故障依旧。
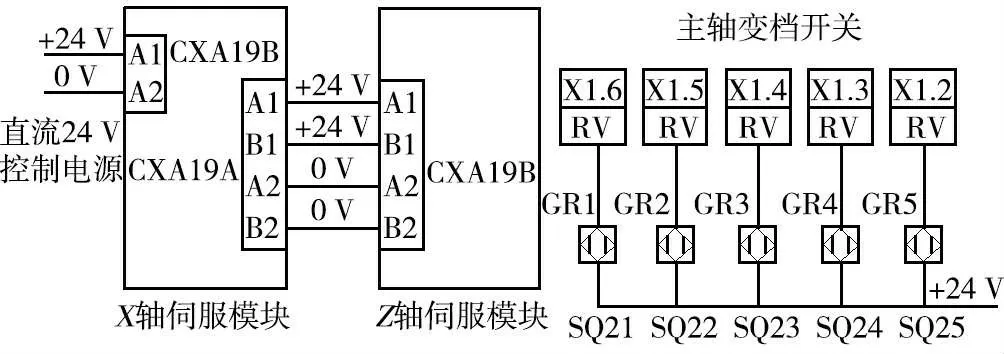
图1 CAK5060di 车床控制模式
检查加工程序,发现报警恰好发生在主轴变速后的一小段时间内。CAK5060di 车床为变频主轴,主轴箱内配有变速离合器和变档开关等。拆开主轴箱,经过检查离合器与变档用接近开关都良好。装回主轴箱盖体时,偶然发现离合器与变档开关的共用多芯电缆在主轴箱外的部分被磨破,并有铜线裸露。分线包扎处理后试车,发现主轴与主轴电机之间传动皮带边缘有小部分断裂成条状物,条状物一头与皮带相连,另一头与皮带断开,长度有20 多厘米。在主轴运转时此条状物随着传动皮带的旋转不断甩动,甩动的同时条状物将多芯电缆向主轴传动轮处拍打,拍打的频率随主轴转速的不同而变化。更换皮带并将多芯线合理固定后车床运行不再出现SV449 报警故障。
4 实例机床报警原因分析
上述车床的故障排除过程,说明实例车床SV449 报警的原因与控制印制电路板、伺服电机和电机动力电缆等无关。此次CAK5060di 车床报警SV449 主要是由于直流24 V 控制电源短时间内被频繁拉低,导致伺服放大器上的控制印制电路板工作不正常,这也是车床X 轴和Z 轴同时报警的原因。至于最初仅X 轴报警,推测为X 轴伺服放大器上的控制印制电路板松动,进而对直流24 V 的频繁拉低反应更为灵敏。
从图1 中可以看出伺服放大器的控制印制电路板CX原A19B 接口上引入的24 V 控制电源与主轴变档开关共用了一个+24 V 直流电源。进入主轴箱的多芯线内除了离合器线还包含变档开关线,磨破的多芯线内部恰好有1 根变档开关线的+24 V 线被磨破。当主轴传动皮带转动且条状物将磨破的多芯线频繁地拍打到主轴传动轮上时,变档开关使用的+24 V线与主轴上金属的传动轮不断地接触并伴有火花。这种频繁的接触相当于频繁接地,从而将+24 V 电压频繁拉低;但这种频繁拉低又不同于+24 V 电压直接接地,因此+24 V 电压所用断路器开关不会跳闸。电压频繁拉低现象在一定速度下表现地更加突出,造成控制印制电路板工作失常,进而引起SV449报警。这与本实例车床SV449 报警总发生在主轴换速后的一小段时间内相吻合。
5 与报警相关伺服系统维护
伺服系统主要包括CNC 控制单元、伺服驱动单元、伺服电机、电机动力电缆和反馈电缆等,对于SV449 报警在系统维护中主要关注伺服放大器模块、伺服电机、电机动力电缆和与控制单元相关的24 V 电源的维护。
5.1 伺服放大器的维护
伺服放大器是精密的电子部件,对工作的环境要求很高,需要进行日常和定期维护。对于伺服放大器的工作环境要确保电气柜干燥,环境温度不超高。伺服放大器所在的柜体要密封,不能有过多的粉尘和油污。对于伺服放大器本身要经常检查各部件是否有松动,冷却风扇是否需要清理污物等。有电池的要按计划更换电池,以免数据丢失。
5.2 伺服电机和电机动力电缆的维护
伺服电机不能长时间满负荷工作,电机及接口不能有冷却液等浸入。电机本体需要检查运转时是否振动,有无噪声,发热状态是否正常,外部是否有损伤等。电机使用场所温度不能变化异常,不能有过多的外来振动,要尽量避免灰尘等。电机动力电缆要尽量避免油水浸泡,电缆外需要加必要的防护装置,如穿尼龙软管和加装拖链等。另外也要经常检查电缆是否有破皮、张力是否太大等现象。
5.3 24 V 控制电源的维护
除了24 V 电源本体要进行防潮除尘维护外,在24 V 控制电源维护时还应多注意与其共用24 V 电源的其它器件的维护,如上文中提到的主轴变档开关及开关线的维护。
6 结语
SV449 报警是发那科系统常见报警之一,维修时一般从伺服放大器、伺服电机、电机动力电缆、各轴共用24 V 控制电源等着手:伺服放大器主要检查控制印制电路板安装是否牢固和放大器本身是否故障;伺服电机主要检查绕组各相之间是否短路或相线接地,如绕组绝缘老化、电机内部有扫膛现象、电机进水等;电机动力电缆主要检查各相间是否短路或相线接地,如绝缘老化、电机线磨破接地等;各轴共用24 V 控制电源主要适用于多轴同时报警,特别是24 V控制电源存在短路或直流电源带载能力降低,达不到规定电压时;机械问题如导轨阻力过大或丝杠轴承坏也有可能引起报警。
维修SV449 报警关键要有故障处理的思路。实际维修时不要过于按部就班,要根据实际情况确定一种或多种维修方向逐一排除。维修时要第一时间认真调查现场,多咨询故障频率及时间点,多观察故障现象及加工过程中的故障多发位置。只要做到有方法可用,善于咨询,勤于观察,SV449 报警还是容易解决的。
猜你喜欢
山东冶金(2022年2期)2022-08-08
内燃机与配件(2022年2期)2022-01-17
微特电机(2020年11期)2020-12-30
装备制造技术(2020年12期)2020-05-22
电子制作(2018年17期)2018-09-28
通信电源技术(2018年3期)2018-06-26
电子制作(2017年20期)2017-04-26
电子制作(2016年1期)2016-11-07
印制电路信息(2015年6期)2015-12-30
印制电路信息(2015年6期)2015-12-30