不同形状打叶框栏组合对烟叶打后叶片结构和经济指标的影响
2020-05-06 09:24杨江平钱旎周玉新周亚军
南方农业·上旬 2020年3期
杨江平 钱旎 周玉新 周亚军

摘 要 基于卷烟工业企业对叶片结构质量指标“降大、提中、控碎”需求及重庆烟叶原料物理特性,开展工艺试验,研究不同形状打叶框栏组合对叶片结构和经济指标的影响。结果表明:烟叶复烤企业在一级和二级打叶器上用六边形框栏替换菱形框栏后,可使大片率显著降低,中片率显著升高,大中片率适度降低。建议复烤企业根据自身打叶设备设施条件,结合不同客户不同加工要求,在打叶线合理选配不同形状框栏组合,既满足卷烟工业对片型结构质量要求,又兼顾企业经济指标。
关键词 烟叶;打叶复烤;片烟;叶片结构;框栏组合;经济指标
中图分类号:TS44+3 文献标志码:A DOI:10.19415/j.cnki.1673-890x.2020.7.008
随着卷烟工艺技术水平的不断升级和“中端细爆”等新式卷烟产品的快速发展,卷烟工业企业对打叶复烤环节的产品质量提出以均质化加工为核心的新要求[1-2]。叶片结构指标作为衡量均质化加工水平的重要指标之一,直接影响卷烟烟丝填充能力及卷制效果,是稳定制丝品质的基础。近年来国内外研究表明,叶片尺寸的最佳范围应为10~35 mm,原因是叶片尺寸<10 mm时,烟丝填充能力急剧下降,而叶片尺寸>35 mm时,填充能力增加不明显,且还会影响卷烟机的效率。因此,卷烟工业企业对打叶后叶片结构指标的要求从提高“大中片率”向“降大片、提中片”方面转变[3-5]。当前打叶复烤企业还存在生产过程中控制中片率手段参差不齐,造成片型结构不合理,大中片率损失较大,经济指标受影响较大等问题,通过分析,在全线生产正常、流量稳定、热风润叶效果较好的情况下,烟叶复烤廠打叶机组可以通过采取在一级和二级打叶器调整不同尺寸、不同形状框栏组合,改变打叶强度,直接影响打后叶片结构各项指标[6-9]。笔者通过在一级打叶器和二级打叶器使用不同打叶框栏组合,试验研究不同框栏组合对叶片结构各项指标和出片率指标的影响,以期更为有效地满足卷烟工业对片型结构及质量的需求。
1 材料与方法
1.1 材料、设备及仪器
材料:重庆中烟C3F配方模块600 t(产自重庆武隆、南川、石柱)。
设备:重庆烟叶复烤有限公司彭水复烤厂麦克他维奇(Mactavish)卧式打叶机组(昆明船舶有限公司);3.5英寸(注:1英寸=2.54 cm)菱形框栏、3英寸菱形框栏、3.5英寸六边形框栏、3英寸六边形框栏。
仪器:CA35型叶片结构检测筛分机(北京长征高科技有限公司);CA46型叶含梗检测机(北京长征高科技有限公司);电子天平(精度1 g,瑞士梅特勒-托利多仪器有限公司)。
1.2 方法
1.2.1 试验依据
YC/T 146—2010《烟叶 打叶复烤 工艺规范》和YC/T 147—2010《烟叶 打叶复烤 质量检验》。
1.2.2 试验方法
本试验打叶工艺包括一级打叶、二级打叶,按表1设计的4个组合处理(A-1、A-2、A-3、A-4)实施。
1)试验于2018年10月至2019年10月,在重庆烟叶复烤有限公司彭水复烤厂进行。
2)将重庆C3F批次等级按150吨/批分为4批,每批次试验一种框栏组合。
3)加工期间,打叶设备工艺参数基本保持不变,试验A-1批次叶含梗率按≤1.5%控制,其余试验批次按≤1.2%控制。
4)待生产正常且打后叶片质量指标达到要求后,记录大片率、中片率、大中片率、叶含梗率等指标,取样频率为1次/h。
5)为确保每个试验批次投入原料与产出物的重量计量准确,每个试验批次结束后,生产线做换级保养后加工下一批次,计算出片率、出碎片率、出梗率、产品得率等指标。
2 结果与分析
2.1 不同框栏组合对烟叶主要叶片结构指标的影响
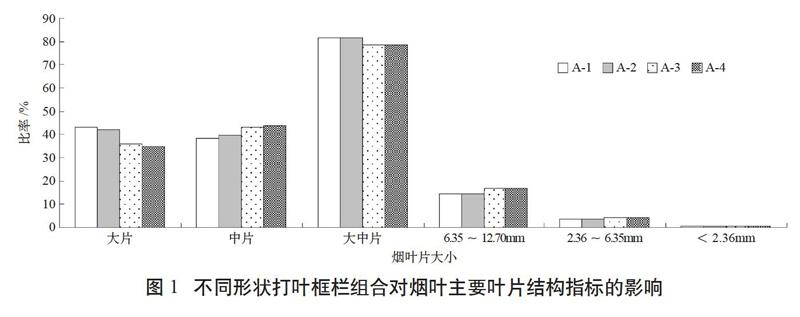
通过4组测试,更换不同的打叶器框栏组合,不断改变打叶强度,随着在一打和二打使用六边形框栏的增多,大片率呈下降趋势,中片率呈上升趋势,大中片率呈下降趋势(见图1)。说明打叶强度增加对主要片型结构影响明显。
随着在一打和二打使用六边形框栏的增多,6.35~12.70 mm率呈上升趋势,2.36~6.32 mm率呈上升趋势,<2.36 mm率呈上升趋势。说明增加打叶强度会带来一定程度的造碎,部分中片变为小片,小片变为碎片,但<2.36 mm率均小于0.5%,属于卷烟工业企业可接受的范围。
2.2 不同框栏组合对烟叶主要经济指标的影响
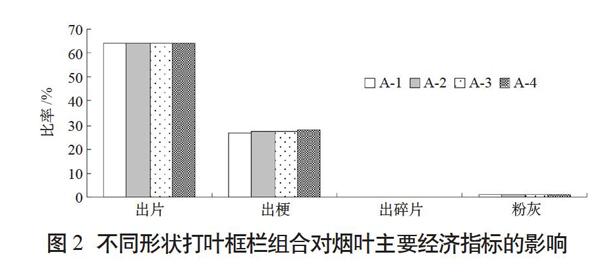
由图2可见,随着在一打和二打使用六边形框栏的增多,出片率变化不明显,出梗率、出碎片率、粉灰率均略有上升;在一级打叶和二级打叶各使用2组六边形框栏,出片率最高。
2.3 一级打叶器使用六边形框栏对烟叶叶片结构的影响
由表2可见,在一级打叶器从使用2组六边形框栏调整为使用4组的情况下,大片率显著下降,中片率显著提升,大中片率显著下降,6.35~12.70 mm率显著上升,2.36~6.35 mm率显著上升,<2.36 mm率显著上升。从现场观察情况来看,一打采用4组六边形框栏后,打叶汇总线无明显异形大片,整体片型相对较小。
2.4 二级打叶器使用六边形框栏对烟叶叶片结构的影响
由表2可见,在二级打叶器从使用2组菱形框栏调整为使用2组六边形框栏的情况下,大片率有所下降,中片率有所提升,大中片率、6.35~12.70 mm率、2.36~6.35 mm率、<2.36 mm率等指标则差异不大,叶含梗率可以有效控制。从现场观察情况来看,二打全部更换为六边形框栏后,9~11分筛出叶片明显减少。
1)基于彭水复烤厂现有打叶设备,一级打叶器使用不同数量的六边形框栏对大片率、中片率、大中片率、<2.36 mm率等主要叶片结构指标的影响很明显,可以有效完成“降大片、提中片”的工艺任务,且可以有效减少在线异形大片率。应注意根据卷烟工业客户需求及来料情况合理控制大中片率及<2.36 mm率。
2)二级打叶器使用六边形框栏对大片率的影响很明显,对中片率的影响明显,可进一步保证“降大片、提中片”工艺效果,同时二级打叶效率提高导致6~8分风分效率提高,避免叶片进入后级打叶造碎,控制在线碎片率,可适度提高出片率。
根据试验结果及不同卷烟产品叶片结构需求,制订一、二级打叶器框栏配组指南(见表3)。
3 结论
本工艺试验结果表明,烟叶复烤企业在一级和二级打叶器上用六边形框栏替换菱形框栏后,可使大片率显著降低,中片率显著升高,大中片率適度降低。建议复烤企业根据自身打叶设备设施条件,结合不同客户不同加工要求,在打叶线合理选配不同形状框栏组合,既满足卷烟工业对片型结构质量要求,又兼顾企业经济指标。
参考文献:
[1] 张大波,孔臻,吴硕,等.国内细支卷烟加工工艺现状[J].烟草科技,2018,51(1):79-84.
[2] 罗登山,姚光明,刘朝贤.中式卷烟加工工艺技术探讨[J].烟草科技,2005(5):4-8.
[3] 过伟民,程森,张骏,等.烤烟表面微观结构特征与外观品质的关系[J].烟草科技,2015,48(8):1-6.
[4] 齐海涛,陈树平,侯幼平.片烟结构在线检测装置的设计与应用[J].烟草科技,2013(4):16-18,25.
[5] 唐军,邱昌桂,周冰,等.不同尺寸片烟及不同长度成品烟丝化学成分的变化[J].烟草科技,2016,49(11):42-55.
[6] 吕耀印,王涛,杜阅光,等.一级打叶单元出叶量及其分布对叶片质量的影响[J].烟草科技,2013(2):12-15.
[7] 高伟,王晶,米锋,等.打叶器结构对打后片烟片形的影响[J].烟草科技,2018,51(1):93-97,102.
[8] 何结望,魏嵬,谢豪,等.原烟配方分组打叶对片烟质量的影响[J].烟草科技,2007(9):10-12.
[9] 付嘉,高津,闵卫民.Mactavish型耳座式打叶器的结构改进[J].烟草科技,2007(9):27-28.
(责任编辑:丁志祥)
收稿日期:2019-11-27
基金项目:重庆中烟工业有限责任公司科技项目“重庆烟叶打叶复烤均质化加工技术研究”。
作者简介:杨江平(1986—),男,甘肃临洮人,硕士,助理工程师,主要从事烟叶打叶复烤工艺研究。E-mail: 646365778@qq.com。
※为通信作者,E-mail: 739988610@qq.com。
猜你喜欢
农民致富之友(2020年16期)2020-06-19
消费电子(2020年12期)2020-01-19
环球时报(2017-12-20)2017-12-20
科学种养(2017年3期)2017-03-23
证券市场周刊(2016年34期)2016-09-19
证券市场周刊(2016年30期)2016-08-25
读者(2015年7期)2015-04-01
数据(2009年12期)2009-12-31
数据(2009年10期)2009-11-27
数据(2009年9期)2009-10-20