
夹抱机夹紧提升触发装置的改进
2020-05-06 03:32文/姜华
物流技术与应用 2020年4期
文/姜 华

对原料高架库中的夹抱机夹紧提升触发装置进行创新性改进后,解决了原料烟包碰撞、碰坏夹抱机夹紧提升触发装置和夹紧提升触发装置中行程开关频繁使用后产生触点老化和行程移位等问题
一、问题分析
原有夹抱机上的夹紧提升触发装置主要由挡板、铰链、行程开关等组成,挡板通过铰链固定于夹抱机的夹具上,并向内凸出于夹具的平面,当原料烟包运行到夹抱机下方后,夹抱机夹具开始夹紧动作,原料烟包夹紧过程中挡板受到原料烟包推力后挡板通过铰链向夹具外侧移动,带动行程开关的上转臂位移,使行程开关触发动作,行程开关的输出信号由常开变为常闭,该输出信号输送到原料高架库系统的PLC控制器的I/O输入端,PLC输出控制信号,夹抱机停止加紧动作,开始提升动作。
由于夹抱机夹紧提升触发装置中行程开关和挡板的初始位置凸出于夹具的平面,当原料烟包位置倾斜或偏移时,原料容易碰撞加紧提升触发装置中的行程开关和挡板,并使其变形、损坏,导致提升触发装置不能正常工作;同时行程开关频繁使用后容易产生触点老化和上转臂行程移位的问题,导致提升触发装置不能正常工作,降低了夹抱机运行效率。以上两项问题将导致原料高架库系统运行效率大幅度下降,维修人员工作强度和维修维护费用逐渐增加。
二、改进方法
1.夹紧提升触发控制系统的改进
夹抱机夹紧提升触发控制系统改进,包括压力传感器单元和控制单元的改进。压力传感器单元与控制单元电连接,控制单元与原料高架库系统的PLC控制器电连接,压力传感器单元对夹具夹紧原料烟包的压力进行监测并将压力信息输送至控制单元,控制单元对压力传感器单元传输的压力信息处理后将控制信号输送至原料高架库系统的PLC控制器,原料高架库系统PLC控制器根据控制单元输送的控制信号控制夹抱机工作,如图1。
2. 夹紧提升触发装置的压力传感器单元
根据现场实际测量和理论计算结果,选择薄膜压力传感器,将薄膜压力传感器固定在1mm厚的不锈钢安装板上,安装板通过螺钉固定于夹抱机夹具的夹持表面上,如图2。
3. 夹紧提升触发装置的控制单元
控制单元包括LM393双电压比较器、电阻R4、三极管T1、固体继电器、可调电位器R3和电容等。薄膜压力传感器通过电阻R1与LM393双电压比较器连接,LM393双电压比较器通过电阻R4与三极管T1连接,三极管T1与固体继电器连接,固体继电器与高架库系统PLC控制器连接,固体继电器与LM393双电压比较器之间连接,有可调电位器R3,可调电位器R3通过调节阻值变化,调节LM393比较器门限电压大小,可调节夹抱机夹具的最大夹力值。当夹紧提升原料烟包过程中发生原料烟包滑脱问题或原料烟包夹紧变形问题,调节可调电位器R3的阻值,就能调节夹抱机夹具的夹力,以解决以上问题。控制单元电路图,如图3。

图1 夹紧提升触发控制系统改进示意图

图2 压力传感器单元的安装结构示意图
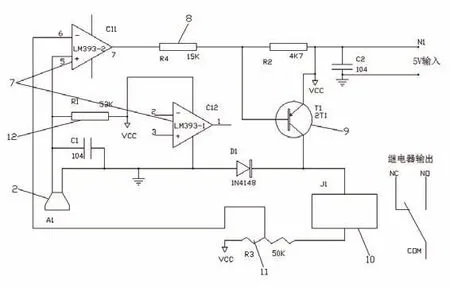
图3 控制单元电路图
三、改进效果
延安卷烟厂对原料高架库中的夹抱机夹紧提升触发装置进行创新性改进后,解决了原料烟包碰撞、碰坏夹抱机夹紧提升触发装置和夹紧提升触发装置中行程开关频繁使用后产生触点老化和行程移位等问题,2019年1月至12月原料高架库的夹抱机故障时间由32min/月下降到6min/月,夹抱机运行效率提升32%,设备维修费用减少12万元,提升了夹抱机和原料高架库系统整体运行效率,减少维修人员工作强度和维修维护费用,保证了原料高架库系统正常运行,进一步提高了物流设备的智能化水平。
猜你喜欢
建材发展导向(2022年1期)2022-03-08
物流技术与应用(2020年1期)2020-03-16
新商务周刊(2019年24期)2019-12-22
科技视界(2019年3期)2019-04-20
中国新技术新产品(2019年2期)2019-04-12
科技与创新(2018年16期)2018-08-21
数码世界(2018年6期)2018-07-12
中国科技纵横(2015年3期)2015-12-03
科技传播(2013年7期)2013-08-20
