一种精密卷绕的新型横动导纱装置及控制分析
2020-05-04 09:18金春奎仲岑然陈惊云
现代纺织技术 2020年6期
关键词:控制策略
金春奎 仲岑然 陈惊云

摘 要:介绍了一种精密卷绕的新型横动导纱装置,该装置由两个连续旋转运动的普通步进电机互相协同,带动钢丝绳的往复运动,完成精密卷绕的横动导纱。从理论上分析了两个电机互相协同运动并保证定速导纱的控制原理,从硬件设计和软件策略两个方面,提出了该装置定速横动控制的实施方案,并在BS-10S松式络筒机上进行了实际测试,对测试中出现的问题给出了调整与改进的方法,取得了与理论分析相符的实际控制效果。
关键词:精密卷绕;导纱装置;定速横动;原理分析;控制策略
Abstract:A new traverse yarn device for precision winding is introduced in this paper. This device runs together with two common stepping motors with continuous rotation, which drives the reciprocating motion of wire rope to finish traverse yarn guidance for precision winding. This article theoretically analyzes the control principle of synergic movement of the two steeping motors to ensure the constant-speed yarn guidance. An implementation plan of constant-speed traverse control is proposed from two aspects (hardware design and software strategy). Practical test is done with BS-105 spooling machine and the adjustment and improvement method is proposed for the problems in the test. The actual control results are consistent with the theoretical analysis.
Key words:precision winding; yarn device; constant-speed traverse motion; principle analysis; control analysis
自動络筒机是纺织企业提高生产效率,降低劳动强度,提升产品档次的必备装备,经过多年的发展,自动络筒机的技术与工艺水平有了新的提高,其中精密卷绕是自动络筒机未来发展的趋势,其原理是以横动的往复导纱装置取代现有络筒机上的槽筒,卷绕头通过直接积极式传动来实现,采用电脑控制卷绕与横动比来避免纱线的重叠问题[1-3]。
国内外各种横动导纱方式具体结构不尽相同,但主要的工作原理相似,各具特点[4]。如赐莱福横动导纱装置,采用两组做正、反两个方向转动的拨叉(图1),在往复动程末端实现拨叉对长丝控制的轮换,引导纱线往复运动。由于纱线高速运动,拨叉必须具有耐磨性,同时导纱板与拨叉动作配合机构较为复杂[5-7]。
SSM公司和SAVIO公司的横动导纱技术结构基本类似,主要采用伺服电机正反转带动皮带轮或钢丝绳实现纱线的横向往复运动[4,7-8](图2)。该结构相对简单,但伺服电机正反转驱动的往复运动,要求电机的运动方向在极短的时间内快速往返,运动状态变化剧烈。适应这种运动状况的伺服电机转子惯量小,力矩大,加速快。这些专用伺服电机特殊的性能增加了这种往复结构的成本。同时急速往复齿带磨损较严重,使用维护成本高[4]。
文献[9]将伺服控制与机械凸轮相结合,使用凸轮连杆带动滑块在导轨上滑动,但滑块的急速往返磨损问题仍然存在,同时,横向导纱速度小,实际应用价值不高。
1 定速横动导纱装置的基本结构
新型横动导纱装置结构简单,对电机性能的要求不高,实施难度相对较低,易于普及和推广。设计基本思路是以两个连续运转的普通步进电机驱动轻质圆盘,带动钢丝绳的往复运动,电机没有频繁的换向运动,可避免电机及结构惯量对动态响应的影响,运动更稳定,控制更方便。如图3,钢绳由圆盘O1的边缘P1点经Q1、Q2导轮与圆盘O2的边缘P2点相连,两个步进电机控制的轻质圆盘同向协调运动,控制钢绳往复运动,固定在钢绳的导纱钩跟随钢绳完成往复导纱运动。
2 定速横动导纱运动原理分析
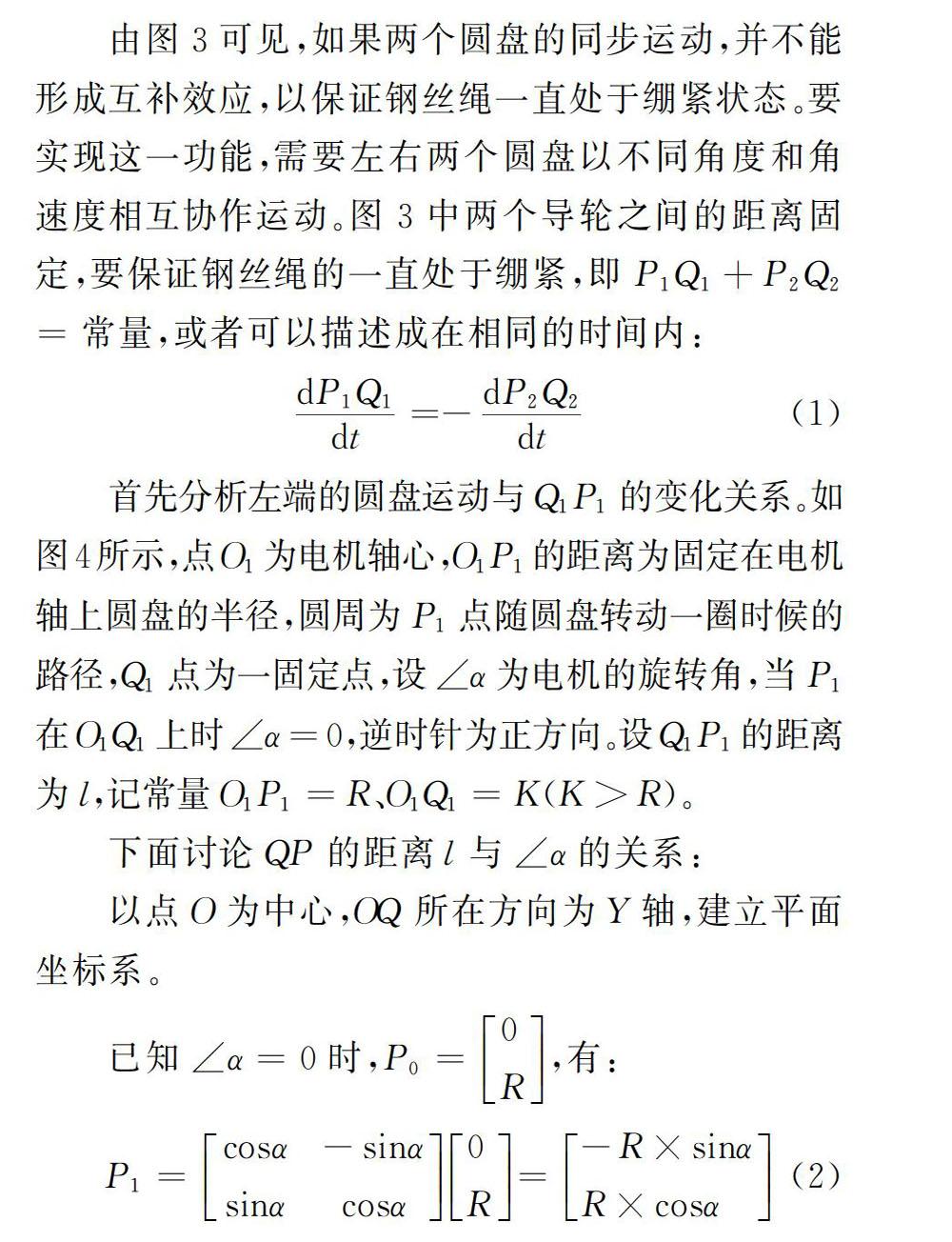
由图3可见,如果两个圆盘的同步运动,并不能形成互补效应,以保证钢丝绳一直处于绷紧状态。要实现这一功能,需要左右两个圆盘以不同角度和角速度相互协作运动。图3中两个导轮之间的距离固定,要保证钢丝绳的一直处于绷紧,即P1Q1+P2Q2=常量,或者可以描述成在相同的时间内:
这里得到保持l以特定速度变化时,圆盘角速度ω与角度α的关系。显然保持l以特定速度变化时每一角度的角速度ω不同。
在相同的卷绕速度下,卷绕角越大,要求导纱横动速度越大,一般情况下,卷绕角在10°~25°范围内变化[10]。以BD-10S络筒机正常卷绕速度v0=900 m/min,卷绕角25°,横动速度:
ω数值为负,实际上是横动换向v<0所致,考虑到这个原因,所有的负值取绝对值,为实际角速度的值。从表1还可以看出,角速度ω随α变化有如下特征。
a)要保证定速横动,不同的角度对应的电机角速度不同。当α趋向于0或π、2π时,ω趋向于±∞,超出一般电机的速度极值。
由于钢绳负载很小,考虑到步进电机的运动控制稳定性,旋转以小于1 800 r/min即可。以电机运动速度为1 800 r/min,角速度:
实践中,边端换向动程与卷绕速度有关,每端在2~5 mm,与定速导纱距离合并,达到标准筒子导纱距离的要求。
这是较大卷绕角情况下得到的结果,当卷绕角减小的情况下,导纱速度会有较大的降低。当卷绕角到达15°时,角速度最大值为114 rad/s,电机的转速在1 200 r/min即可。
当α趋向于0(2π)或π时,考虑到定速导纱在该角度附近位置横动换向,处于定速导纱动程之外,可使用有限的匀角速度通过。在[-24°,14°]端(0或2π端)可使用14°对应的角速度;在[156°,204°]端(π端)可使用156°对应的角速度,以固定角速度通过。
b)角速度值在0~180°和180°~360°范围内速度的变化规律关于180°位置对称。图5是定速导纱角速度随角度变化趋势图。
结合式(7)与表1的计算,设计左右两组电机分别在0与180°的位置以与角度相对应的角速度运行,在P1Q1与P2Q2以相同的速度变化同时,变化量符号相反,相互抵消,满足式(1)的要求。保证钢丝绳一直处于绷紧,横动运动匀速控制得以实现。
3 横动定速导纱的圆盘转动控制策略
上文从理论上分析了装置的原理上控制的可行性,下面介绍实现控制系统的硬件及软设计。
3.1 硬件设计
硬件框图如图6所示,主要由控制板、驱动器、电机组成。
步进电机带有编码器,参数为1 000线增量式带z相(半圈型)输出。步进闭环驱动器的参数配置为3 200个脉冲一圈。
控制板输出脉冲、方向、使能信号至步进闭环驱动器,并检测来自闭环驱动器的报警输入。步进闭环驱动器根据控制板输入的控制信号与电机编码器的信号来驱动电机。
电机编码器信号不仅输出至步进闭环驱动器,还需要输至控制板。以便在控制应用上获取当前位置,完成启动角度自复位等功能。
3.2 软件控制流程
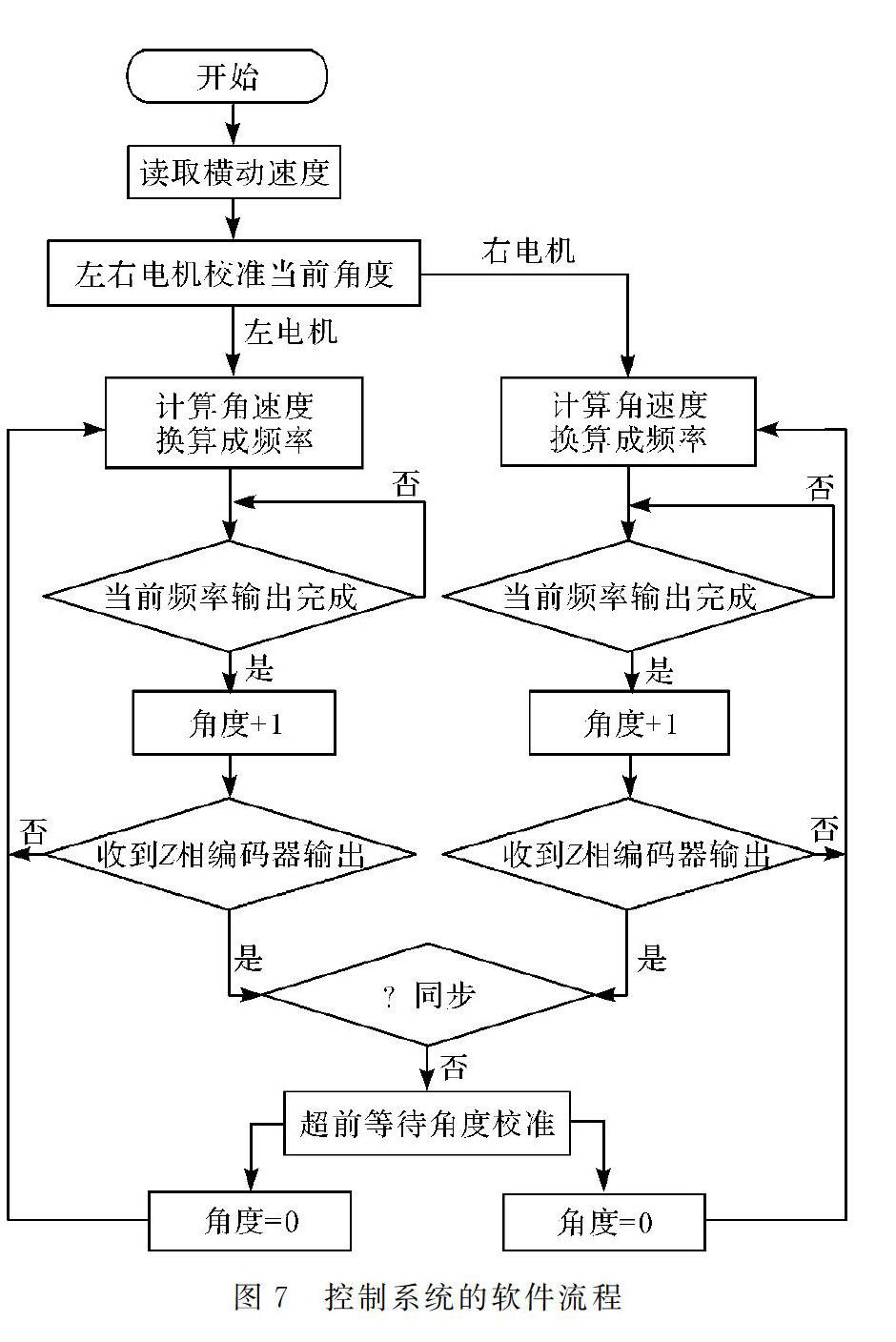
主控板芯片内部有一个循环计数器,计录当前电机运动步数(角度)。为角度校准方便,两步进电机安装位置相差180°。这样,初始时当第一、第二步进电机均以0角度开始,校准Z相编码器,同时输出信号。根据导纱横动设定的速度,结合运动步数计算出的角度,在给定的区间内根据数学模型计算出当前角速度,根据角速度计算步进脉冲频率,在规定的间隔输出脉冲,控制信号发送至步进闭环驱动器,完成一次控制。实际应用中,为了减少运算工作量,一圈3 200个脉冲可以分为400组,每8个脉冲更换一次脉冲频率,这样可以在资源有限的情况下,达到预先计算,预先决策,减少运算量,提高控制准确性。当其中的一个电机编码器的Z相输出信号(每圈一次),比较另一电机编码器的Z相输出,是否同步。如果不同步,较快的等待同步校准。然后步数自动清零,再次开始新的一圈运行。控制流程如图7所示。
4 定速导纱系统的测试与调整
该装置在BD-S10松式络筒机上试验运行,导纱钩固定在钢绳上,配合卷绕速度的调节,卷绕角在10°~25°可调,运行稳定。达到了一般络筒导纱卷绕的要求。与传统的伺服电机换向的往复式方式相比,电机没有反向运动,运行更稳定。钢绳的张弛是由两个电机协同控制,张弛稳定,没有电机换向方式时的一端拉紧,一端松弛产生的钢绳弯折。
a)由于电机速度的限制,在高速络筒时(超过1 000 m/min)通过横动的速度调节实现防重叠功能时调节范围还不够,容易形成硬边[11]。此时可以通过两换向位置速度交叉变化得以改善。
b)要尽可能的减小导纱钩和卷绕纱面的距离,实践当导纱钩和卷绕纱面的距离20 mm时,筒纱成形良好,距离太大,筒纱横向尺寸稳定性受影响。
c)筒纱横向尺寸稳定性还与卷绕速度相关,速度大,尺寸稍长,在工艺调节时要加以考虑。
5 结 语
总体上相比传统的伺服电机换向实现横动的方式,本方案采用通用电机配件,相比专用的电机成本大大降低,同时在横动控制速度上也较传统方案更方便,电机没有反向运动,运行更稳定;装置运动部件更为简单轻便,运动惯量小,反应更迅速;采用非线性角速度变速控制,在有限的电机转速条件下,最大限度地保证定速导纱的动程,保证了筒纱卷绕工艺的控制,实际调试中达到常规络纱生产的要求。
参考文献:
[1] 刘广喜,刘松.高速卷绕头的精密卷绕控制[J].纺织机械,2013(3):11-14.
[2] 刘敦平.松式络筒机的发展及GA036精密络筒机的应用[J].纺织导报,2009(7):74-76.
[3] 范伟鹏,胡旭东.精密络筒机新型卷绕技术的研究[J].现代纺织技术,2013(4):19-22.
[4] 高健.一种新型横动导纱方式[J].纺织机械,2013(4):26-27,15.
[5] 李晨晨.自动络筒机拨叉导纱机构设计以及可行性分析[J].机械工程师,2009(5):97-98
[6] 陈亚建.性能卓越的PPW-A拨片式精密卷绕机.纺织导报,2010(5):80-82.
[7] 杨小凤.络筒机的导纱机构与卷绕形式分析[J].科技視界,2014(27):76-77.
[8] 张嘉胜,曹继鹏.伺服系统在纺织机械中的应用[J].辽东学院学报(自然科学版),2015(3):190-194.
[9] 王恒刚,胡克勤,郭吉丰.基于伺服控制和曲柄连杆滑块机构的导纱系统[J].纺织学报,2012(9):130-134.
[10] 张冶.纺纱工艺设计与实施[M].上海:东华大学出版社,2011:172-177.
[11] 陆文华,魏建,匡江红,等.卷装成型技术的探讨与分析[J].合成纤维,2006(4):21-25.
猜你喜欢
交通科技与管理(2022年9期)2022-05-24
中国典型病例大全(2022年7期)2022-04-22
内燃机与配件(2022年2期)2022-01-17
电子乐园·上旬刊(2021年7期)2021-07-19
电机与控制学报(2018年9期)2018-05-14
电子技术与软件工程(2016年24期)2017-02-23
电子技术与软件工程(2016年22期)2016-12-26
商场现代化(2016年29期)2016-12-23
中国经贸(2016年20期)2016-12-20