
增材制造技术在汽车维修工具收纳领域的应用
2020-05-03 13:54吕翱柯晔伟
汽车实用技术 2020年7期
吕翱 柯晔伟


摘 要:增材制造技术的快速发展已在汽车领域得到了广泛应用。文章在对增材制造技术原理、特点的分析基础上,阐述了增材制造技术的常用成型工艺及其技术特点,重点对SLA增材制造技术应用于汽车维修收纳工具的制造进行了探讨,为汽车维修企业的发展提供了新思路。
关键词:增材制造技术;汽车行业;维修
Abstract: The rapid development of additive manufacturing technology has been widely used in automobiles. Based on the analysis of the principle and characteristics of additive manufacturing technology, this paper expounds the common forming process and technical characteristics of this technology, and focuses on the application of SLA additive manufacturing technology in the manufacturing of automobile maintenance storage tools, which provides a new idea for the development of Automobile maintenance enterprises.
前言
近年来,增材制造技术以其独特的生产方式及制造工艺颠覆了传统制造,应用范围正不断向多个行业扩展。汽车维修企业也开始考虑如何进一步充分发挥其优势特点,实现快速高效的售后服务质量,提高市场综合竞争能力。
1 增材制造技术概述
1.1 增材制造技术原理
增材制造(Additive Manufacturing,AM)是一种基于离散堆积原理成型实体物品的新型制造方式。纵观人类制造史,制造方式经历了等材制造、减材制造和增材制造三个发展阶段的变迁。其中,等材制造是指通过铸、锻、塑等方式生产制造物品,利用模具控形,材料重量基本不变;减材制造是通过使用车、铣、刨、磨等方式利用刀具对材料进行切削加工的批量化制造方式,去除毛坯中不需要的材料;增材制造利用液体、粉末、丝等离散材料,通过三维设计数据在设备上快速而精确地“自下而上”的材料累加制造出任意复杂形状的零部件。
增材制造技术突破了传统的制造工艺,将传统的“减材”制造变为“增材”制造。在原理上,增材制造实现了任意复杂形状新产品物理原型的快速精确制造,即“设计-材料-制造”集成化发展;在技术上,把复杂的三维制造转化为一系列二维轮廓的逐层叠加,无需借助任何刀具、模具及加工工艺流程,完全真实的复制出三维造型,降低了制造难度,解决了传统制造领域复杂结构零件的成形问题,这不仅有利于零部件的制造及创新,还利于实现个性化的私人定制,具有生产方式简单、生产效率高、集成化程度高、研制加工周期短、废弃副产品少、自动化程度高、产品丰富多样、实体复制精确等特点[1]。
1.2 增材制造技术分类
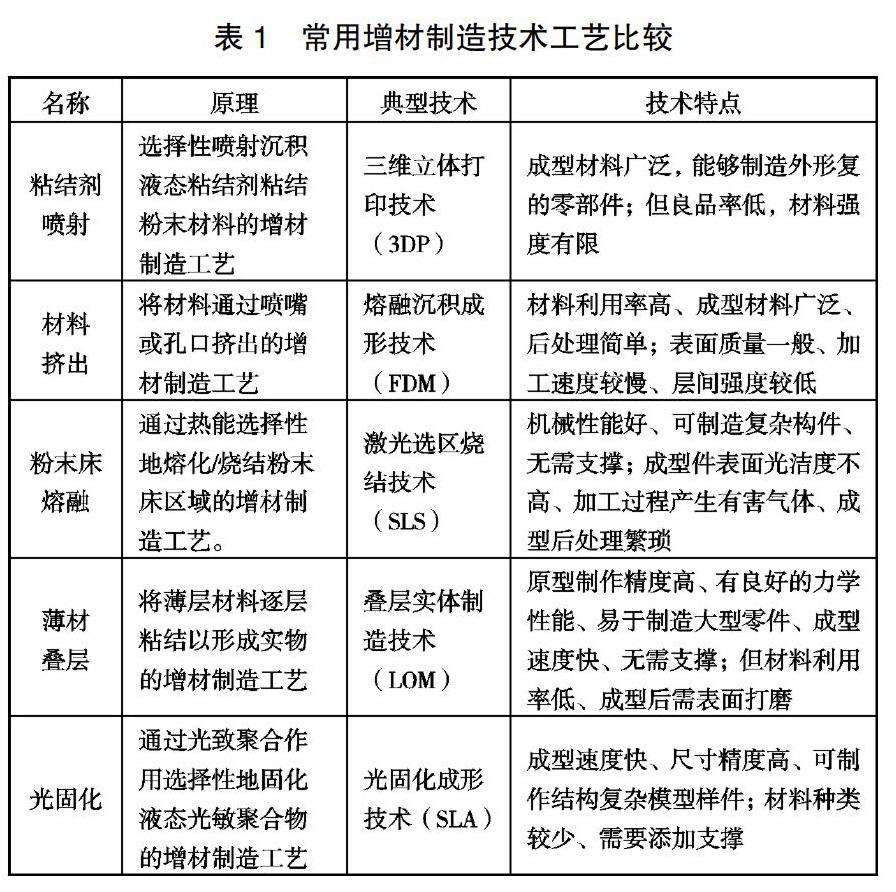
增材制造成型常用工艺主要分为三维立体打印(Three Dimension Printing,3DP)、熔融沉积成形(Fused Deposition Modeling,FDM)、激光选区烧结(Selective Laser Sintering,SLS)、叠层实体制造技术(Laminated Object Manufacturing,LOM)、光固化成形(Stereo Lithography Apparatus,SLA)等成形工艺,增材制造技术工艺比较如表1所示[2]。
表1 常用增材制造技术工艺比较
2 基于SLA的汽车维修收纳工具制造
机修过程中,各类维修工具的有序摆放与整理是作业人员高效率、高质量完成维修作业的必要前提。如何完成种类繁多、形状各异的维修工具收纳,提高维修效率与质量,是一名合格机修人员必须思考的问题。本研究以基于SLA的活动扳手收纳架制造为例,探讨增材制造技术在汽车维修工具收纳领域的应用。
SLA光固化成型技术是基于液态光敏树脂的光聚合原理工作的,这种液体材料在一定波长和强度紫外光的照射下能迅速由液态转变为固态。SLA光固化成型设备中液槽盛满树脂材料,激光束在偏转镜作用下扫描液态树脂,液体按照扫描路径被固化。作业初始,工作平台在液面下某一深度,紫外光按照计算机指令逐点扫描液体表面;当一层扫描结束后,升降平台下降某一高度,刮板在已成型的层面上又均匀涂满一层液态树脂并刮平,再进行下一层的扫描,新固化的一层将牢固粘在前一层上,直至完成整个三维实体模型的制造[3]。
SLA增材制造技术从数字模型到成形实体一般需要前处理、实体成型和后处理三个过程,具体工艺流程如图1所示。
第一阶段:前处理,包括三维模型构建、近似处理和切片处理三个部分。利用计算机辅助设计软件绘制出产品三维模型,并导出为STL格式文件,如图2所示。按照模型特征选择合适加工方向,在成型高度方向上用一系列固定间隔的平面切割模型,提取截面的轮廓信息。
第二阶段:实体成型,包括截面信息处理、加工粘结和堆积成型三个部分。SLA成型设备激光系统根据截面轮廓信息执行扫描运动,在工作台上依次逐层扫描固化各层材料,并通过粘结固化,得到成型件。
第三阶段:后处理,包括去除支撑、表面清理和二次固化三个部分。取下成型零件,用酒精洗涤模型表面残余树脂、软化支撑结构,剥离支撑后再次清洗并置于紫外烘箱中二次固化,处理后的模型如图3所示。
模型制造完成后,装入各型号活动扳手,可满足实际使用要求,如图4所示。
3 结束语
本文以活动扳手收纳架制造为例,阐述了增材制造技术原理及其分类,探讨了基于SLA增材制造技术的成型步骤。结果表明,SLA增材制造技术成型的汽车维修收纳工具可满足实际使用需求,这势必将有效简化供应链、节约存储空间、降低维修成本、提高企业工作效率、创新工作方式,以此促进维修企业长远稳定发展。
参考文献
[1] 董洁,龙玲,殷国富.增材制造技术在汽车行业的应用研究[J].机械,2019,46(02):41-45.
[2] Jiang R,Kleer R,Piller F T. Predicting the future of additive manu -facturing: A Delphi study on economic and societal implications of 3D printing for 2030[J].Technological Forecasting&Social Change, 2017,117:84-97.
[3] 潘海文,韓亚东.光固化成形工艺的发展及应用[J].苏州市职业大学学报,2018,29(01):32-34.
猜你喜欢
中国市场(2016年41期)2016-11-28
商(2016年33期)2016-11-24
商(2016年34期)2016-11-24
农机使用与维修(2016年10期)2016-11-10
科学与财富(2016年28期)2016-10-14
科学与财富(2016年28期)2016-10-14
科学与财富(2016年28期)2016-10-14
汽车之友(2016年5期)2016-03-02
科技视界(2015年25期)2015-09-01
