
电气设备SF6气体检漏故障模拟装置
2020-04-27 08:27沈梦甜李哲文朱娟余后霞
湖南电力 2020年2期
沈梦甜,李哲文,朱娟,余后霞
(国网湖南省电力有限公司检修公司,湖南长沙410004)
随着电力工业的大力发展,SF6气体因为其良好的电气性能被广泛的用于高压电气设备,变电站内设备中纯SF6气体电气设备的数量占有相当比例。同时鉴于SF6气体在强电场作用下容易产生有毒有害气体,将会污染大气和危及人身安全,此外SF6还是一种强温室效应气体,目前国内外在广泛研究SF6/N2混合气体替代纯SF6气体,且已在部分地区的电气设备中实际应用。由于设备在制造工艺和安装方面的原因,使用纯SF6气体和SF6/N2混合气体的电气设备泄漏问题非常普遍,一旦发生SF6气体泄漏,影响电气设备绝缘性能,将对环境和人员造成危害,因而及时发现SF6气体泄漏对于电力系统的正常稳定运行具有极重要的意义[1]。
SF6气体电气设备带电成像检漏技术与传统的停电检漏相比,具有无需停电、非接触式、测试灵活、方便、检测范围大等优点,检测时可根据要求进行,能够及时发现设备的泄漏点[2]。目前验证SF6气体红外成像检漏仪器和开展生产作业检漏技术培训,主要使用SF6气体钢瓶作为试验装置,通过开、关钢瓶模拟电气设备漏气,存在问题有:①无法准确模拟GIS电气设备常规漏气部位;②无法准确模拟常规GIS设备漏气速率 (漏气速率较慢);③SF6气体密度大于空气,容易在低洼处聚集,造成环境污染,人员安全受到威胁。
本文设计研发一套用于电气设备SF6气体检漏的故障模拟装置,集教学培训、仪器性能比对及实验研究为目的,通过模拟现场运行状态下的SF6气体泄漏,为高压电气设备带电检漏提供教学模型,为气体泄漏预控研究提供试验平台和基础数据,同时实现全面考核气体检漏仪器优劣性能。
1 装置的硬件设计
1.1 装置结构及原理
故障模拟装置主要由装置底座、GIS罐体、混合气体罐、电气控制系统、气体泄漏单元组成,如图1所示。
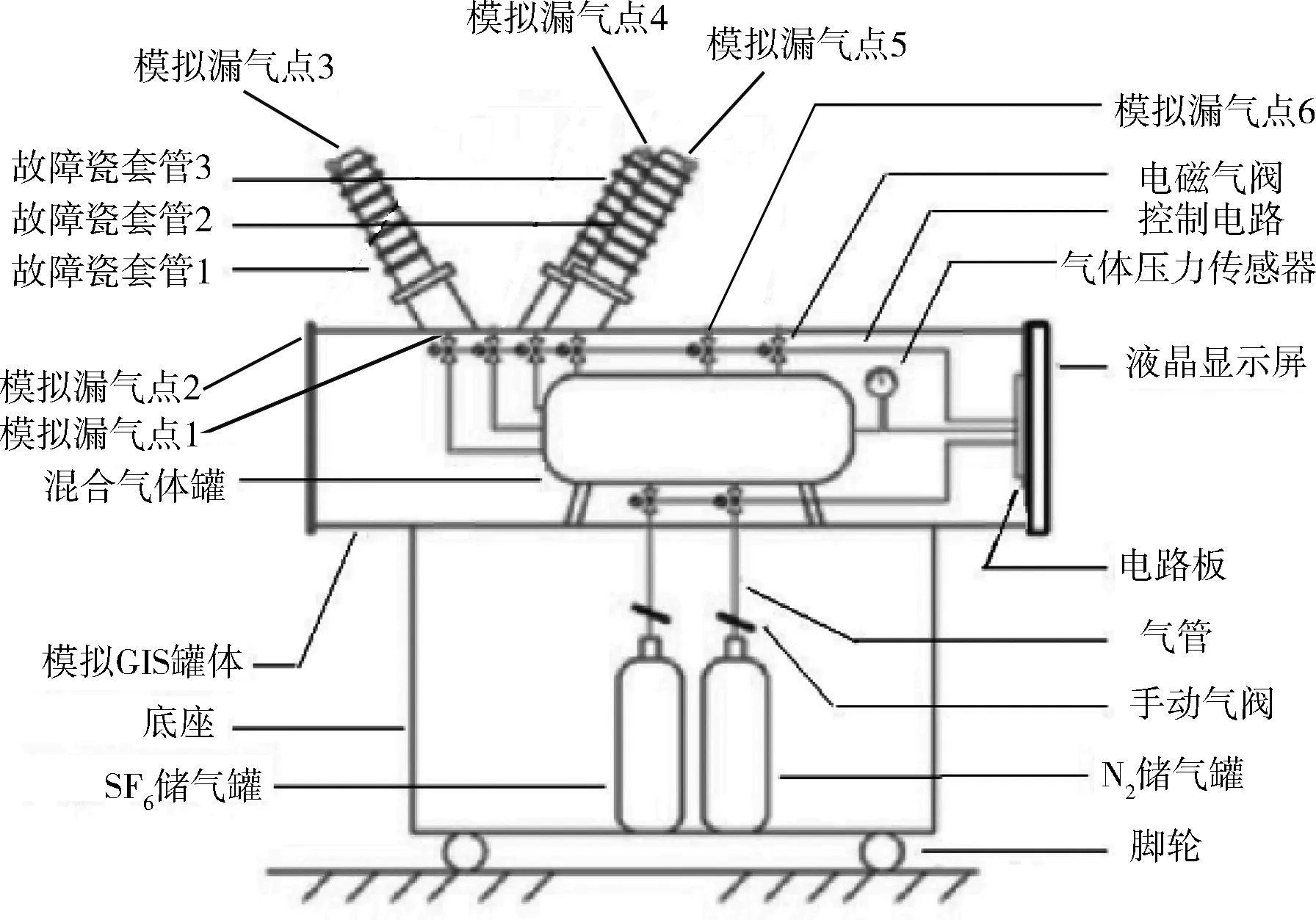
图1 装置结构示意图
装置罐体采用与GIS电气设备一致的结构,安装在罐体内外的故障泄漏单元可有效模拟瓷套管法兰浇注处、瓷套管裂纹、金属罐体焊缝、螺纹连接等多处漏气部位。混合气体罐中使用纯SF6气体或不同体积分数混合比例的SF6/N2混合气体两种模式。漏气部位设置了电磁阀门,混合气罐上安装了压力传感器,通过程序控制漏气部位、调节漏气速率,监测混合气罐的气压。彩色触摸屏进行操作和监控数据显示。装置底座下部安装轮子,可以灵活移动。
1.2 装置外观设计
装置罐体结构与GIS电气设备实际罐体一致,采用直径50 cm金属管制作,在管道左上部焊接3个瓷套固定座,左端用盖板加螺栓扭紧盖死。混合气体罐固定于管体内部中间。管体右端盖板上开一小门,小门后面用于固定控制线路板,门前面安装液晶触摸显示屏。装置底座下部安装轮子,可以灵活移动,气瓶可方便的固定在底座上。装置外观设计原则上与实际设备类似,同时满足灵活移动、操作直观的特点。
1.3 混合气体罐设计
为更加全面模拟纯SF6和SF6/N2混合气体,特设计混合气体罐。混合气体罐设置在GIS罐体内部,用于存储SF6和N2气体的混合气体,采用8 L标准容器,N2气瓶和SF6气瓶通过流量计与混合气罐相连,流量计可精确控制SF6和N2气体的流量,用来配制出纯SF6气体和SF6/N2混合气体。混合气罐内可安装气泵,对密度不同的两种气体进行均匀混合。混合气罐接有8个电磁阀,6个出气阀用来控制6个泄漏点的出气,2个用来控制SF6和N2气体的进气。混合气罐接有一只压力传感器,可用来监测混合气罐的气压。
1.4 气体泄漏单元的设计
气体泄漏单元由漏气孔、漏气管道及电磁阀组成,有效模拟瓷套管法兰浇注处、瓷套管裂纹、金属罐体焊缝、螺纹连接等气体泄漏故障,漏气孔通过漏气管道连接到混合气罐,安装在混合气罐上的电磁阀可控制漏气部位。
在漏气小孔的设置方面,瓷套管在泥胚成型后,在泥胚上开孔,开孔尺寸直径15 mm,然后进行烧制。待瓷套管烧制完成后,依据生产实际现场SF6设备的漏气部位,在开孔处制作形成3~7 mm缝隙形漏气点。如图2所示,装置在绝缘瓷套上、下法兰处和绝缘瓷套中部设置了3个漏气点,可以用于模拟绝缘瓷套管上部法兰由于浇注不严导致漏气、绝缘瓷套管下部法兰由于浇注不严或者由于长时间力矩作用导致的瓷套根部裂纹漏气、绝缘瓷套管中部由于运输或安装的机械外力作用出现的裂纹漏气等3种泄漏故障类型。
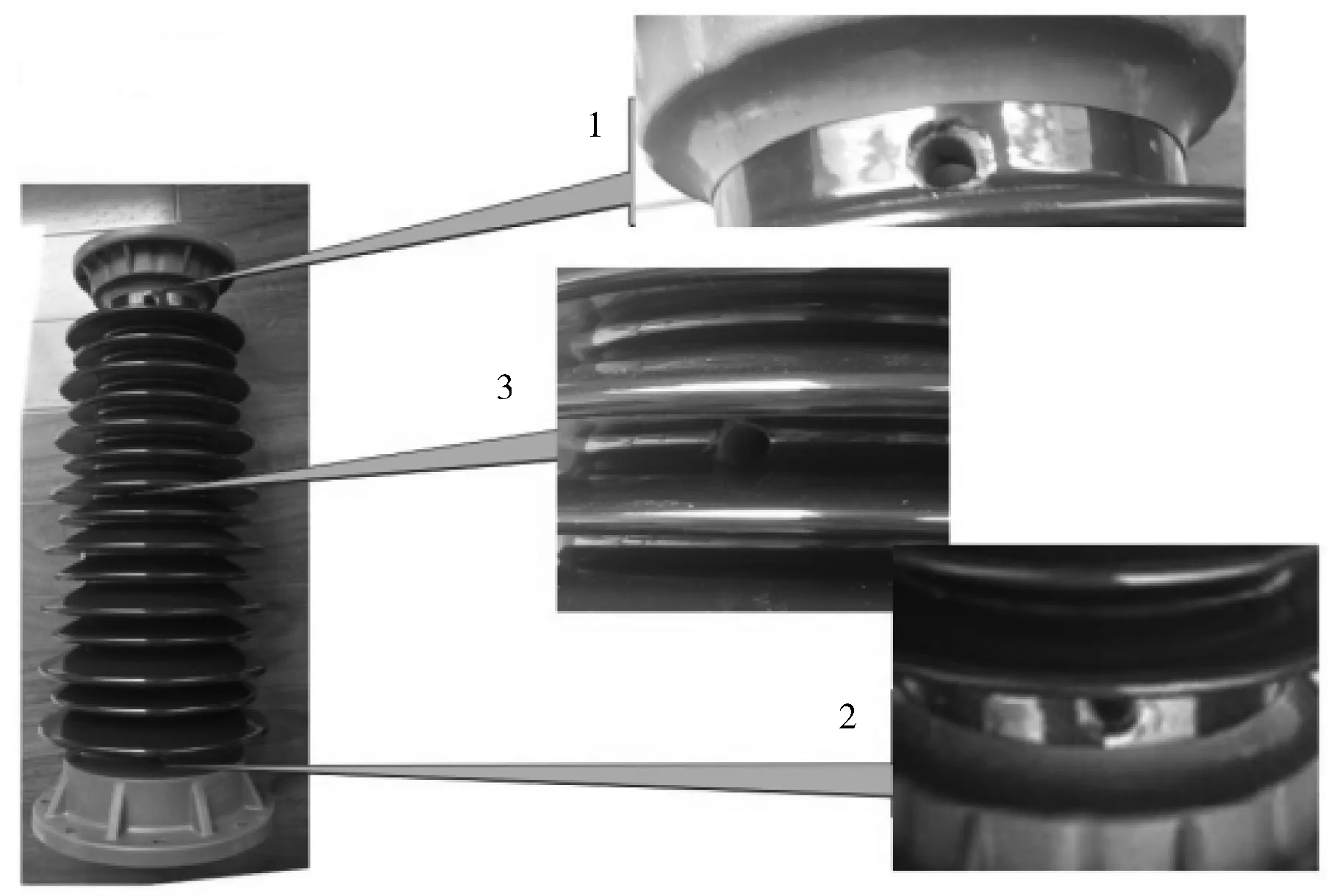
图2 绝缘瓷套上、中、下法兰裂纹漏气点
金属罐体制作加工过程中,在罐体与盆式绝缘子连接处、密封垫圈及罐体部件焊接处分别设置3个漏气孔,制作形成2~3 mm针形漏气点。用于模拟金属罐体部件连接处虚焊导致的焊缝漏气、两个金属罐体连接处的盆式绝缘子与罐体法兰螺栓连接不严导致的缝隙漏气、金属罐体气体管道螺纹连接处螺纹密封不严导致的缝隙漏气等3种泄漏故障类型。
漏气孔通过管道与混合气体罐连接,管道装有电磁阀门,可精准控制漏气速率,有效减少漏气量。
1.5 混合气体比例控制设计
采用纯SF6气体和SF6/N2的混合气体两种模式。通过国内外研究发现,SF6/N2混合气体最优比例为SF6气体体积占比20%~30%[3-11]。本文将针对纯SF6气体和SF6气体体积分数占20%的SF6/N2混合气体的泄漏故障检测进行研究。
2 装置控制及集成
2.1 控制系统原理
系统控制原理如图3所示,采用彩色触摸屏进行操作,以控制2只储气瓶及1个8 L的混合气罐的气体阀门,并且以动画形式显示漏气图形。同时可以采集混合气罐的气压,压力控制范围为0~0.6 MPa。当混合气罐的气压下降到设定值 (0.08 MPa)时,自动开启2个储气瓶的阀门,将混合气罐的压力补充到设定值 (0.5 MPa),以满足混合气罐工作的需要。2个储气瓶的阀门开启量,按照2种气体体积的混合比例进行设定,以满足混合气体的混合比要求。软件提示可以计算出气压表连续2次指示的气压数据变化所泄放出的气量。
2.2 装置集成
电气设备SF6气体检漏的故障模拟装置样机包含罐体、底座、瓷套、储气罐、流量表和触摸屏等部分,装置外观如图4所示。
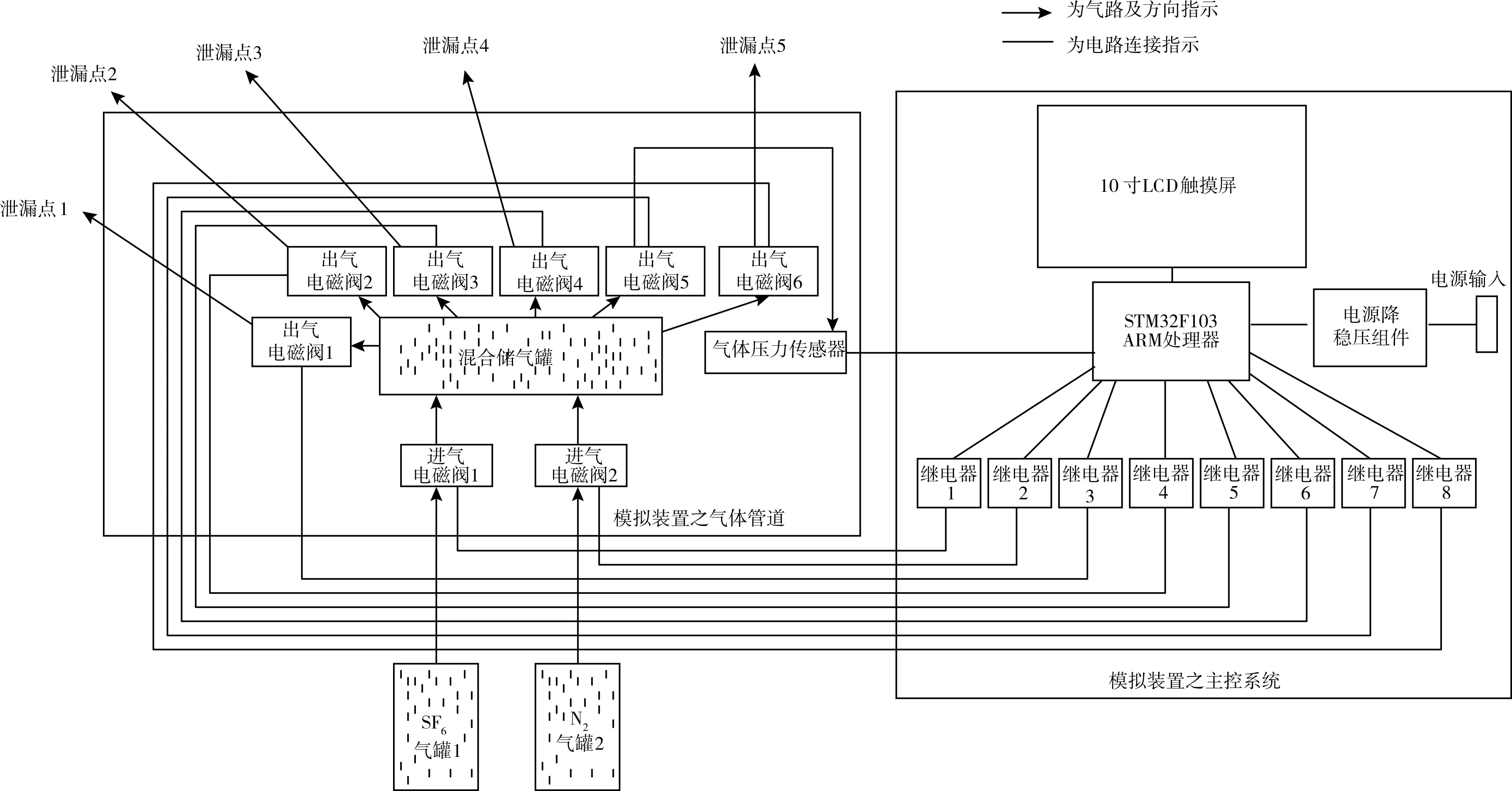
图3 系统控制示意图
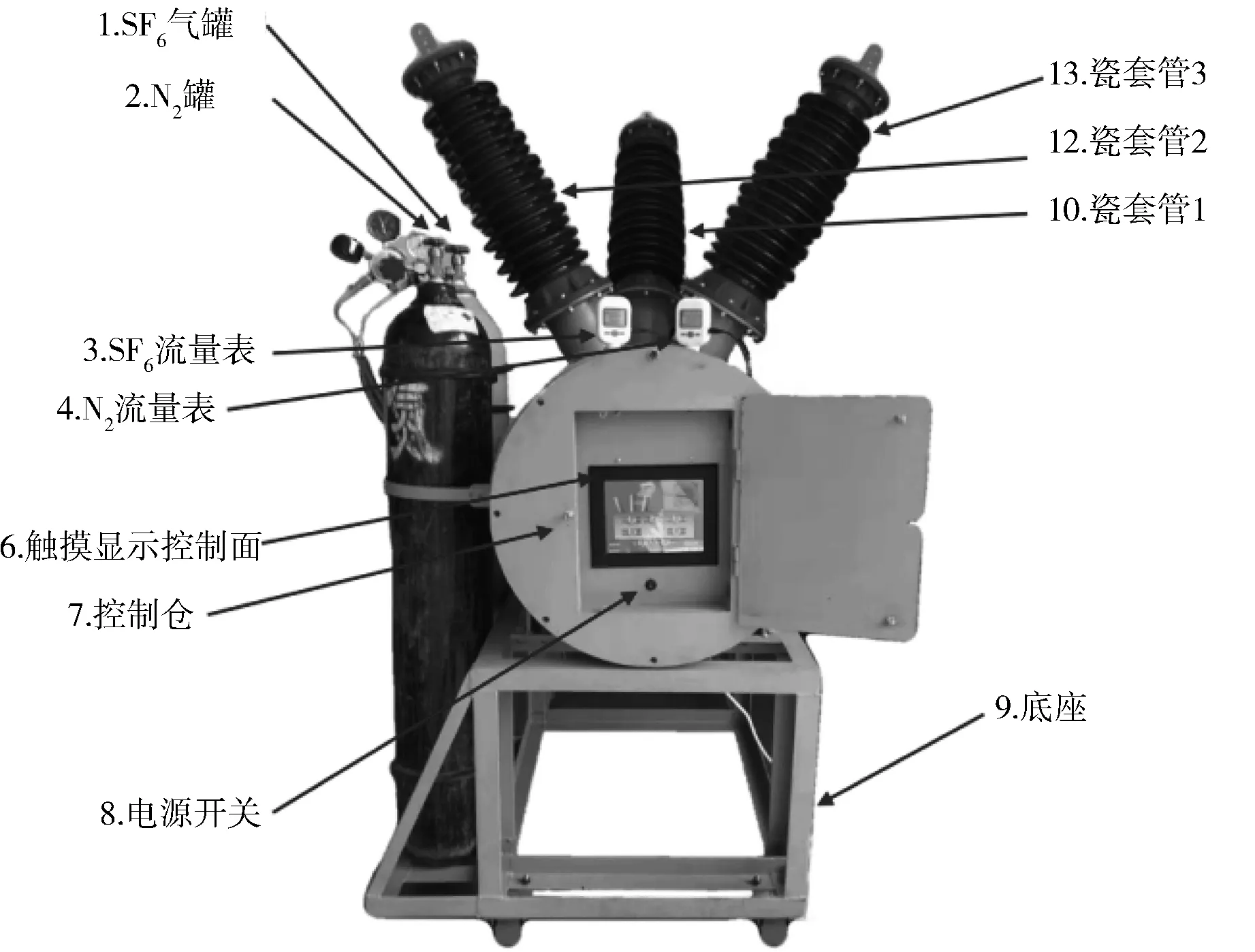
图4 装置外观
图5 为装置触摸屏的人机界面,人机界面可以呈现装置外形、进气、漏气以及混合罐气压状况,在LED显示器上设置人机界面,在触摸屏上可进行电磁阀的操作,能够实现进气及气体循环混合的控制、泄漏点演示控制及状态显示功能。
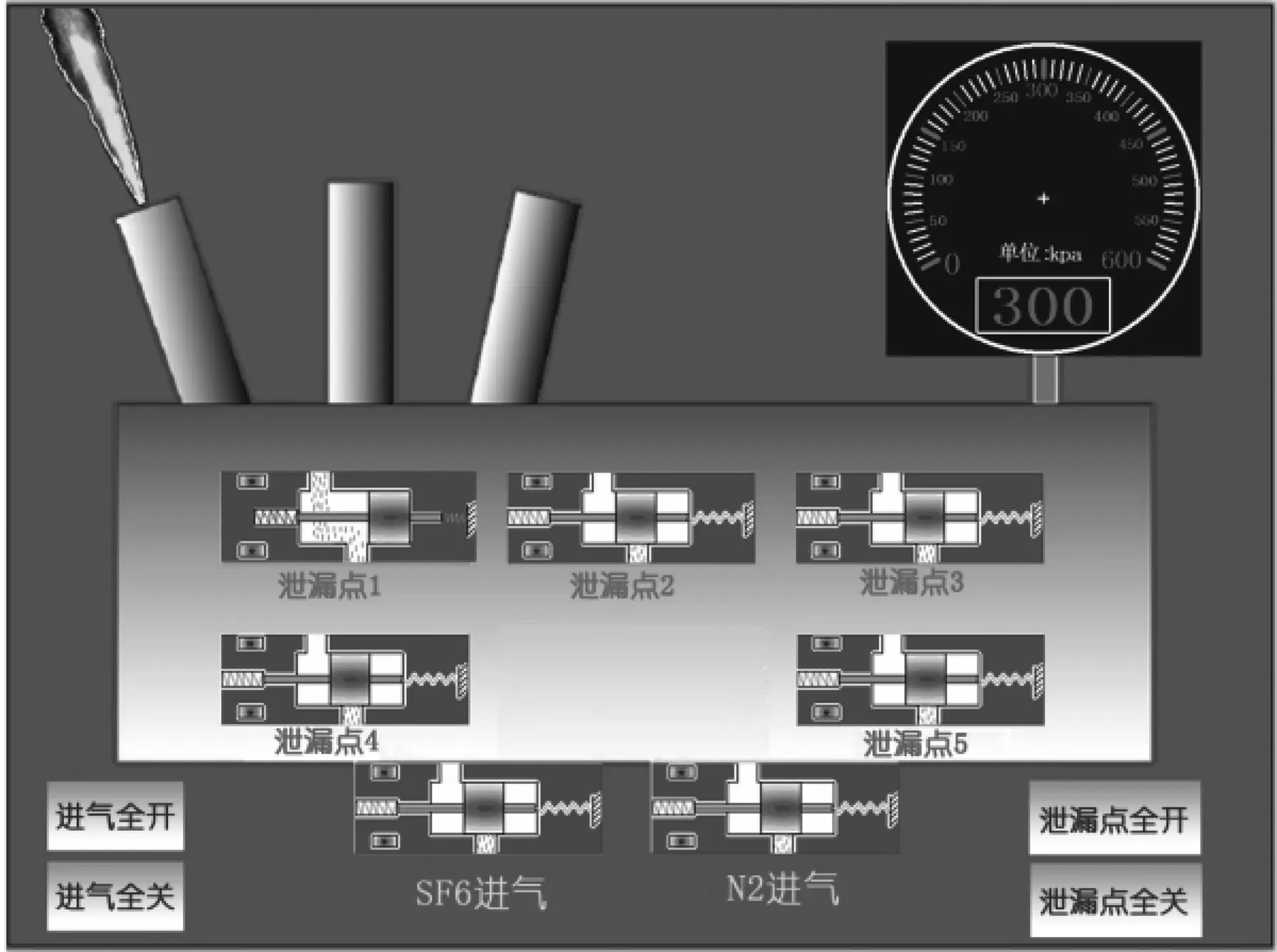
图5 装置触摸屏人机界面
3 现场实测验证
3.1 实测操作
1)气体混合。打开SF6气瓶和N2气瓶进气阀门,观察气体流量计流量,控制两种气体进气量比例为1∶4。观察LED显示器气体的压力,当气罐内的气压达到0.1 MPa以上时,就可以进行气体泄漏演示了。当气体压力数据小于0.08 MPa时,出气演示功能将自动停止。
2)故障泄漏演示。在LED显示器上选择泄漏点,比如要让泄漏点1进行泄漏演示,就点击电磁阀控制按钮,控制系统响应后会打开 “泄漏点1”电磁阀,同时开始显示相应泄漏点气体泄漏动画。依次类推。
3)泄漏点测试。使用红外检漏仪检测漏气点,观察装置是否准确检测到泄漏位置。
3.2 测试功能验证
1)红外检漏仪检漏测试。在混合气体 (SF620%,N280%的比例)条件下,利用FLIR红外检漏仪进行气体泄漏测试,可以看出当气体阀门未打开时,拍摄到的红外图中看不到气体泄漏情况;当打开阀门时,红外图像中可以明显看到气体泄漏情况。现场采集了5个不同部位的泄漏点图像,如图6所示。
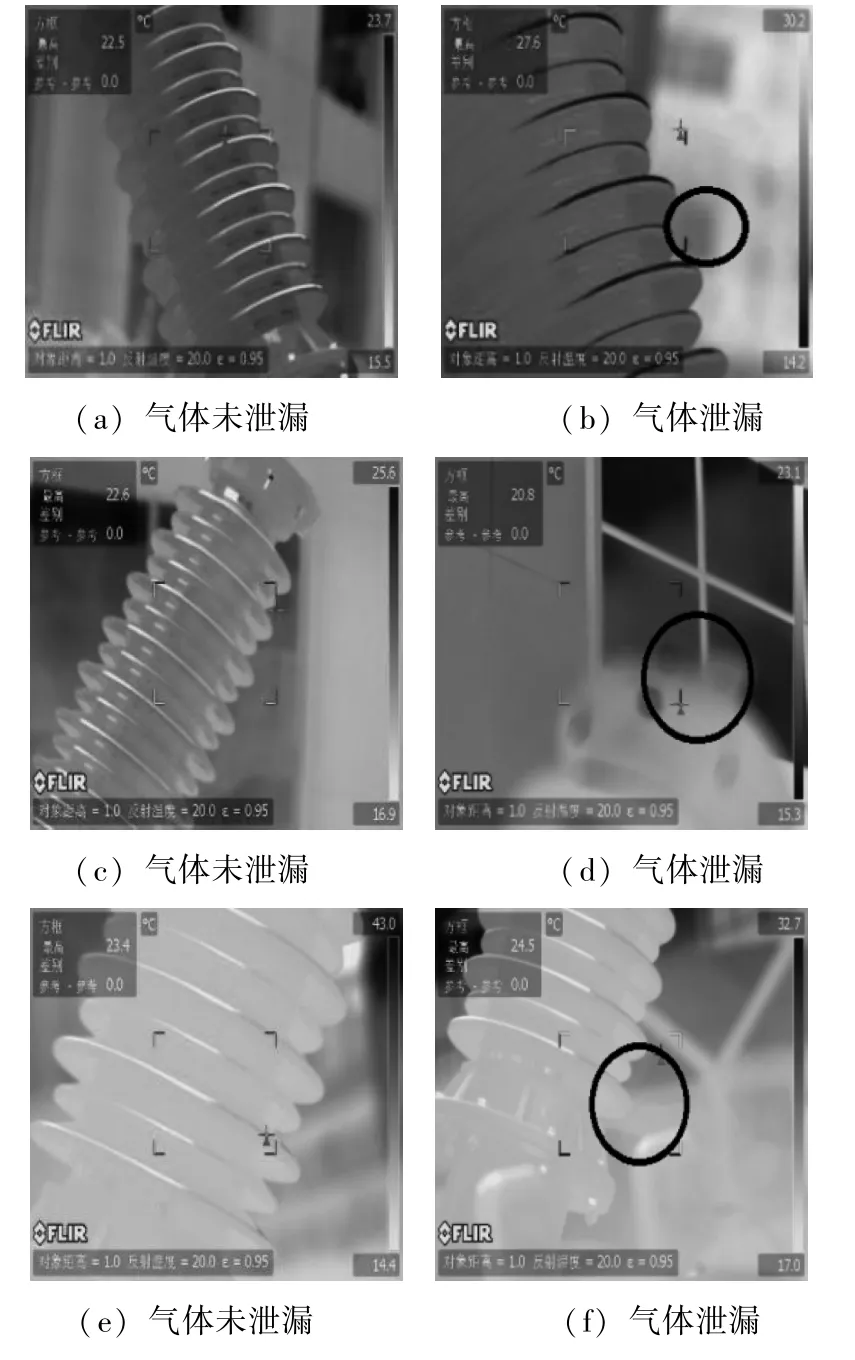

图6 气体泄漏前后对比
2)不同类型检漏仪检漏验证。利用FLIR红外检漏仪、普通SF6定性检漏仪两种不同的仪器进行检漏测试,在同一条件下 (SF620%,N2,80%的比例)模拟混合气体泄漏情况。经过验证FLIR红外检漏仪检测时可以很明显地看到气体泄漏的痕迹 (泄漏点图像如图6所示)。当用SF6检漏仪检测时,装置没有发出滴滴的警告声,检测不到气体泄漏。
3.3 测试结果
1)本装置能够有效实现教学功能,能够通过控制面板随时随地的控制气体泄漏情况,且能够调节混合气体的比例。
2)在对混合气体 (SF620%,N280%的比例)故障模拟时,FLIR红外检漏仪能够很灵敏地检测到气体泄漏的情况;SF6检漏仪检测不到气体泄漏。该装置可以实现对检测设备的性能进行比对,判断设备的检测灵敏度。
3)测试结果满足装置设计要求,具备现场教学、仪器性能检验和研究试验一体化平台功能。
4 结语
本文设计用于电气设备气体检漏的故障模拟装置,设计的泄漏点分布合理,与现场实际泄漏点基本相符,能够模拟现场各类常见漏气故障。采用纯SF6气体和SF6/N2混合气体两种模式,全面模拟目前国内外常见的SF6气体电气设备泄漏故障。具备自动调节罐体混合气体浓度和流速来控制泄漏流量的功能,通过调节泄漏量的大小可以鉴别不同型号、不同设备厂家的检测仪器的性能和检测灵敏度。采用LED触摸屏,人机界面友好,操作简便美观。
该装置集教学培训、仪器考核及实验研究用途为一体,可准确模拟GIS电气设备SF6泄漏故障,为现场人员提供安全、准确、高效、符合现场生产的专业培训,具有较强的实用性和较高的推广应用价值。
猜你喜欢
凿岩机械气动工具(2022年2期)2022-07-01
车用发动机(2021年3期)2021-06-30
中华养生保健(2020年3期)2020-11-16
石油化工建设(2020年1期)2020-08-24
幼儿教育·父母孩子版(2020年2期)2020-05-12
科学技术与工程(2020年4期)2020-04-10
模具制造(2019年7期)2019-09-25
汽车实用技术(2018年15期)2018-08-29
中学化学(2017年5期)2017-07-07
未来英才(2016年13期)2017-01-13
