飞机蒙皮平整度测量设备校准方法的研究
2020-04-27 03:57王彩刘智
科学技术创新 2020年7期
王彩 刘智
(1、中国民航计量检测中心业务规划与技术发展分部,北京100621 2、中国国际航空股份有限公司飞行总队,北京100621)
1 概述
飞机蒙皮平整度测量设备主要用来检测缩小垂直间隔(RVSM)标准的飞机蒙皮表面平整度的几何尺寸检测,飞机平整度测量设备适用于使用中的和修理后的C27028 系列飞机中型号为ModelsEMB 135/135SL/140/145/145XR,A1M-170-GE 升降舵调整片测量装置的校准,对于其它型号的飞机蒙皮平整度测量设备,如果本方法能够满足其技术要求,可参照本方法进行校准[1]。其结构外观图如1 所示。由于该设备专业性强,涉及范围小且行业内数量极少,国家及行业内并无现行有效的校准规范或检定规程,故需针对此计量设备编写相应的技术校准方法,确定其校准计量特性、标准器及校准方法,研究出一套可行性强、操作简便、易推广、科学合理的校准方法。
2 校准条件
2.1 温度:20oC±100C;
2.2 温度变化:≤20C/h;
2.3 相对湿度:≤80%;
2.4 校准前被校仪器与标准设备在仪器室内恒温时间不少于1 小时。
3 校准用标准器及其配套设备
校准用主要设备:指示表检查仪、量块、平板,具体技术指标见表1。
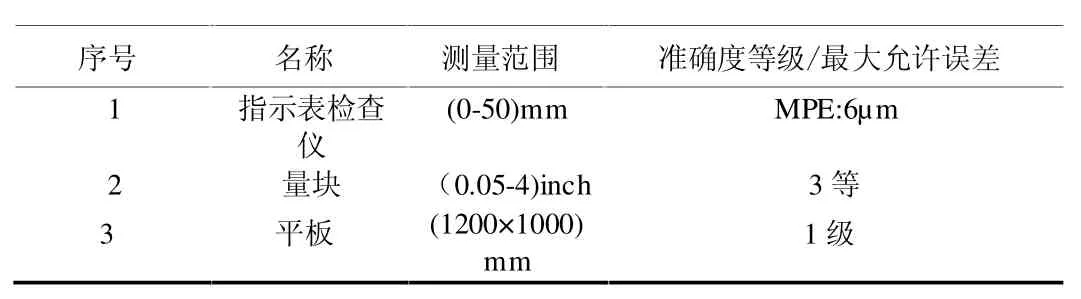
表1 校准用设备性能指标
4 计量特性
4.1 外观及各部分相互作用
4.1.1 测量设备表面无影响使用的外观缺陷、变形及锈蚀,数显指示表表蒙及刻线面无划伤、表蒙及刻线清晰,专用尺刻线面无划伤、刻线清晰。
4.1.2 设备所配的指示表或专用尺行程无卡滞现象,在设备上能自由滑动,各支架牢固可靠,螺母没有松动现象。
4.2 指示表示值误差。
4.3 设备各支点间隔。
4.4 设备的平行度。
5 校准项目及校准方法
5.1 外观及各部分相关作用。
校准方法:目力和手动操作方法进行检测。
5.2 指示表示值误差
校准方法:根据JJG379 大量程指示表检定规程中的校准方法进行校准。(将指示表上的可滚动测头图2-A 更换为弧面测头图2-B)

图2-A 可滚动测头

图2-B 弧面测头
5.3 设备各支点间隔
校准方法:首先将飞机蒙皮平整度测量设备放在大理石平板上, 取两块尺寸为3inch 英制量块,其尺寸偏差不大于0.0002inch 的英制量块,使其测量面放在飞机蒙皮平整度测量设备横梁与平板之间,见图3,将飞机蒙皮平整度测量设备架起;再选择一块2inch 的英制量块,(戴上手套手持量块的非工作面)使其一测量面与平板接触,另一测量面分别与四个支撑点接触,在接触过程中每接触一点都应感觉到量块是从支撑点与平板之间正好通过,如果有卡滞或非常通顺的通过,就应重新选择量块,量块的选择应按照(2±0.002)inch 的原则选取量块,例如:当在平板与支撑点通过感觉有卡滞时,应选择(1.998~1.999)inch 之间的量块;当在平板与支撑点感觉非常通顺通过时,应选择(2.001~2.002)inch 之间的量块。如上述两种情况均不符合要求的,就要调整四个支撑点,使其符合要求。

图3 量块放置图
5.4 设备的平行度
校准方法:首先将图3 设备上的数显表移动到直尺的最左端,使数显表边框的左边对准直尺上的一整刻线,此时数显表对零,再在直尺上移动数显表,分别到直尺的每一整刻线处,在数显表上读取数值,每一点的读数不能大于0.006inch。
6 校准结果的处理
6.1 凡经校准符合本校准要求的飞机蒙皮平整度测量设备应进行标识并出具校准证书[2]。
6.2 飞机蒙皮平整度测量设备校准周期一般不超过12 月。
猜你喜欢
建材发展导向(2022年2期)2022-03-08
军民两用技术与产品(2021年5期)2021-07-28
民用飞机设计与研究(2021年4期)2021-07-08
数学大王·中高年级(2021年4期)2021-04-27
家庭影院技术(2019年8期)2019-08-27
建材发展导向(2019年11期)2019-08-24
建材发展导向(2019年10期)2019-08-24
筑路机械与施工机械化(2019年5期)2019-06-05
航空世界(2018年12期)2018-07-16
山东工业技术(2016年15期)2016-12-01