
脂肪替代物对人造奶油物性品质的影响
2020-04-25 05:37徐群英赵锦妆
食品科学 2020年8期
徐群英,赵锦妆
(1.武汉轻工大学食品科学与工程学院,湖北 武汉 430023;2.通标标准技术服务有限公司广州分公司,广东 广州 510700)
人造奶油的发展已经有较长的历史,由于其价格优廉、产量大,作为天然奶油的替代品在食品工业中得到了广泛的应用,例如蛋糕、饼干、面包等。但近年来,随着健康意识的提高,人们逐渐了解到人造奶油在其胆固醇及高饱和脂肪上的问题。过高的脂肪摄入会造成许多人为健康病症[1],例如高血压、高血脂、动脉血管堵塞、青少年肥胖等。因此,如何取代食品中的高热量油脂已经成为了热门的研究方向。National Starch & Chemical Corp公司生产的木薯淀粉麦芽糊精[2],可用来生产无脂肪冷冻食品和低脂食品,应用在人造奶油、布丁等食品中。
降低脂肪虽然会起到降低热量的作用,但是单纯从产品中去除脂肪会对产品的物理外观、质地特性、风味特征甚至贮存稳定性产生不利的影响[3],这样难以满足消费者的需求,因此,制备出低脂且不影响口感的产品是近年来的研究热点。有学者发现用麦芽糊精、葡聚糖等作为脂肪替代物应用在奶油中,可以起到降低脂肪的作用,还能改善奶油的口感[4]。
脂肪替代物一般分为脂肪基脂肪替代物、蛋白质基脂肪替代物和碳水化合物基脂肪替代物[5]。应用在人造奶油中的脂肪替代物一般是蛋白质基脂肪替代物及碳水化合物基脂肪替代物,但蛋白质基脂肪替代物作为脂肪替代物应用在食品中时,对工艺的要求较高。相对于以蛋白质为基质的脂肪替代物而言,果胶由于其本身具有黏稠性,能较好地模拟脂肪的口感,且持水性、持水稳定性等均较好[6],近年来被用作脂肪替代物的应用逐渐增多。Min等[7]将果胶应用在饼干配方中替代30%的起酥油。
果胶是一种结构非常复杂的酸性杂多糖[8],具有良好的胶凝性和乳化稳定作用[9],近年来在食品工业中得到了广泛应用。果胶可以作为胶凝剂,应用在果冻、果酱、软糖[10]等生产中;作为稳定剂[11],应用在饮料生产中。果胶作为脂肪替代物还被应用在低脂肪法兰克福香肠[12]及低脂冰淇淋[13]中;甚至在医药方面,也有人发现果胶的摄入可使血浆中的胆固醇吸收下降[14]。而羧甲基纤维素(carboxymethyl cellulose,CMC)的加入能提高凝胶体系的黏性与弹性,同时还能提高凝胶形成速度,从而显著提高复配体系的稳定性[15-17]。因此本实验以果胶和CMC复配的脂肪替代物应用在人造奶油中,以期得到最佳替代比,使之在降低脂肪的同时也能增加产品的风味。
1 材料与方法
1.1 材料与试剂
高酯橘皮果胶 美国丹尼斯克公司;CMC 美国Sigma公司;蔗糖、柠檬酸 国药集团化学试剂有限公司;花旗雪白油 益海嘉里食品有限公司。
1.2 仪器与设备
TAXT. plus物性测试仪 英国Stable Micro Systems公司;Kinexus pro+多功能流变仪 英国马尔文仪器有限公司;LGJ-10D冷冻干燥机 北京四环科学仪器厂;S-3000N扫描电镜 日本日立公司;Q10型差示扫描量热(differential scanning calorimetry,DSC)仪 美国TA公司;7000型X射线衍射(X-ray diffraction,XRD)仪日本岛津制作所;70N台式振荡培养箱 上海知楚仪器有限公司。
1.3 方法
1.3.1 人造奶油样品的制备
通过前期预实验制备出了以果胶为基质的脂肪替代物,并以质量分数0%、5%、10%、15%、20%、25%添加到人造奶油中,替代对应体积的人造奶油,相应编号为A1、A2、A3、A4、A5、A6。样品混合均匀后置于烧杯中并用保鲜膜覆盖,放置在常温下待测。
1.3.2 质构特性测定
将人造奶油样品趁热转移至铝盒(65 mm×35 mm)中,样品深度约15 mm,然后将样品置于25 ℃恒温培养箱中熟化5 d后进行硬度测试。硬度测试条件为P5探头,下压模式,测前速率2 mm/s,测中速率1 mm/s,测后速率2 mm/s,触发力2 g,下压深度8 mm[18]。
1.3.3 滞后环测定
触变环的测定:采用两步Steady State Flow程序使剪切速率先从0 s-1上升到100 s-1,在100 s-1保持120 s后,立即以同样的变化速率从100 s-1下降到0 s-1,记录整个过程的剪切应力、黏度随剪切速率的变化情况[19]。
1.3.4 DSC测定
采用DSC仪对样品进行差示扫描热分析,以空的坩锅作为对照,称取一定量打发好的人造奶油置于DSC坩锅中,加盖密封,温度从10 ℃加热到60 ℃,升温速率为5 ℃/min,然后通过软件计算吸热峰的起点、终点、放热最大峰值以及焓值[20]。
1.3.5 XRD测定
通过XRD对样品进行晶型和结晶度分析。取适量的样品平铺在检测片上,测试条件:Cu-Kα放射源(波长λ=1.540 56 Å),工作电压45 kV,工作电流40 mA,发射狭缝1/8°,防反射狭缝1/2°,2θ角扫描范围1°~50°,扫描步长0.026°。通过布拉格公式2dsinθ=nλ计算晶距d值,其中θ为衍射半角,λ为入射波长,n取1[21]。
1.3.6 扫描电镜测定
将制得的样品冷冻干燥48 h,待完全干燥后,浸入-196 ℃的液氮中冷冻2~3 min,取出样品后放入干燥箱保存,通过扫描电镜,用离子溅射法,使样品的表面镶一层均匀的金箔颗粒形貌,然后通过双面胶贴在铜制的样品上[22]。测定电压15 kV。
2 结果与分析
2.1 样品的质构特性测定结果
由表1可看出,随着替代比例的提高,人造奶油的硬度、稠度及黏性都随之降低。而硬度太低的奶油不适合食品加工,因此需要选择替代比例较低的奶油用于加工,在不影响质地口感的前提下,起到降低脂肪的作用。
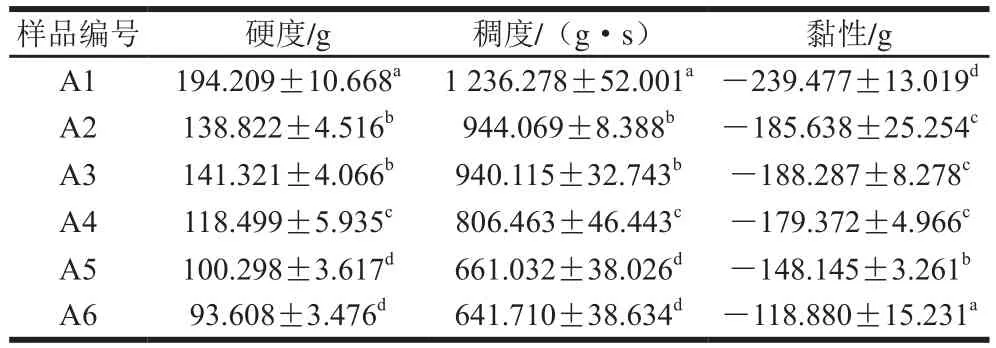
表 1 不同工艺条件对样品质构的影响Table 1 Effect of fat substitute on texture of margarine
人造奶油的硬度、稠度及黏性指标可用于模拟口腔对食品的感受,人造奶油的硬度是影响其口感的最重要的因素之一[23],与其涂抹型、口感等息息相关,太软则容易倒塌不易成型,而过硬则可塑性低,因此需要寻找一个合适的替代比例。具体的替代比例只通过质构测定不能很好的确定,需要进行其他实验,总结确定最佳的替代比例。
2.2 样品的滞后环测定结果
触变性是用来描述物料经过剪切从凝胶状态变为溶胶状态,而静置一段时间后,又重新稠化的一种现象。在流动曲线中,常见两条曲线,一个为上行曲线,另一个为下行曲线,两者环绕所形成的面积就是一个触变性的度量,叫做滞后环面积[24]。
用不同脂肪替代物替代奶油对人造奶油触变性的影响见图1,其滞后环面积见表2。其中0 s-1上升到100 s-1的曲线,对应图中上行曲线,100 s-1下降到0 s-1的曲线,对应着图中的下行曲线。由图1可得,随着剪切速率的提高,曲线呈快速上升的趋势,而由表2可以看出,随着替代比例的增加,滞后环面积也随之增大。

图 1 不同工艺参数对样品触变性的影响Fig. 1 Effect of fat substitute on thixotropy of margarine

表 2 不同工艺参数的滞后环面积Table 2 Effect of fat substitute on hysteresis loop area of margarine
奶油的稳定性与软硬程度均与其滞后环面积呈显著性关系[25]。滞后环的面积越大,说明外力作用下的体系在撤去外力之后,样品恢复到初始状态所需要的时间也越长,即稳定性越差[26]。滞后环的面积越小则反映其具有良好的塑性特点,更有利于在食品加工中的应用。同时,滞后环如果没有也影响其口感,导致口感变差[27]。Laca等[28]研究表明滞后环小的食品可以防止沉淀等现象的发生。结果显示,替代比例从5%增加到15%时,滞后环面积增加量较少。而当替代比例增大到20%时,滞后环的面积显著增大,说明此时人造奶油的稳定性较差。因此,本实验认为人造奶油中脂肪替代比例在小于15%时,稳定性较好。
2.3 样品的热分析


图 2 不同工艺参数的DSC曲线Fig. 2 Differential scanning calorimetry curves of margarine with different levels of added fat substitute
由图2可知,随着温度的升高,人造奶油中复杂的成分相继融化,形成对应的融化吸热峰。其中融化温度范围大致在20~50 ℃之间,每个样品都是在25 ℃左右出现一个峰,在45 ℃时出现一个峰。Minato等[29]研究发现,POP-POO的甘油三酯混合体系无法形成分子复合物,会发生甘油三酯聚集,造成DSC融化曲线中形成POP和POO 2 个融化特征峰。
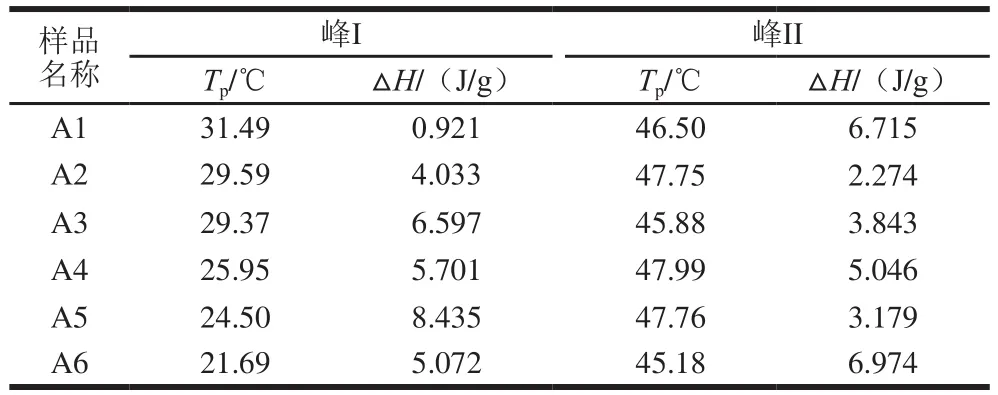
表 3 不同工艺参数下人造奶油的峰温及结晶热Table 3 Effect of fat substitute on peak temperature and heat of crystallization of margarine
由于脂肪替代比例不同,体系出峰位置也有所偏离。由表3可知,A1样品为不添加脂肪替代物的人造奶油,其第1个融化特征峰为31.49 ℃,而随着脂肪替代比例逐渐加大,融化特征峰向低温移动的趋势越明显。脂肪替代比例为25%的A6样品,第1个融化特征峰已经左移至21.69 ℃,这个温度表明夏天室温就会导致融化现象发生,不利于生产应用,图2a、b、c在第1个融化特征峰时差别不大,且峰形平缓,说明融化过程平缓,香味散发持久;融化的温度范围大,说明其融化性质较好。
而对于第2个峰,脂肪替代比例对其融化特征峰没有明显的改变。而在A3与A4样品相比,第1个融化特征峰有了较大的降低。因此,考虑到实际生产应用与健康,将脂肪替代比例定为10%,即A3样品为较优替代比例。
2.4 样品的晶型分析
XRD分析广泛应用于研究甘油三酯的同质多晶,主要包括α型、β’型、β型晶型。α型结晶在22°附近有一个强峰,α型最不稳定,熔点较低;β’晶型在21°和24°附近出现两个强峰,其晶型稳定性介于α和β晶型之间;β晶型在19°附近有一个非常强的峰,β晶型结构最为稳定,熔点也是3 种晶体类型中最高的[30-32]。由图3可看出,替代比例为5%及10%的人造奶油在结构上与原料的人造奶油类似,而随着替代比例的提高,对奶油结构存在一定影响。其中0%、5%及10%替代比例的人造奶油样品的短间距主要在4.4、4.2、3.8 Å,表明样品中主要包含的是β’型和β型2 种晶型;而随着脂肪替代物替代量的提高,短间距主要集中在4.6、4.3、4.2、3.8 Å左右,其中4.6Å附近的吸收峰代表的是β型晶型,吸收峰增强表示替代比例增大后,样品以β晶型为主。而β晶型形状粗大,且容易聚集增大,引起“起砂”这一品质劣变,对产品的功能特性不利。对于人造奶油来说,理想的形态是β’型晶型,因为β’型晶体较小,可形成稳定的网状结晶结构包裹油脂,从而使产品拥有细腻柔滑的口感与外观,也可以避免“起砂”等劣化现象[33]。
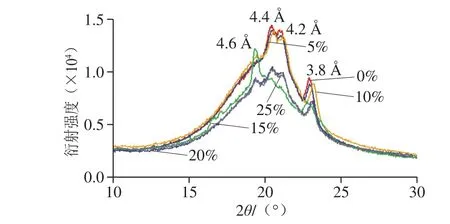
图 3 不同工艺参数下样品的XRD图谱Fig. 3 XRD patterns of margarine with different levels of added fat substitute
综合考虑,脂肪替代物率为10%时,XRD分析的晶型结果与未添加脂肪替代物的人造奶油晶型类似,可以保证替代后的人造奶油的综合品质。
2.5 样品微观网络结构分析

图 4 不同工艺参数的样品扫描电镜图(×500)Fig. 4 Scanning electron micrographs of margarine with different levels of added fat substitute (× 500)
由图4可得,不同脂肪替代比例的人造奶油样品中,替代比例越少的样品内部结构更加紧密,而从扫描电镜图中没有看到明显的脂肪替代物即果胶凝胶结构,可能是与观察背景相结合,没有明显表现出来。替代比例为25%的人造奶油样品中,有一结构比较大的凸起轮廓,可能是产生聚集的脂肪替代物颗粒或聚集增大的β晶型。产品的微观结构会影响产品的口感与质地,其中结构越致密,口感越“硬”,这与之前的实验结构相符,产品结构疏松,质地较软的话不利于食品加工,综合前面的实验结果,脂肪替代比例选择10%。
3 结 论
以市售人造奶油为原料,添加不同比例以果胶为基质的脂肪替代物,通过物性分析仪、流变仪、DSC仪、扫描电镜等分析发现,随着脂肪替代物替代量的提高,样品的硬度、稠度与黏性都随之降低,滞后环面积随之增大,样品的晶型从β’型向β型转换的趋势则越明显,结构逐渐变得松散,综合实验结果表明脂肪替代物的最佳替代比例为10%。
猜你喜欢
燃烧科学与技术(2022年3期)2022-06-25
化工管理(2022年7期)2022-03-23
烟台大学学报(自然科学与工程版)(2021年1期)2021-03-19
弹性体(2021年6期)2021-02-12
陶瓷学报(2020年2期)2020-10-27
中成药(2018年6期)2018-07-11
中国粮油学报(2016年1期)2016-02-06
中国塑料(2015年6期)2015-11-13
中国塑料(2015年8期)2015-10-14
天然产物研究与开发(2014年8期)2014-04-27
