
高铁桥梁支座自动化生产线
2020-04-24 05:24:54齐重数控装备股份有限公司黑龙江齐齐哈尔161006谢宇蒙
金属加工(冷加工) 2020年3期
■ 齐重数控装备股份有限公司 (黑龙江齐齐哈尔 161006) 姜 川 谢宇蒙
■ 一拖黑龙江农业装备有限公司 (黑龙江齐齐哈尔 161006) 王 佳
近些年我国高铁发展迅速,高铁建设延伸至全国各地。高铁建设时为了保证列车高速运行时的平稳性和安全性,多采用高架桥梁的建筑方式。而桥梁建设中,桥梁支座的作用相当重要。桥梁支座主要安放在桥跨结构中需要支撑的部分,最主要的作用是将荷载由桥跨传递给桥墩,可以将反作用力反馈到桥墩的固定位置,并将反作用力放大到足够大的面积上来减少压强,这样可以最大限度确保高铁运行时桥墩能够安全可靠地工作。其次,桥架支座可以使桥跨结构中支点的变形量不会超过其理论计算的数值。再次,桥架支座可以使桥跨结构牢牢固定在桥墩上的指定位置,并防止其滑落。
1. 工艺编制
桥架支座一般分为固定桥架支座和活动桥架支座,主要包括上座板、中座板和下座板。本文主要以支座下座板为例,说明如何实现支座下座板全部加工面的加工,并实现自动化加工,包括底部四方、上部侧面的车削加工,底部大平面及上部凹面的车削加工,还包括底部四方、上部侧面的铣削加工。用两条生产线完成支座下座板的全工序加工,实现智能化、自动化生产。
桥梁支座下座板三维模型示意如图1所示。按结构特点进行典型工件的全工序机械加工工艺编制,下座板以规格尺寸较大的典型件为例。下座板车削工序节拍见表1,铣削工序节拍见表2。
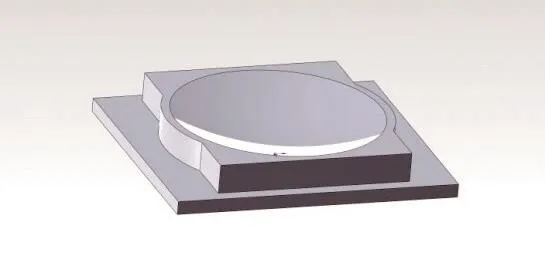
图1 桥梁支座下座板三维模型
2. 自动生产线配置
(1)车削自动生产线 根据工件车削工艺特点,工件车削分两个工作区即可完成,根据车削节拍表,为了能够使车削自动生产线的加工节拍与铣削自动生产线的节拍相当,在车削自动生产线配置两个车削单元,即6台立车,加工节拍为6.5min。
根据工艺节拍配置6台专用机床和两个桁架机械手,主要用于下座板的车削工序加工。自动生产线采用桁架式机械手,机械手采用电磁吸盘结构,自动完成工件在工序间的传送、上料、加工和下料。生产线主要组成为桁架机械手、上料机、下料机、翻转台、机床设备及电气控制系统。生产线上机床选配刀具测量装置及工件测量装置,每次加工前自动检测刀具破损情况及工件尺寸,确保加工尺寸的准确、稳定。
车削生产线的车削加工单元采用专用车削机床,机床工作台底座与立柱为贴合式结构,由立柱、工作台、工作台底座、横梁、垂直刀架、主变速箱和进给箱等组成,带整机半封闭防护罩、排屑装置及横梁防护罩。机床主电动机安装在立柱侧面,电柜内电气件一部分安装在立柱内,另一部分安装在横梁后侧的电柜内。横梁为定梁结构,坐落到立柱上,主传动机械一档,通过变频电动机和变频器进行无级调速。数控系统选用西门子808D,采用三爪自定心液压卡盘,可以通过液压控制自动将下座板夹紧,实现自动装夹。

表1 车削工序节拍 (单位:min)

表2 铣削工序节拍 (单位:min)
机床带有整机防护罩,防止加工产品的切屑四处飞溅,并通过排屑器收集排放。机床加工时不带切削液,这样加工时可以减少废水排放,减少对环境的污染。垂直刀架采用T形滑枕,滑枕下方安装四工位电动刀台,四工位电动刀台可以安装四个车削刀夹,装夹不同的车削刀具以便进行下座板不同工序的加工。工作台可以采用不同的卡爪来扩大夹持范围,这样更适应不同尺寸的下座板。下座板车削生产线示意如图2所示。
(2)铣削自动生产线 根据工件铣削工艺特点,为保证专机铣床结构及功能简单,根据铣削工序的节拍表,各工位加工时间相当,可按每一工位配置一台专机铣床,共配置三台专机铣床组合成一个加工单元,加工节拍为4min。参考车削工艺节拍,铣削生产线配置三台铣床和一个桁架机械手,可提高下座板的加工效率。下座板铣削生产线示意如图3所示。
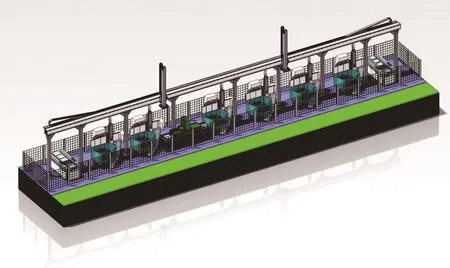
图2 下座板车削生产线示意
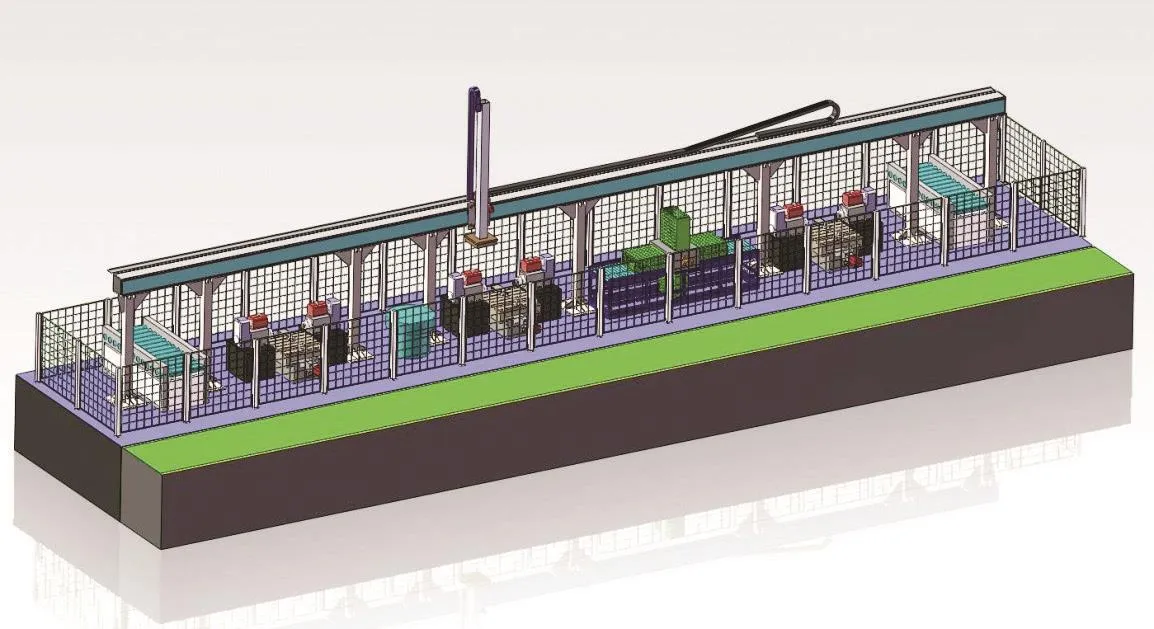
图3 下座板铣削生产线示意
专用铣床配置两个自带动力的铣主轴,电动机为交流电动机,控制铣主轴旋转,铣主轴为机械6档调速,转速分别为100、125、160、200、250和315r/min。铣主轴一侧为固定结构,另一侧由数控系统控制进给,可根据不同的加工尺寸来调整距离。加工时采用工作台移动的方式,数控系统使用西门子808D。
桁架机械手可以水平移动(X轴)及垂直抓取移动(Z轴),机械手水平及垂直电动机采用西门子交流伺服电动机带动齿轮在齿条上作直线运动,X、Z轴均采用直线导轨结构。
3. 生产线功能及运行过程
(1)车削自动生产线 下座板车削自动生产线承担下座板底部大平面及上部凹面的车削加工、上下料工作。运行过程动作如下(两个机械手A、B):
1)桁架机械手A分别运行到OP1、OP2机床,从OP1、OP2机床抓取半成品,机床内部清洁,机械手A运行到翻转台,将工件放置在翻转台上,对工件进行翻转。
2)机械手A运行到上料仓抓取毛坯工件,将毛坯放置在OP1、OP2机床内,机床开始加工。
3)机械手B运行到O P3、OP4、OP5和OP6机床,从机床内抓取成品,机床内部清洁,机械手B运行到下料仓,将成品放置在下料仓。
4)机械手B运行到翻转台,抓取翻转后的工件,运行到OP3、OP4、OP5和OP6机床,将半成品放置在机床内,机床开始加工。
5)两个桁架机械手返回到参考点。
(2)铣削自动生产线 下座板铣削自动生产线承担下座板底部四方、上部侧面的铣削加工以及上下料工作。运行过程动作如下(一个机械手):
1)机械手运行到OP1机床,抓取OP1机床内半成品,机床内部清洁,机械手运行到回转台,将工件放置在回转台上,工件回转90°。
2)机械手运行到上料仓抓取毛坯工件,放置在OP1机床内,机床开始加工。
3)机械手运行到OP2机床,从机床内抓取半成品,机床内部清洁,机械手运行到翻转台。将工件放置在翻转台上,对工件进行翻转。
4)机械手运行到回转台,抓取回转后的半成品,运行到OP2机床,将半成品放置在机床内,机床开始加工。
5)机械手运行到OP3机床,从OP3机床内抓取成品,机床内部清洁,运转到下料仓,将成品放置在下料仓。
6)机械手运行到翻转台,抓取翻转后的半成品,放置在OP3机床内,机床开始加工。
7)机械手返回上料仓。
4. 结语
下座板自动生产线实现自动化不仅可以降低制造成本,还可以提高产品质量。经过实践证明该生产线是具有先进性和科学性的,生产线的加工质量相对稳定,有助于改善劳动及生产条件,并且优化生产作业环境。但是需要将人、机、物等各方面协同好,并且将各种因素和条件考虑到位。尽可能优化自动化生产线的生产节拍,使整个自动化系统中的机械手、传输系统及控制系统等能够协调稳定运行。
自动化生产线的效率由投入的自动化装备的类型和运行的可靠性、稳定性、故障率及产品的批量品种等所决定。一条下座板自动化生产线可节省16个人力,如果生产线能够可靠稳定运行,自动化的效率可以得到保证,产生的收益也是相当可观的。
猜你喜欢
青少年科技博览(中学版)(2023年5期)2023-06-26 09:39:12
设备管理与维修(2022年21期)2022-12-28 07:34:28
橡塑技术与装备(2021年13期)2021-07-16 05:29:32
凿岩机械气动工具(2020年1期)2020-04-10 03:29:30
制造技术与机床(2019年11期)2019-12-04 05:50:48
橡塑技术与装备(2018年14期)2018-07-20 03:21:58
制造技术与机床(2017年4期)2017-06-22 11:17:56
国防制造技术(2016年3期)2017-01-09 05:20:01
通信电源技术(2016年1期)2016-04-16 04:57:29
石油化工建设(2015年6期)2015-12-01 04:17:26
