
基于UG/NX11的数控铣削后置处理
2020-04-24 05:24:52安徽工业职业技术学院安徽铜陵244000程启森
金属加工(冷加工) 2020年3期
■ 安徽工业职业技术学院 (安徽铜陵 244000) 程启森
■ 京东方光科技有限公司 (江苏苏州 215000) 徐玉芳
数控加工中数控铣削所占比重较大,涉及航天航空、国防军工、汽车、家电、轨道交通设备、工程机械和农业机械等领域。在实际生产中得到最简便、最合理的数控加工程序尤为重要,目前数控铣削编程有很多基于CAD/CAM软件的自动编程,自动生成的数控加工程序是否和车间机床匹配,将涉及到自动编程后置处理的研究。目前后置处理设置方法很多,但设置过程复杂且比较零碎,没有一个完整且简便快捷的设置方法。
1. UG/POST构建器
UG/POST使用TCL语言和几个文件,把UG的内部刀具轨迹翻译成数控程序,抽取内部刀轨的信息,按照一定的格式输出。这些文件可以很方便地通过TCL语言进行定义,可以使用POST Builder创建这些文件,不需要掌握TCL语言的知识,就可以使用POST Builder的图形窗口进行创建再完成处理工作,生成后处理的各项文件。
通过使用灵活的P O S T Builder,可以定义各种语句格式,很容易地控制数控程序的输出顺序,包括程序头、操作头、操作尾、程序尾及换刀和固定循环等。使用POST Builder创建后处理的工作流程如图1所示。
2. 创建的处理器增加的新功能
本文以XH714D三轴联动加工中心、配备FANUC 0i mate数控系统为例研究和分析,创建的后置处理新增功能为:①修改合适的程序头格式。②在POST Builder中设置自动换刀,并添加刀具基本信息。③设置加工中心换刀程序。④在程序尾显示加工时间。⑤设置程序结束指令为M30。⑥设置保存到指定文件夹。
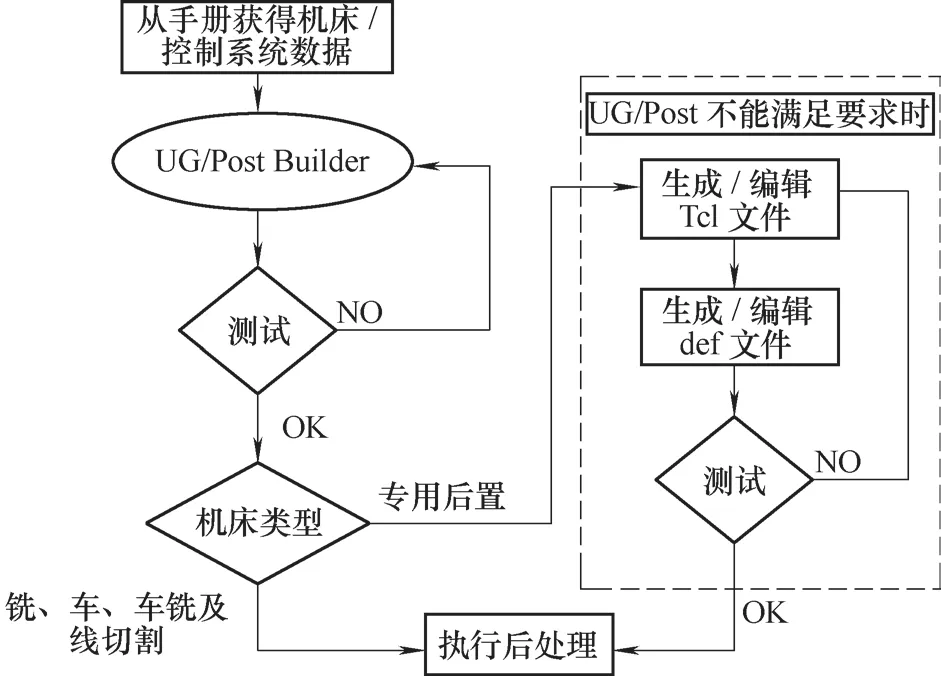
图1 使用Post Builder创建后处理的工作流程
3. FANUC 0i mate后置处理器创建
(1)启动Post Builder 选择[开始]→[程序]→[UG NX11]→[加工工具]→[后置处理构造器]命令,即可启动Post Builder。
用户可以新建一个后处理器,也可以打开一个已存在的后处理文件进行编辑。机床选择“铣床”,控制器选择“D:/ProgramFiles/UGS/NX6.0/MACH/resource/postprocessor/mill3ax.pui”,如图2所示。

图2 创建新处理器
(2)设置NC程序的起始格式 在NX/后处理构造器界面中选中“程序与刀轨”,如图3所示。
在左侧窗口中选择“程序起始序列”,在右侧窗口中选择MOM_set_seq_on,单击鼠标右键删除该项。该项目删除后,程序中不再出现程序段号,可以根据实际情况决定是否删除该项。单击G40、G17、G90和G71,右击G71→更改单元→用户表达式→输入“54”,添加G80、G49,如图4所示,单击“确定”按钮,返回主界面。
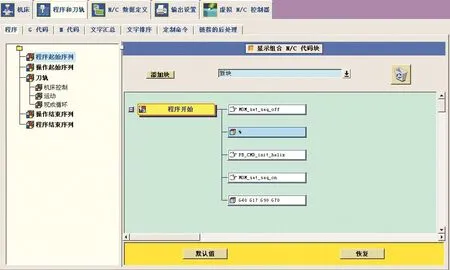
图3 程序与刀轨
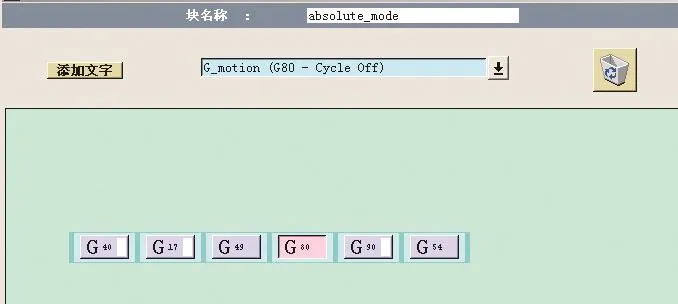
图4 程序头格式
(3)设置操作起始处的格式 在左侧窗口中选择“操作起始序列”,单击右侧窗口中“刀轨开始”下面的start_of_operation_force_addresses,在弹出的“定制命令”对话框中将“fourth_axis fifth_axis”选中,右击选中“剪切”,将这些内容删除,单击“确定”按钮,接受更改。
(4)添加注释 在右侧窗口中选择“运算程序信息”,再选择“添加块”,并将其拖到“刀路开始”下,在弹出的“运算程序信息”对话框中输入“$mom_path_name TOOL:$mom_tool_name”,单击OK按钮返回。
(5)设置加工中心换刀格式 删除“自动换刀”下面的“G91G28Z0.0” “start_of_alignment_character” “end_of_alignment_character”和“T”四个项目,在“T M06”上方添加“M05”。
(6)设置刀轨 点击左侧“刀轨”下面的“运动”,点击右侧“圆周运动”,弹出“圆周运动”对话框,选中“K”删除。单击“确定”按钮,返回主界面。
(7)设置程序结束 在左侧窗口中选择“程序结束序列”,在M02上面添加M05和M09两个块,单击右侧窗口中“程序结束”下面的“M02”,右击鼠标将M02修改成M30,删除“程序结束”下面的MOM_set_seq_off。
(8)输出加工时间 ①在程序尾加上所需要的加工时间,可以知道编制的程序实际需要的加工时间,以便有针对性地修改,使得加工程序更加合理,提高零件加工效率。建立一个用户自定义命令,输入如图5所示内容,将用户命令加到“程序结束序列”节点中。②在程序头输出加工时间,一般情况下客户只能在程序结束处通过mom_machine_time输出加工时间,Post Builder在后处理计算加工时间时需要累积一步一步的刀具运动,只有全部的刀具运动结束,才能计算总的加工时间,如图6所示。建立一个用户自定义命令,输入如图7所示内容。将用户命令加到“程序结束序列”节点中。
(9)后置到指定文件夹 在Post Builder中进行后置处理时,可以自动将处理出来的NC程序放到指定文件夹下,这样避免了每次保存NC程序时选择保存路径,节省了时间。建立一个用户自定义命令,输入如图8所示内容。其中,"D :\ug\"可以修改为用户自定义目录。将用户命令添加到“程序结束序列”节点的“程序结束”中,即可。
(10)程序段号设置 点击“N/C数据定义”,进入数据定义界面,选中“其他数据单元”,将序列号中的序列号开始增加值和序列号增量都设置为2。这样生成程序的程序段号从2开始,并且每行程序段号以2递增,方便程序检索。

图5 定制命令
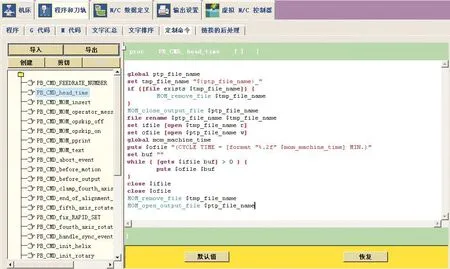
图6 程序头输出加工时间

图7 用户自定义命令
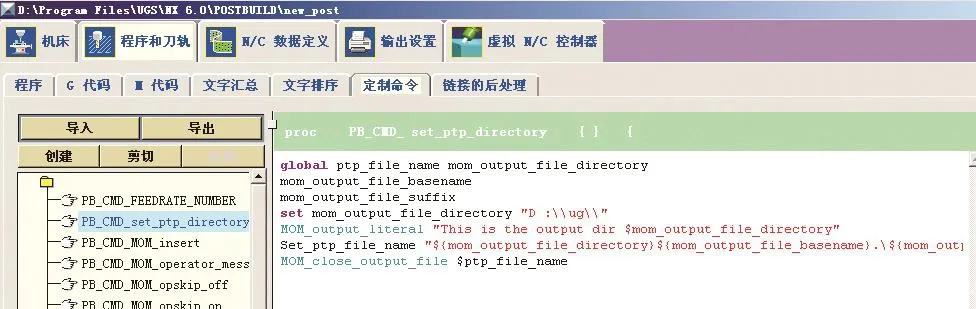
图8 后置处理定制输出路径的用户命令
(1 1)保存后置处理文件 设置好所有参数后,在文件(F i l e)下拉菜单中选择保存(Save)选项或单击“保存”图标,指定保存路径为D:/ProgramFiles/UGS/NX6.0/MACH/resource/postprocessor。
(12)在UG中融入新建的后置处理文件 新建的后处理文件不会主动地进入处理器中,为了在UG后处理中找到新建的文件,必须把新产生的文件添加到模板文件中。可通过两种方法实现:
1)在Post Builder主菜单中选择“实用程序”,在其下拉菜单中要选取“编辑模板后处理数据文件”。在弹开的“Install Posts”对话框,选择NEW按钮,在打开的对话框中选择刚创建的XK714D.pui,则在“Install Posts”对话框中将增加一行,点击OK按钮保存并覆盖原文件,即可把XK714D.pui后处理文件加入UG中。
2)在U G加工模块中,选择“工具”菜单,单击“安装N C后处理器”,在打开的选择后处理器对话框中,按D:/ProgramFiles/UGS/NX6.0/MACH/resource/postprocessor路径,选择XK714D.pui文件打开,然后依次弹出对话框,依次单击“是”和“全部”,即可把XK714D.pui后处理文件加入UG中。
4. 加工程序比较
通过比较各自生成的数控加工程序,新建后置处理器生成的数控加工程序能够满足加工生产需要,使数控自动编程更轻松和高效,避免了一些错误出现,如图9所示。
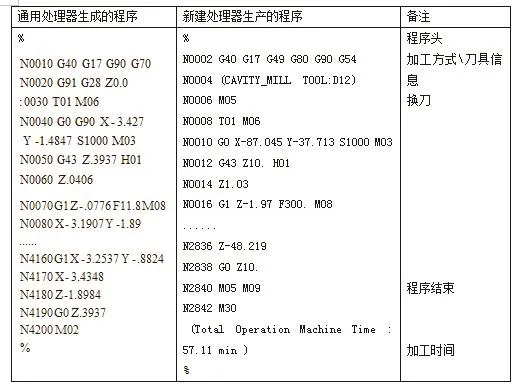
图9 新建后置处理器和通用后置处理器生产的加工程序比较
5. 结语
本文结合实际工作经验,研究和总结出后置处理简便完整的设置方法,在生产中可以根据数控系统设置相应的后置处理器,使得生成的程序适合该数控系统,缩短了修改程序的时间,也避免了修改程序时出错,提高了生产效率,同时也降低了废品率,甚至可以减少加工事故。
猜你喜欢
今日农业(2020年20期)2020-12-15 15:53:19
网络安全和信息化(2020年1期)2020-01-15 07:12:02
制造技术与机床(2019年12期)2020-01-06 03:18:24
中学科技(2018年12期)2018-12-19 11:22:28
能源(2018年10期)2018-12-08 08:02:48
环境科技(2016年4期)2016-11-08 12:19:04
国际感染病学(电子版)(2016年2期)2016-03-09 04:35:56
能源(2016年10期)2016-02-28 11:33:30
中国交通信息化(2014年6期)2014-06-05 03:12:06
汽车与新动力(2013年3期)2013-03-11 16:08:03
