
数控车床搭载Baruffaldi动力刀塔结构分析与应用
2020-04-23 11:12沈阳机床股份有限公司辽宁沈阳110142潘明臣
金属加工(冷加工) 2020年4期
■沈阳机床股份有限公司 (辽宁沈阳 110142) 潘明臣
目前工业自动化发展迅速,而装备制造业作为工业的核心产业,其发展水平标志着国家的科技水平、经济实力以及国防实力,国际市场的总体竞争归结到底是各国装备制造业的竞争。数控技术和数控机床为装备制造业的母体,其技术的优劣直接决定了我国装备制造业发展的水平,所以大力发展数控技术及数控机床是提高我国综合实力的重要途径。复杂且精度要求高的零件成为数控机床加工的难点,我国现有机床针对这些零件的加工现状:一是采用加工中心工作平台加工,此种加工手段虽能保证精度,但是设备的初期采购成本相当高,除了国家项目外,民营企业一般无法承担购买费用;二是采用多种机床分序加工,比如一种法兰盘类件毛坯到成品的加工,数控车床只能完成外圆、端面和内孔的加工工序,而分度圆上的孔或槽只能拆卸后装夹在钻床或者铣床上加工,需占用多台设备,对于一些民营企业,厂房的占地成本也需要考虑,而且更换设备二次装夹造成的累积误差无法避免。如单独使用数控车床搭载动力刀塔既能满足各工序的复合切削,又能节约设备购买成本,还能减少设备的占地成本。
1. Baruffaldi动力刀塔的结构分析
Baruffaldi动力刀塔国内称为巴拉法蒂动力刀塔,是意大利进口高精度机床部件,在金属切削领域已是成熟产品,下面对其中一种型号——TBMA250卧式动力刀塔(见图1)进行结构分析。
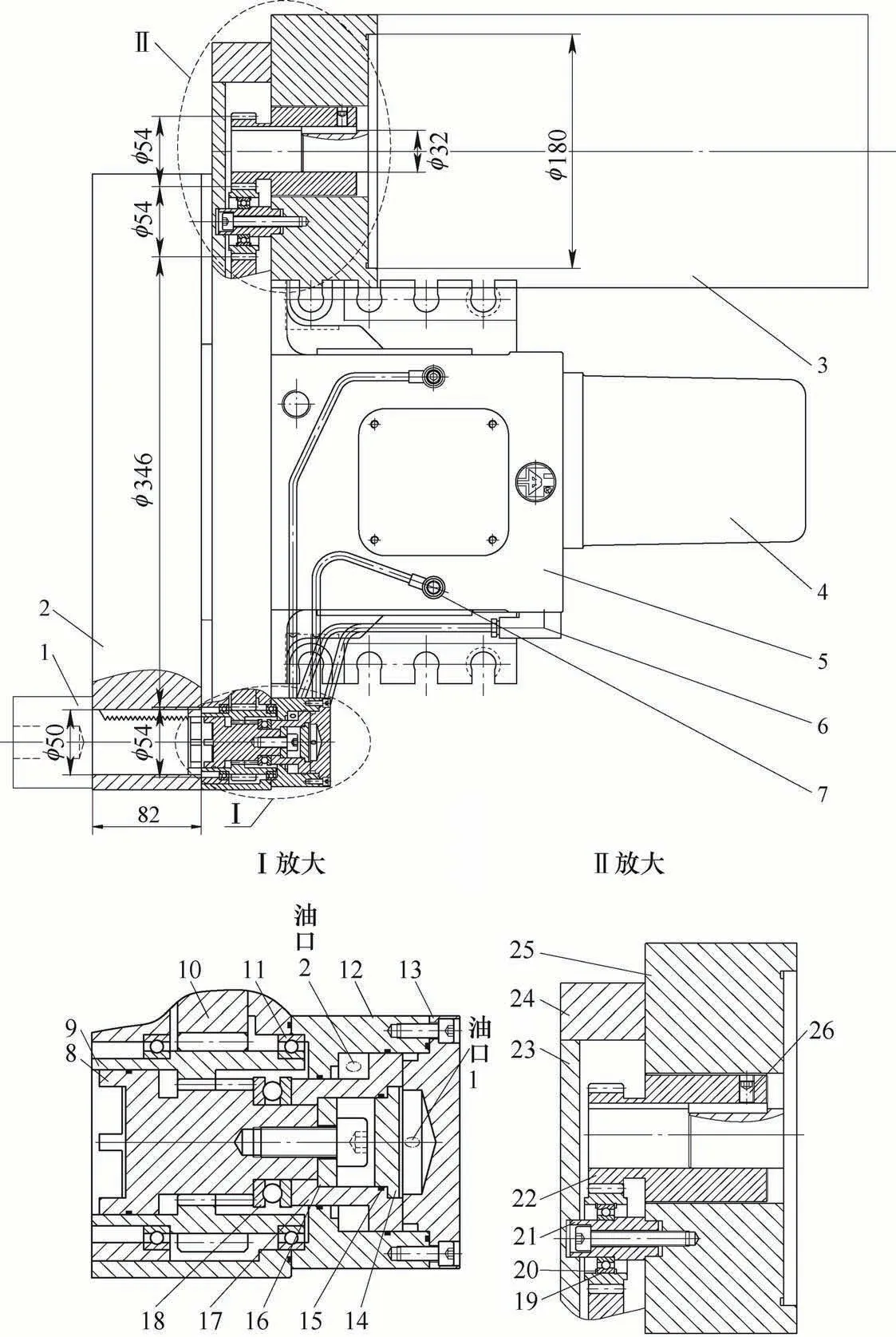
图1 刀塔结构
工作原理:刀塔本体5为载体,通过后端的刀盘旋转驱动马达4联接本体内部的传动轴实现刀盘转位并锁紧,而驱动马达靠数控系统进行控制。动力刀塔与传统的刀塔相比,其强大的功能优势在于其增加了加工工位的铣削功能,传统刀塔在刀盘2锁定状态时,加工工位刀座整体与刀具是固定不动的,而动力刀塔加工工位通过铣削轴驱动部件(见图1中II视图)带动铣削轴离合器部件(见图1中I视图)。动力源为铣削轴驱动电动机3,该电动机固定在电动机座25上,电动机座与刀塔本体相连固定,法兰24和盖板23联接在电动机座上防止灰尘和水等杂物进入传动部分,电动机轴通过传动齿轮22联接到销轴21上的齿轮,并由紧定螺钉26周向固定,销轴上的齿轮由其上的深沟球轴承19作径向支撑并由两侧的挡圈20作轴向固定,再由刀塔中心大齿轮10过渡传递到套齿轮9,最后再由套齿轮传到离合器8上,离合器前端爪与刀座1啮合时形成刀具的转动。总传动比i=i1×i2×i3=1∶1,其中i1=54/54;i2=54/346;i3=346/54,这样既不损失转速也能保持一定的输出转矩。套齿轮由两组角接触球轴承11支撑,离合器轴向移动并在啮合时与刀座同时旋转需要推力球轴承18提供支撑,其移动机构由其后端的活塞17与活塞缸12通过液压油的作用实现,离合器由垫块通过中心螺钉与活塞紧固,当油口1通过离合器控制油管7注入液压油并保持一定压力时,油推动盖板14联接活塞和离合器一起向左移动,使离合器爪与刀座爪联接,与驱动电动机实现同步传动,此时该位置通过信号控制电缆反馈给数控系统,如果此过程啮合不到位,数控系统接收不到信号,则系统报警;反向则由油口2通过控制油管注入液压油并保持一定压力时,推动活塞向相反方向移动,完成离合器与刀座的脱离,同时该位置也通过信号控制电缆反馈给数控系统,原理同上,此时刀盘可以转动实现换工位,油路密封均采用密封圈15。整个刀塔功能性完整且结构紧凑,定位精度能达到±4s,相邻工位转位时间0.12s,远优于国内刀塔。
2. 动力刀塔复合加工的应用
以目前我厂生产的数控车床搭载此刀塔可完成复合切削,以用户样件阀门法兰盖(见图2)为例,材质45钢,分析校核加工参数并完成铣削轴驱动电动机的选型。
(1)车削加工方式 此动力刀塔可进行阀门法兰盖端面、外圆和内孔车削。此时铣削轴驱动电动机不工作,主轴旋转,刀架所受切削力由刀座和刀盘承担,这与传统液压或电动刀架一样。
(2)铣削加工方式 阀门法兰盖上6个均布、直径为22mm的通孔右端面需要铣削加工,直径244~310m m范围,深度2m m,此时传统的车削方式不能满足加工需求,这时动力刀塔的铣削轴发挥作用,主轴定位并抱死后,铣削轴介入。根据加工参数计算铣削轴需求功率:P=0.00064Kpd00.27ae0.85fz0.75apzn/ η=0.00064×1×160.27×0.80.95× 0.20.75×2×3×5001.15/0.75= 3.3(kW)。(式中各参数值查加工工艺手册得出,其中硬质合金刀具修正系数Kp=1;铣刀直径d0=16m m;侧吃刀量ae=0.8mm;每齿进给量fz=0.2mm/z;背吃刀量ap=2mm;铣刀齿数z=3;铣削轴转速n=500r/min;机械部件传动效率η=0.75)。
根据加工参数计算切削力:F=CFKFap0.86f0.72d0-0.86z ap= 669×1×20.86×0.20.72×16-0.86× 3×2=210(N)。(式中各参数值查加工工艺手册得出,其中工件及铣刀类型系数CF=669;刀具修正系数KF=1)。
则铣削轴需提供转矩T = FR=210×0.008=1.68(N·m)。
(3)钻削加工方式 阀门法兰盖6个均布直径为22mm的通孔需要钻削加工,同样主轴定位并抱死后,铣削轴介入。根据加工参数先计算铣削轴需求转矩:T=5.87d02fσb0.7=5.87×222×0.15× 4000.7=28.2(N·m)。需求功率P=T v/(30d0η)=28.2×35/(30×22×0.75) =1.99(kW)。(式中各参数值查加工工艺手册得出,其中硬质合金刀具直径 d0=1 6 m m ; 进 给 量f = 0.15mm/r;力学性能σb=400MPa; 切削线速度v=35m/min)。
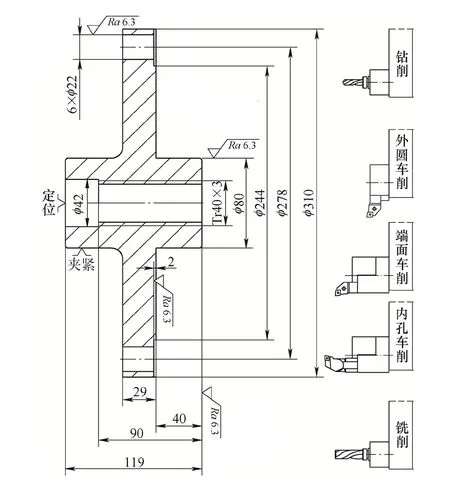
图2 加工示意
经过计算校核,选取铣削和钻削中功率和转矩最大值,再结合伺服电动机选型样本选择FANUCαil6/10000,额定功率5.5kW,额定转矩35N·m,满足加工要求。
3. 结语
当今世界机床市场正朝着高效、多功能方向发展,通过分析Baruffaldi动力刀塔的结构及其应用,得出其优点:①加工复杂零件时减少了装夹次数且提高加工精度,减少了繁琐的人工操作,解放了劳动力。②减少了加工件的周转时间和设备的占地面积,有效节约了成本。本文为国内数控机床面向未来发展提供了参考,类似动力刀塔如在国内批量生产可提高车削中心及相关设备的整体竞争水平,满足国内外市场需求。
猜你喜欢
建筑与预算(2022年5期)2022-06-09
汽车维修与保养(2021年12期)2021-03-08
汽车维修与保养(2020年10期)2021-01-22
制造技术与机床(2019年12期)2020-01-06
制造技术与机床(2018年9期)2018-09-19
制造技术与机床(2017年4期)2017-06-22
汽车维修技师(2017年9期)2017-02-04
汽车维修与保养(2015年12期)2015-04-18
汽车维修与保养(2015年2期)2015-04-17
制造技术与机床(2015年10期)2015-04-09
