铁观音茶渣可溶性膳食纤维提取工艺的优化
2020-04-22 06:05:52洪燕婷
贵州农业科学 2020年3期
洪燕婷
(黎明职业大学 材料与化学工程学院, 福建 泉州 362000)
我国是种茶、产茶大国,国人亦喜爱喝茶,茶叶中含有蛋白质、氨基酸等人体必需的营养物质,以及茶多酚、茶多糖、咖啡碱等功能性物质[1]。其中乌龙茶铁观音是我国六大茶类中的佼佼者,原产福建安溪,后在闽南、闽北、广东、台湾等地盛产,以优异独特的品质闻名中外[2]。而随着茶产业链的发展和不断升级,速溶茶、茶饮料和茶多酚等产品的迅速增长,在茶叶采摘、加工和使用过程中产生大量的废弃茶渣[3],这些茶渣通常被直接丢弃,造成巨大的资源浪费。茶渣的再利用是茶加工产业重点关注的问题之一。目前,对茶渣的利用研究有将其用作肥料[4]、饲料[5],对茶渣成分如蛋白质[6]、茶多酚[7]和膳食纤维[8]等进行提取,或对其改性并开发成吸附剂和净水剂[9]等。茶渣中残留有丰富的营养物质,尤其是纤维素。有研究表明,铁观音茶渣的粗纤维含量高达19.1%,可作为膳食纤维应用到食品领域中,具有加快人体新陈代谢、调节改善机体内部环境和预防心血管疾病等作用[10]。而膳食纤维按照溶解性又可分为可溶性膳食纤维(Souluble Dietary Fiber,SDF)和不可溶性膳食纤维(Insoluble Dietary Fiber,IDF)[11]。其中,SDF具有预防心血管疾病、减少胆结石形成和帮助减肥等多项功能[12]。目前,提取SDF的主要手段包括生物酶法[13]、物理法[14]、化学法[15]和复合法[16]等,茶渣在食品领域再利用的一个重要方向正是提取利用其膳食纤维,提高SDF提取量。提高SDF溶出量的重要方法之一是让纤维素大分子组分连接断裂转变相对小分子成分,使部分IDF转换成SDF;挤压膨化技术则可以利用高温高压高剪切力的内部环境,使物料在挤出到常温常压的外部瞬间改变分子内部结构和性质[16]。为此,以福建盛产的安溪铁观音产生的茶渣为原料,采用挤压膨化进行改性提高SDF提取量,以SDF溶出量为检测指标,采用二次回归旋转正交法优化探索挤压膨化法改性工艺,以期为茶渣的开发利用提供参考。
1 材料与方法
1.1 材料
铁观音茶,泉州市安溪县崇德茶叶有限公司。
试剂:95%乙醇(分析纯),西陇化工股份有限公司;食用花生油,山东鲁花集团有限公司。
仪器:JYL-C020型双螺杆挤压机,九阳股份有限公司;HHS型电热恒温水浴锅,上海博讯实业有限公司医疗设备厂;AL104-IC型电子天平,梅特勒-托利多仪器(上海)有限公司;TG16-WS型台式高速离心机,湖南湘仪实验仪器制造有限公司;SHB-Ⅲ循环水式多用真空泵,郑州长城科工贸有限公司;GZX-914MBE电热鼓风干燥箱,上海博讯实业有限公司医疗设备;BL-500A型高速多功能粉碎机,浙江省康市松青金厂。
1.2 方法
1.2.1 原材料预处理 购买铁观音茶叶模拟生活中泡茶的实际操作制备茶渣,将铁观音茶叶以1∶30加入90℃水中,浸泡15 min后过滤取茶渣,重复浸泡3次,将所得茶渣放入烘箱110℃烘干至恒重,粉碎、过40目筛后烘箱80℃烘干至恒重,装入密封袋备用[13]。
1.2.2 茶渣的挤压膨化改性单因素试验 茶渣挤压膨化工艺流程参考袁根良[14]的方法。
1) 物料水分。固定挤压膨化机喂料螺杆转动频率为20 Hz,挤压温度70℃,螺杆转速15 Hz,以SDF溶出量为指标,研究物料水分含量分别为20%、25%、30%、40%、50%和60%对铁观音茶渣挤压膨化改性效果的影响。
2) 挤压温度。固定挤压膨化机喂料螺杆转动频率为20 Hz,物料水分含量50%,螺杆转速15 Hz,以SDF溶出量为指标,研究挤压机主机温度与辅机温度分别为55℃、60℃、65℃、70℃、75℃和80℃对铁观音茶渣挤压膨化改性效果的影响。
3) 螺杆转速。固定挤压膨化机喂料螺杆转动频率为20 Hz,物料水分含量50%,挤压温度70℃,以SDF溶出量为指标,研究螺杆转速分别为9 Hz、11 Hz、13 Hz 、15 Hz 、17 Hz和19 Hz对铁观音茶渣挤压膨化改性效果的影响。
1.2.3 挤压膨化改性工艺条件的优化 基于单因素试验结果,以铁观音茶渣SDF溶出量为指标,以物料水分(X1)、挤压温度(X2)、螺杆转速(X3)为变量因素进行三因素二次旋转正交优化设计优化挤压膨化改性铁观音茶渣的工艺条件,共23组试验,每组3次平行。其因素水平见表1。
表1茶渣SDF提取的二次回归旋转正交试验因素及水平
Table 1 Factors and levels of quadric regression rotation orthogonal design for SDF extracted from tea residue
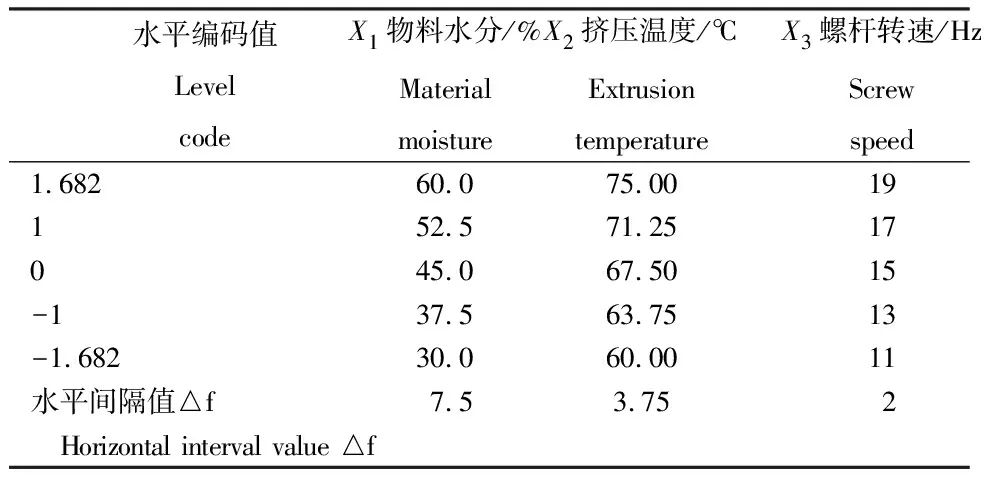
水平编码值Level codeX1物料水分/%Material moistureX2挤压温度/℃Extrusion temperatureX3螺杆转速/HzScrew speed1.68260.075.0019 152.571.2517 045.067.5015 -137.563.7513 -1.68230.060.0011 水平间隔值△f7.53.752 Horizontal interval value △f
1.2.4 SDF溶出量的测定 铁观音茶渣SDF溶出量测定参考黄茂坤[11]并做适当修改,茶渣→粉碎→过筛(40目)→烘干至恒重→称取样品(2 g)→加30 mL蒸馏水→60 ℃水浴加热3 h→离心取上清液→再加入10 mL蒸馏水→再离心取上清液→加4倍上清液95%乙醇→静置12 h→抽滤→80℃烘干至恒重→计算SDF溶出量。
式中:M1为4倍上清液体积95%乙醇抽滤后重量(恒重);M2为滤纸重量(恒重);M0为原料重量(恒重)。
1.2.5 功能性质分析 参照文献[17],分别对茶渣及改性后的膳食纤维的持油力、持水力进行检测。
1.3 数据分析
采用DPS数据处理系统对试验数据进行分析。
2 结果与分析
2.1 不同因素对茶渣SDF溶出量的影响
从图1看出不同物料水分含量、挤压温度和螺杆转速的茶渣SDF溶出量变化。
2.1.1 物料水分 挤压是一个高温高压高剪切力的反应历程,对物料含水量要求较高,适当的水分可使纤维素分子湿润、膨胀,便于物料输送和挤压,同时可控制机腔内挤压和剪切力的大小,有助于纤维素在外力作用下的打开、断裂及重组[16]。在试验范围内,随着物料水分增多,铁观音茶渣SDF溶出量先增后减。在物料水分为50%时,茶渣SDF溶出量最高,为4.26%。在挤压过程中当茶渣水分较少时,达不到挤压温度下的饱和蒸汽压,挤出时水分急剧蒸发不明显,茶渣无法充分膨胀,且物料干涩摩擦大易堵塞烧焦;若低于熔体形成所需最低水分含量水平,物料无法向熔融状态转换,SDF溶出量自然少;而水分过多时,由于茶渣本身干涩,水分起到了润滑剂作用降低了茶渣间的摩擦力,茶渣在机腔内受到的挤压和剪切力变小,纤维高聚物不易发生断裂,造成铁观音茶渣SDF溶出量减少。
Fig.1 SDF dissolution quantity extracted from tea residue under different material moisture, extrusion temperature and screw speed
2.1.2 挤压温度 在挤压过程中,受高温、高压、高剪切力的影响,茶渣中膳食纤维分子间化学键裂解,分子的理化特性改变,溶解性增大,SDF溶出量增多[13]。铁观音茶渣SDF溶出量随着挤压温度的升高呈先增后减趋势,在挤压温度70℃时,茶渣SDF溶出量最高,为4.20%。究其原因:适宜的挤压温度可促进不溶性大分子物质熔融、断裂,使立体微孔网状结构中的亲水基团暴露增多,当挤压温度过低时,不利于大分子物质的切断和亲水基团的暴露,使得SDF溶出量不高;但若挤压温度过高,物料在机腔中易焦化和团聚,从而降低SDF含量。
2.1.3 螺杆转速 在挤压膨化过程中螺杆转动时产生强烈的摩擦、碾压和剪切作用使纤维素被微粒化,纤维分子间化学键断裂,有助于IDF向SDF转化,从而提高SDF溶出量[16]。在试验范围内,随着螺杆转速加快铁观音茶渣SDF溶出量逐渐提高,在螺杆转速17 Hz时达最高,为4.21%,之后随螺杆转速增快,茶渣SDF溶出量反而减少。原因可能是螺杆转速过快使物料在套筒里的时间过短无法得到充足混合、碾压、剪切和挤压,同时机筒与螺杆间的剪切摩擦热增加,茶渣易受热不均匀,甚至部分茶渣焦化,导致其SDF溶出量降低。
2.2 二次正交旋转组合优化分析
2.2.1 二次正交旋转组合方程的建立与检验 从表2可知二次回归旋转正交优化试验结果。对其进行拟合,得到各变量因素对响应值的回归方程如下:
Y=4.994 54-0.065 60X1-0.150 71X2+0.061 51X3-0.007 77X12+0.064 71X22-0.006 00X32+0.091 25X1X2-0.096 25X1X3+0.041 25X2X3
表2二次回归旋转正交试验各处理茶渣SDF的溶出量
Table 2 SDF dissolution quantity extracted from tea residue of different treatments by quadric regression rotation orthogonal design

试验号Test No.X1物料水分/%Material moistureX2挤压温度/℃Extrusion temperatureX3螺杆转速/HzScrew speedSDF溶出量/%SDF dissolution amount11114.96211-14.8731-114.9041-1-15.145-1115.046-11-14.737-1-115.518-1-1-15.209-1.6818005.06101.6818004.89110-1.681805.451201.681804.911300-1.68184.8714001.68185.09150004.96160005.05170004.96180005.05190005.03200005.04210004.95220004.96230004.95
经检验,失拟项F1(失拟均方/ 误差均方)在α=0.05和α=0.01水平上都不显著,且F2(回归均方/剩余均方)=27.35>F1=1.59,在α=0.01水平上回归项F2极显著,表明建立的模型方程与试验数据的配合可行。且通过F3检验,F3(回归均方/误差均方)=34.05>F2=1.59,达极显著水平,进一步确定所得回归方程可靠。
根据检验结果,剔除不显著项后,简化回归方程得:
Y=4.994 54-0.065 60X1-0.150 71X2+0.061 51X3+0.064 71X22+0.091 25X1X2-0.096 25X1X3+ 0.041 25X2X3
从表3可知,各单因子对铁观音茶渣中SDF溶出量的影响依次为挤压温度(X2)>物料水分(X1)>螺杆转速(X3),且3个因素的影响都达极显著水平;铁观音茶渣SDF溶出量与物料水分、挤压温度、螺杆转速的相关系数(R2)为0.949 8,表明该数学模型3个因素对提取率的影响占94.98%,而其他因素的影响和误差占5.02%。
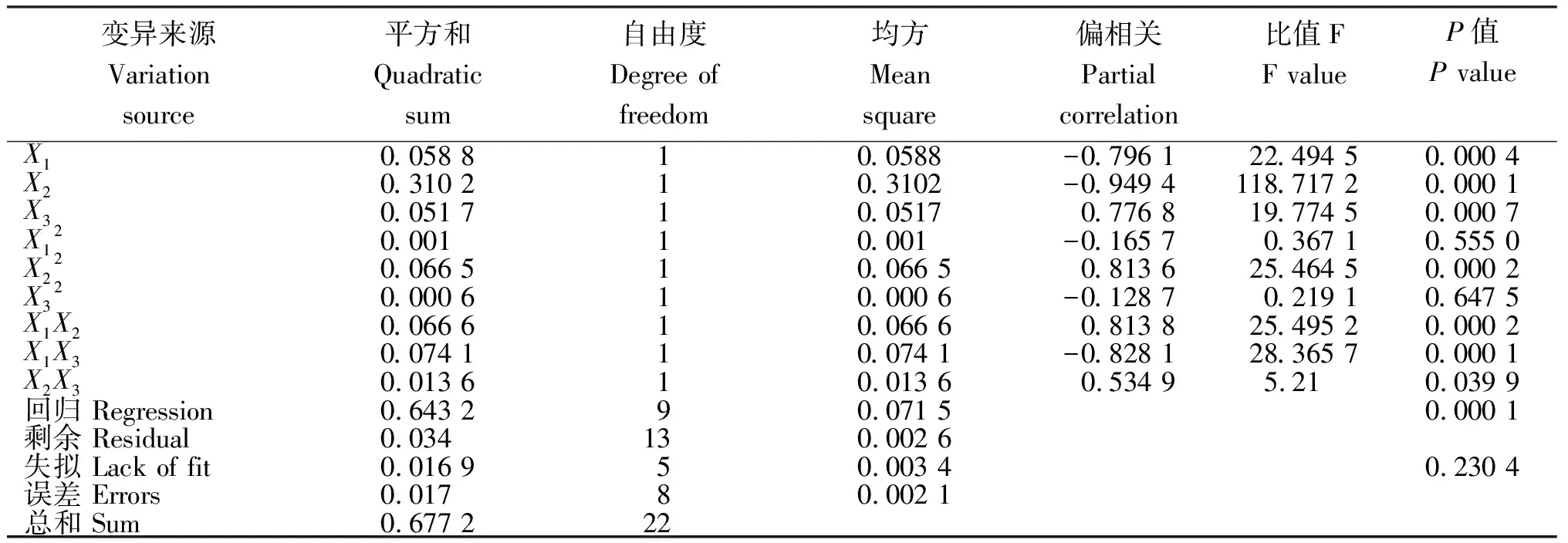
表3 试验结果方差分析
2.2.3 单因素效应 将其他因素固定在零水平条件下,3个因素的单因素效应方程分别为:
Y=4.994 54-0.065 60X1-0.007 77X12
Y=4.994 54-0.150 71X2-0.064 71X22
Y=4.994 54+0.061 51X3+0.006 00X32
从图4看出,挤压膨化改性铁观音茶渣过程中,SDF溶出量会随着挤压温度的升高而下降后趋于平缓;随物料水分的增多而下降;随螺杆转速的增大而上升。
Fig.2 Effect of different influence factors on SDF dissolution quantity extracted from modified Tieguanyin tea residue by extrusion
2.2.4 交互效应X1X2、X1X3、X2X3的F分别为25.495 2、28.365 7、5.21,P分别为0.000 2、0.000 1、0.039 9,说明3个工艺因素之间都存在交互效应,且物料水分与挤压温度和螺杆转速的交互效应达极显著水平,挤压温度与螺杆转速之间交互作用达显著水平,这与前面单因素分析3个因素影响皆为极显著水平对应,说明若采用挤压膨化改性提高铁观音茶渣SDF提取效果应严格控制物料水分、挤压温度、螺杆转速3个工艺参数。
2.2.5 提取条件的优化及验证 对挤压膨化改性铁观音茶渣SDF溶出量高于5.02%的数学回归模型进行分析,计算在置信度95%下的分布区间为物料水分41.05%~45.29%、挤压温度64.66~66.86℃、螺杆转速14.78~15.95 Hz。取优化后提取条件的平均值方案,则最优提取工艺为物料水分43%、挤压温度67℃、螺杆转速16 Hz,此时铁观音茶渣SDF溶出量为6.06%。按最优工艺对优化结果进行2次验证,实际测量最佳SDF溶出量均值为5.93%,实际值/理论值=0.98,说明模型可信。
2.3 功能性质
经测定,挤压膨化后的铁观音茶渣的SDF溶出量、持水力、持油力比挤压前都有相应的提高。SDF溶出量由1.02%提升到5.93%,持水力由4.48 g/g增加到5.59 g/g;持油力由2.13 g/g增加到3.02 g/g。这主要是经过挤压膨化改性,受到高温高压高剪切力的作用后,茶渣中的纤维结构发生改变,原本位于内部的亲水和疏水基团暴露在外,改善了茶渣与水、油的作用力。
3 结论
采用挤压膨化改性铁观音茶渣,应用二次回归正交旋转组合优化设计方案,建立SDF溶出量与物料水分(X1)、挤压温度(X2)、螺杆转速(X3)的数学回归模型为Y=4.994 54-0.065 60X1-0.150 71X2+0.061 51X3+0.064 71X22+0.091 25X1X2-0.096 25X1X3+ 0.041 25X2X3,确定最优挤压膨化工艺条件为物料水分、挤压温度和螺杆转速分别为43%、67 ℃和16 Hz,此时铁观音茶渣SDF溶出量为5.93%。最优条件改性后的铁观音茶渣膳食纤维持水力为5.59 g/g,持油力为3.02 g/g。通过挤压膨化改性提高铁观音茶渣中的SDF含量,对提高铁观音产业的整体价值、延长其产业链具有一定的意义和商业价值。
猜你喜欢
热带农业科学(2021年8期)2021-12-05 18:46:24
今日农业(2020年18期)2020-12-14 19:08:44
海峡姐妹(2019年11期)2019-12-23 08:42:12
橡塑技术与装备(2018年20期)2018-10-20 02:29:20
橡塑技术与装备(2018年10期)2018-05-18 18:16:44
快乐语文(2016年7期)2016-11-07 09:44:05
凤凰生活(2016年3期)2016-03-08 14:52:56
凤凰生活(2016年3期)2016-03-08 14:52:12
中国质量与标准导报(2014年10期)2014-02-28 22:25:56
机电信息(2014年29期)2014-02-27 15:54:16