涂覆机涂层阀替代雾化喷涂阀的可行性研究
2020-04-18 02:23朱耀文
科技与创新 2020年6期
朱耀文
涂覆机涂层阀替代雾化喷涂阀的可行性研究
朱耀文
(广东美的厨房电器制造有限公司,广东 佛山 528311)
现代电子制造行业常用选择性涂覆机进行PCBA的三防漆涂覆作业[1],但其使用的雾化喷涂阀存在诸多缺点,例如品质不稳定、油雾弥漫等。随着现代工厂对过程品质、EHS的要求越来越高,传统的雾化喷涂阀越来越不能满足需求。在此背景下,提出利用涂层阀替代雾化喷涂阀,并提出相应的关键技术指标和测试方案,按照相应方案进行实际喷涂测试以及测量验证。实验结果表明,涂层阀可以替代雾化喷涂阀。
涂覆机;雾化喷涂阀;涂层阀;替代可行性
常用的雾化喷涂阀由胶量微调、活塞密封圈等11部分组成,其中关键零部件为胶阀母体(以下简称针套)和雾化喷涂阀成形套(以下简称套筒)。
雾化喷涂阀结构如图1所示。

图1 雾化喷涂阀结构图
雾化喷涂阀工作原理如下:气缸驱动胶阀阻断针上下运动,当到达针套头部时,三防漆停止出油;反之,当顶针离开针套头部时,喷枪出油,依此实现待机和工作两种状态切换。雾化喷涂阀工作原理如图2所示。
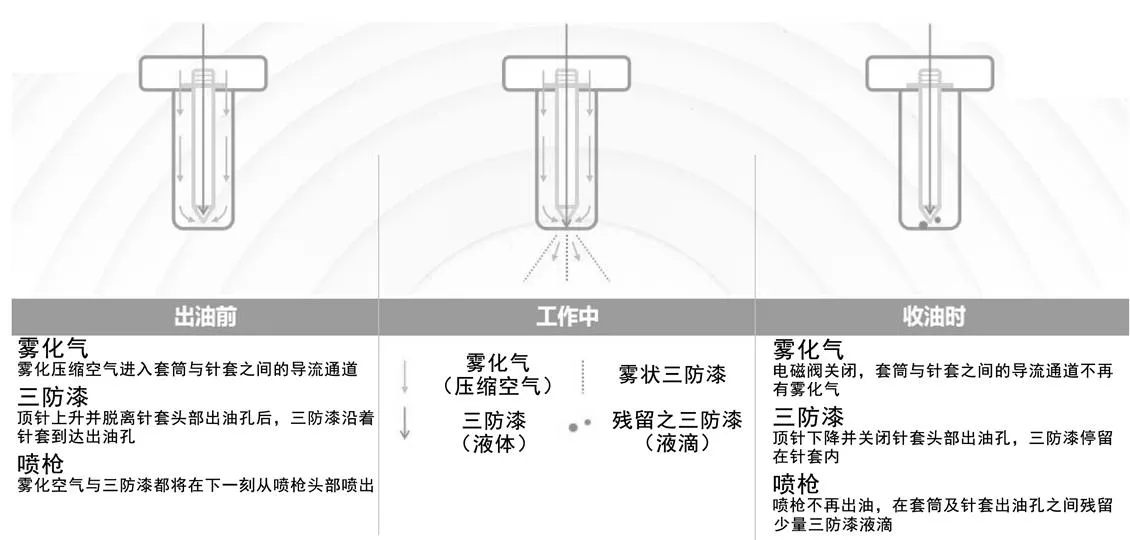
图2 雾化喷涂阀工作原理
1 雾化喷涂阀缺点
雾化喷涂阀的结构特点和工作方式决定三防漆容易在喷枪收油时残留在针套和套筒之间的空间内,日常若得不到有效清理,会出现雾化气通道及油道被堵塞的问题。经走访调研以及与生产厂家的技术交流得知,部分企业基于成本考虑,会采购使用配合精度较差的雾化喷涂阀,若日常保养工作没有做到位,堵塞问题会更加严重。堵塞后的喷枪喷出的三防漆会出现喷涂歪斜、堵枪无油、雾化不良等问题,影响生产效率和产品质量。
堵塞过程如图3所示。
2 改进思路
按照前述喷枪失效原理分析,可以得出以下三种改善方式。
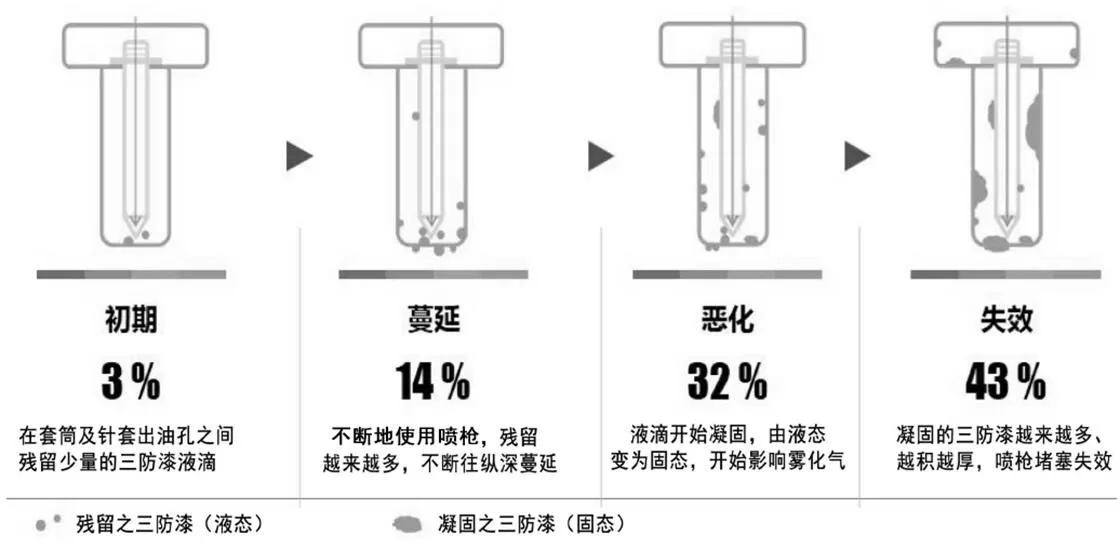
图3 堵塞过程示意图
2.1 喷枪自动清洁
利用压缩空气自动清除残留三防漆。喷枪每次收油后预留一定时间,压缩空气(雾化气)继续工作,以此将针套和套筒内残留的三防漆都清除出去,避免堵塞。此方案需要规避清枪时从喷枪吹出的残留物溅落到PCBA上,造成品质 不良。
2.2 隔离气液通道
雾化气和三防漆的导流通道各自独立。只要雾化气(压缩空气)通道没有被堵塞,喷枪则不会出现劣化问题,而三防漆是堵塞雾化气的一大来源。从雾化喷涂阀的结构上分析,雾化气和三防漆的导流通道是共通的,因此将两者单独隔离,可从源头上消除堵塞的问题。
2.3 取消雾化功能
采用无雾化结构的喷枪。取消雾化功能,气体导流通道堵塞问题迎刃而解(因为不需要雾化了)。无雾化结构的喷枪,其中一种即为涂层阀。与雾化喷涂阀不同,涂层阀喷出的三防漆呈现水帘状,所以又称为水帘阀。涂层阀喷涂效果如图4所示。
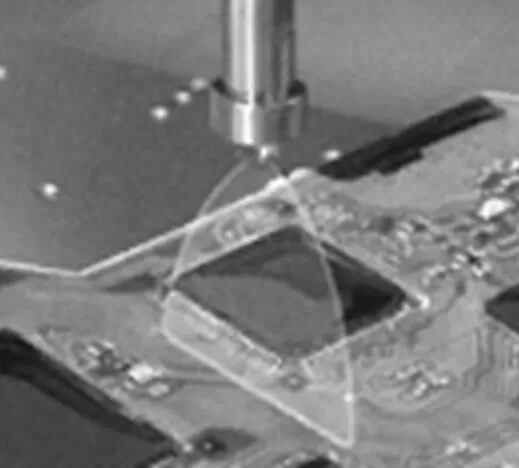
图4 涂层阀喷涂效果图
3 替代可行性分析
对于三防漆涂覆工序而言,关键指标包括喷涂轨迹的宽度以及涂层厚度[2],两者的稳定性是衡量喷涂效果的重要指标。喷涂轨迹的宽度可以利用游标卡尺进行测量,涂层厚度则可以通过电子秤进行测量。
3.1 喷涂轨迹宽度的稳定性检验
喷涂轨迹宽度与供液压力以及喷枪高度(喷枪出油口与PCB板面的垂直距离)有关,本次实验设定供液压力为 0.35 MPa,喷枪高度为72 mm,进行20次喷涂实验,用游标卡尺测量轨迹宽度,实验结果如表1所示。
表1 轨迹宽度测量实验
次数测量宽度值/mm次数测量宽度值/mm 136.751135.29 235.611236.69 336.091336.21 435.691435.65 536.631536.16 635.441636.76 736.881735.74 836.561836.72 935.781936.45 1036.832035.18
根据表1可知,轨迹宽度平均值为36.156 mm,最大值为36.88 mm,最小值为35.18 mm,轨迹宽度与平均值之间的最大误差为2.77%,满足生产品质要求。
3.2 喷涂厚度的稳定性检验
喷涂厚度与喷涂速度、供液压力以及喷枪高度有关,由于厚度不方便直接测量,但是可以通过测量出胶的质量稳定性来反映,因此本次实验设定供液压力0.35 MPa、喷涂时间60 s,进行20次喷涂实验,并通过电子秤称重,实验结果如表2所示。
表2 喷涂厚度测量实验
次数测量质量/g次数测量质量/g 169.591168.42 268.961269.37 368.931368.38 468.931467.53 569.441568.81 667.591668.84 767.931768.83 869.111868.44 968.551969.23 1069.242068.67
根据表2数据得知,出胶平均值为68.740 g,最大值为69.59 g,最小值为67.53 g,出胶重量与平均值之间的最大误差为1.79%,满足生产品质要求。
4 结束语
综上所述,随着现代化生产以及过程品质的要求不断提高,对自动涂覆机的使用提出了更高的需求,传统上使用的雾化喷涂阀已经越来越不能满足一线生产所需。本文通过对雾化喷涂阀的解构,提出了使用涂层阀替代的设想,并通过实验检验其关键指标的稳定性,证明其可以替代雾化喷涂阀,提高涂覆工序的过程品质。
[1]鲍秀森,陈红.选择性涂覆工艺研究[C]//电子产品防护技术研讨会,2006.
[2]刘凌钊.多功能选择性涂覆机的研制[D].哈尔滨:哈尔滨工业大学,2018.
2095-6835(2020)06-0058-02
TN405
A
10.15913/j.cnki.kjycx.2020.06.019
〔编辑:严丽琴〕
猜你喜欢
安徽工程大学学报(2021年4期)2021-10-15
新疆有色金属(2021年2期)2021-05-22
中国电气工程学报(2020年5期)2020-10-27
科技创新与应用(2020年29期)2020-10-20
特别健康·下半月(2019年4期)2019-05-09
恋爱婚姻家庭·青春(2019年3期)2019-03-15
汽车维护与修理(2018年14期)2018-08-07
汽车维护与修理(2018年12期)2018-08-07
汽车维护与修理(2018年10期)2018-08-07
神州·上旬刊(2017年6期)2017-08-04