数控钻攻固定环孔专机的研究与夹具设计
2020-04-17 14:53王宝华崔闯
科学与信息化 2020年3期
王宝华 崔闯


摘 要 数控钻攻固定环孔机床就是其中的一种,该设备主要是对汽车固定环零件进行生产开发的。本文通过分析设备的总体设计技术,确定设备的主要部件与夹具设计要求,分析设备的精度要求,最终实现机床的设计,保证零件的加工需求。
关键词 总体设计;部件与夹具设计;精度
1 总体设计
数控钻攻固定环孔设备需要满足零件加工中可以两个主轴同时同步运动,工件在夹具两端都可以运动,并且机床的x、y、z轴直线运动。机床的主要组成部分有机械单元、控制面板、驱动单元、PLC等,具体总体设计要求如下:
(1)机床由双主轴箱、两个刀库、两个主机共用一个床身,六个进给箱组成,并且床身刚度高。采用专用夹具的工作台,液压控制系统实现辅助加工;
(2)机床控制系统采用CNC系统,由控制、驱动、测量组成,实现对机床点位控制和轨迹的控制。对不同指令可以实现不同方式的信息处理,设备的基本控制和限位得到满足。
数控钻攻固定环孔设备总体布局图如图1.1[1]。
2 部件与夹具设计
2.1 主轴部件
机床的主轴是重要的部件,主轴部件的设计要求为,钻攻固定环孔机床在对零件进行加工时,主轴带动刀具进行旋转运动,主轴运行精度高,主轴的承力部件刚度大,旋转过程中平稳,避免颤动和噪声大,使用寿命长。
数控钻攻固定环孔机床的主轴采用电主轴的方式,优点结构简单、扭矩大,传动效率高,电主轴需要实现准停与定位功能,方便零件加工过程中的换刀与螺纹攻丝,实现这种功能需要在主轴上安装角度编码器与光栅。
主轴轴承是关键的零件,主轴选择精度主要取决于轴承,表2-1为不同轴承的对比数据:
通过上述轴承的对比,主轴部件的前端采用角接触轴承,后端采用深沟球轴承,好处在于前端可以保证精度和承载能力,后端承受径向载荷外还可以补偿变形拉伸。
2.2 刀库部件
数控钻攻固定环孔机床为两个主轴,因此刀具换刀系统也需要有两组,通过自动换刀完成零件的粗加工、精加工、钻孔、攻丝等,避免拆卸零件,二次装夹产生定位与加工误差。
2.3 夹具设计
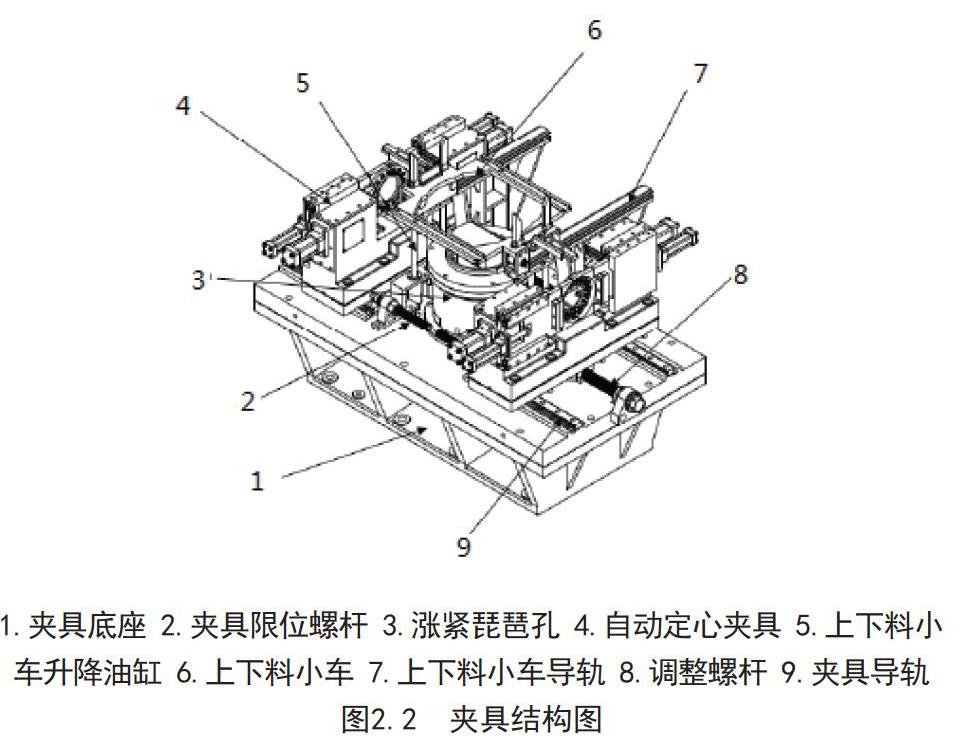
夹具的设计要求为:
工件在夹具中避免损伤零件,夹紧力大,夹具本身刚度大,自动化程度高,零件的定位精度高,可以实现自动上下料,夹具的结构图如图2.2。
3 精度检测
数控钻攻固定环孔机床在出厂前需要进行性能与精度检测,保证机床的正常使用和功能上的需求。在测试过程中,需要观察机床运行对否平稳,灵活性,是否有爬行和振动现象,机床的硬限位和软限位是否可靠。
同时还需要对机床的温升和噪声进行测试,温升的测试要求为机床在12级转速的基础上依次进行速度升高与降低的空转运行,对最高转速与最低转速的温度进行测量,温度的规定数值为60℃,温升规定数值为30℃。
在机床运行过程中对尖叫声和冲击声进行检测,噪声按照GB/T16769规定进行测量,规定分贝不能高于83db(A)。
4 結束语
固定环孔零件在实际加工中困难度非常高,加工程序编写工作量大,加工的工序也繁多,费时费工,为了能更好地解决这些问题,研发出数控钻攻设备,对机床的主轴和刀具都需要进行特殊设计,保证零件的加工要求与精度。
参考文献
[1] 刘飞,王秋莲,刘高君.机械加工系统能量效率的内容体系及发展趋势.[J].机械工程学报,2013,49(19):87-94.
猜你喜欢
科学与财富(2021年33期)2021-05-10
科技研究·理论版(2021年20期)2021-04-20
华东师范大学学报(自然科学版)(2018年3期)2018-05-14
电子技术与软件工程(2016年24期)2017-02-23
科教导刊·电子版(2016年29期)2016-12-23
电脑知识与技术(2016年10期)2016-06-16
中国高新技术企业(2015年32期)2015-09-01
现代电子技术(2014年21期)2014-11-07
中国信息化·学术版(2013年7期)2013-09-03
职业·中旬(2009年12期)2009-06-01