整流器类多焊缝零件的钎焊及热处理工艺方法的研究
2020-04-16 02:46牟玉芬
机械管理开发 2020年2期
牟玉芬
(中国航发航空科技股份有限公司, 四川 成都 610503)
引言
该课题针对航空发动机整流器类多焊缝零件钎焊后的焊缝开裂、间隙不均匀、热处理后变形过大等问题进行工艺研究。零件材料为GH4169,需使用钎料BAu20NiCrFeSiB 进行真空钎焊将大量的小叶片钎焊为一个整环。该类零件焊缝较多,结构复杂且均为重要件对焊缝要求高,对母材力学性能要求高,变形量难以控制。
为了摸索出一套切实可行的工艺方案,就某项目的整流器钎焊热处理变形问题作了详细的分析与调查,最终确定了加工此类零件能够满足零件技术要求,质量可靠,加工稳定的新工艺方法。
1 零件工艺技术要求的分析
1.1 零件工艺技术要求
如表1 所示,零件在钎焊后需对焊缝按HB7575-97 二级/三级焊缝进行验收,钎焊后进行热处理,母材力学性能按Q/S10-0701-2004Ⅱ类锻件,Ⅱ类检验进行检查[1]。

表1 零件焊接要求
如图1 所示,以六级整流器组件为例,设计图要求:将138 个小叶片钎焊为一个整环。钎焊及热处理后变形要求较高:内外环自由状态下圆度≤0.4 mm,内外环上下两平面自由状态下平面度≤0.4 mm。
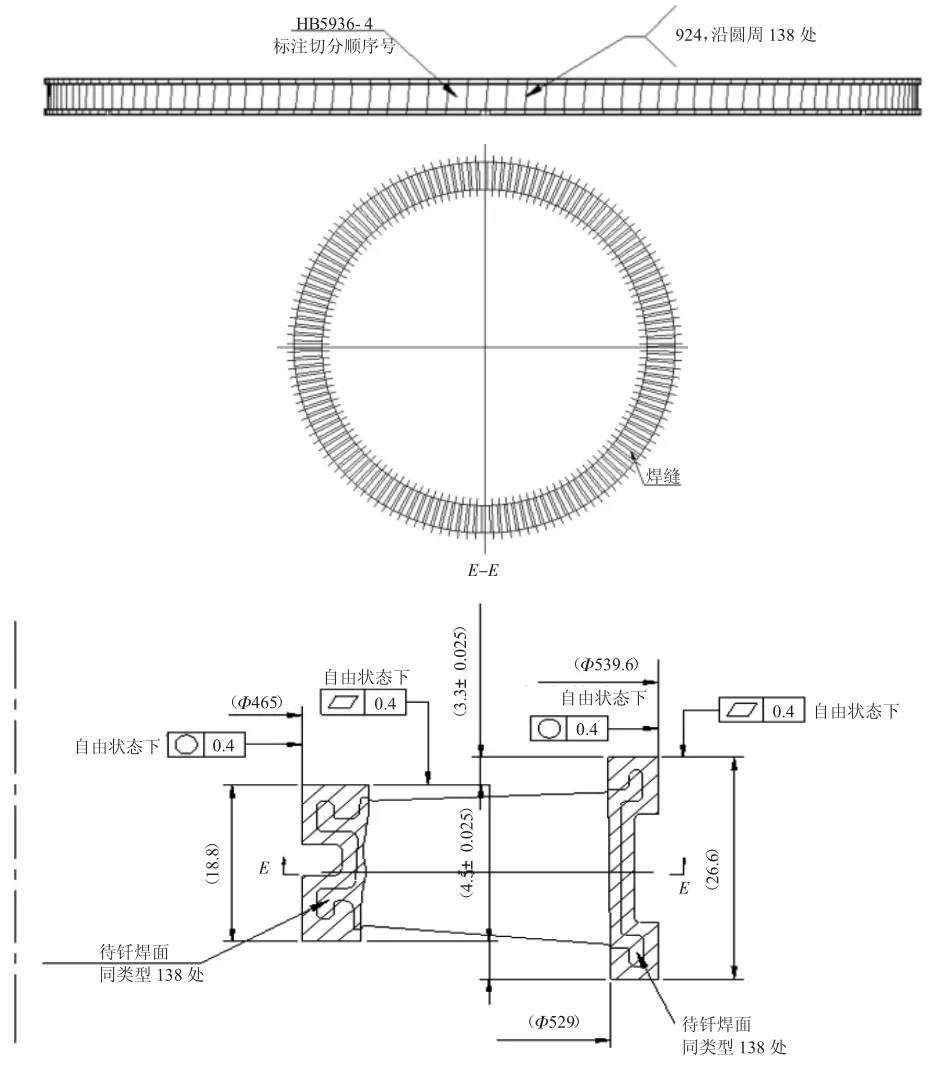
图1 六级整流器组件示意图(单位:mm)
1.2 零件工艺技术难点
间隙对钎焊质量至关重要,钎焊间隙过大、不均匀等将影响钎焊质量,因此为保证钎焊质量,要求零件在钎焊前需通过熔焊定位并保证内环间隙0.04~0.05 mm,外环间隙0.05~0.08 mm,定位焊焊点不允许存在裂纹及明显氧化色。由于零件结构复杂焊缝较多,间隙要求极难保证,因而增加了钎焊难度。
焊缝内侧为叶片气流通道,不允许出现钎料堆积、漫流,因此只能在焊缝外侧预置钎料,且钎料不宜过多,钎料过少则又无法填满焊缝,将出现空穴、凹陷等缺陷。
钎焊质量按HB7575 三级焊缝进行验收满足表2 要求,钎焊后进行热处理,按材料标准Q/S10-0701-2004Ⅱ类锻件,Ⅱ类检验对随炉试样进行室温拉伸、高温拉伸、高温持久等力学性能检测满足表3 要求。

表2 HB7575 三级焊缝钎焊质量要求

表3 热处理力学性能要求
BAu20NiCrFeSiB 钎料为以金、镍为主要成分的钎料,此前未使用过该类钎料进行钎焊对其钎焊性能不了解,尚无工艺基础及相关经验可借鉴。
2 项目课题的研究目标
1)开展钎料钎焊性能工艺试验,使用模拟件进行钎焊试验,粗选该钎料钎焊工艺参数。
2)根据实验结果确定钎焊及热处理工艺参数,设计制造工装。
3)对焊缝进行目视检查,测量零件变形情况,根据零件钎焊情况对工艺参数、工装等进行优化调整。
3 总体技术方案
1)钎料钎焊性能试验。为检测钎料的润湿铺展性,准备试片进行工艺试验。
2)模拟件钎焊工艺试验。为验证钎焊工艺方法的可行性,准备模拟件进行定位焊、钎料预置等焊前准备工作并参考有关标准初步设定工艺参数,钎焊模拟件[2]。
3)热处理工艺试验。选用试棒随模拟零件进行钎焊热循环及焊后热处理并进行力学性能检测,确定热处理工艺参数。
4)设计专用工装,在钎焊及热处理时随零件一同进炉控制零件变形。
4 工艺过程剖析及方案验证
4.1 试验件焊前准备及钎料调配
准备4 件规格为60 mm×20 mm×2 mm GH4169 试片,用丙酮清洗确保无污染。20 根GH4169 力学性能试棒(Φ12 mm×100 mm)、4 组模拟件,每组模拟件包含6~8 件小叶片,按图2 进行熔焊定位焊,每条焊缝在内外两侧各定位两点保证钎焊间隙均匀,焊点大小均匀无裂纹,无明显氧化色。
定位焊完成后在试片表面预置3~5 g 膏状钎料,并按图3 在模拟件焊缝位置预置适量膏状钎料。膏状钎料由120~140 目粉状钎料BAu20NiCrFeSiB和“S”黏结剂调配而成,黏结剂比例(按质量):10%~20%。
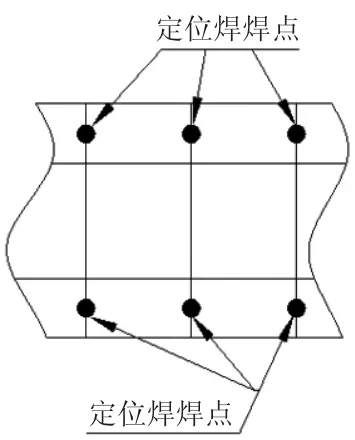
图2 定位焊示意图

图3 预置钎料示意图
4.2 试验参数初选及钎焊
根据现有标准Q/3B 4047-2006、HBZ309,钎料BAu20NiCrFeSiB 固相线941 ℃(近似值),液相线971 ℃(近似值),推荐钎焊温度1 010 ℃±10 ℃。此外为使黏结剂挥发,并保证试验件在加热到钎焊温度时炉温均匀一致,钎焊时应分别在500 ℃及900 ℃左右设置保温平台。
将准备好的试片及模拟件分4 组使用不同钎焊工艺参数进行试验,每组试验随炉携带5 根力学性能试棒参与钎焊热循环,模拟件及试片装炉时应平放均匀摆放于石墨盘上,模拟件内外台阶高度差应使用陶瓷块垫平。为防止混样,所有试验件均用振动笔进行标记并在试验过程中作好记录如图4、图5所示。

图4 钎料润湿铺展试验

图5 钎焊模拟件
在进行多次试验后,初选钎焊工艺参数:预抽真空至炉内压强低于3.0×10-2Pa 以后开始升温;升温至500 ℃±30 ℃后,保温25~35 min;升温至900 ℃±10 ℃后,保温25~35 min;升温至1 010 ℃±10℃,并保温(10~15 min);炉冷至900 ℃以下,向炉内回充0.8~2.0 bar 氩气,开启风扇冷却,待炉温降至100 ℃以下后出炉。
4.3 目视检查
由上图可知使用初选工艺参数进行工艺试验,试片上钎料润湿铺展良好,无明显未溶化残留物或氧化物。模拟件钎料溶化虽不均匀,但钎缝未发现明显缺陷,钎焊质量按HB7575 三级焊缝进行验收满足要求,因此初步判断按相关标准选取工艺参数可用于零件钎焊[3]。
4.4 热处理
4.4.1 工艺参数确定
按材料标准Q/S10-0701-2004 及设计图要求,零件在钎焊后需进行固溶及时效热处理。热处理参数为:固溶处理:965 ℃±10 ℃保温1 h,分散空冷;时效处理:720 ℃±10 ℃保温8 h,以(50±10)℃/h炉冷至620 ℃±10 ℃保温8 h,空冷。
4.4.2 热处理试验及力学性能检测
将按初选钎焊工艺参数钎焊后的一组试棒按预选参数进行热处理并送理化中心按表2 要求,在室温拉伸、高温拉伸、高温持久状态对屈服强度、抗拉强度、断后伸长率、端面收缩率进行检测,其力学性能满足材料标准要求。检测结果(图6)显示高倍组织检查存在δ 相,呈短棒状。
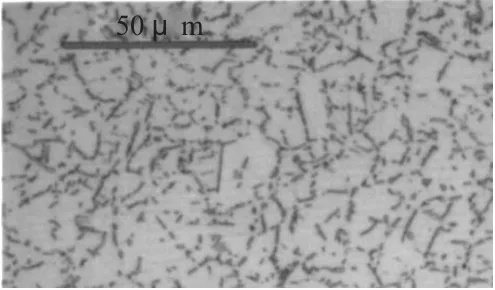
图6 试样高倍组织检测结果
4.5 工装设计制造
考虑到零件焊缝多且变形要求高,设计制造一套材料为1Cr18Ni9Ti 的工装用于垫平零件内外环台阶保证内外端面平面度。为防止工装在钎焊过程中被焊上,在工装与零件接触表面均匀喷涂一层Al2O3,厚度不超过0.3 mm。
为防止钎焊后由于零件收缩变形造成尺寸超差,焊点开裂(见图7),在零件内圈增加一件工装用于支撑零件(图8)。工装材料为三高石墨,为避开焊缝,沿圆周均匀开槽。
5 零件焊接结果的分析
定位焊完成后零件进行钎焊前准备,在零件焊缝处预置膏状钎料晾干后,装入工装中,零件平放于石墨盘上进行装炉并随炉携带6 根力学性能试棒,按模拟件试验确定工艺参数进行钎焊。
钎焊完成后对焊缝质量进行目视检查,发现在零件内环有两处对称位置焊缝未焊上,其余焊缝除个别区域出现未填满外,多数焊接质量良好。
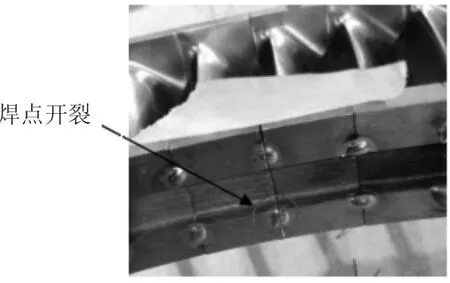
图7 零件焊点开裂示意图

图8 石墨工装(单位:mm)
5.1 工装优化改进及参数调整
针对钎焊过程中出现的问题进行分析,初步判定是由于零件在定位焊时焊点、钎焊间隙不均匀,而石墨工装与零件线膨胀系数不一致,零件在加热及冷却时在定位焊薄弱点被拉裂。因此对工装进行改进,零件外圈再增加一件工装,材料为1Cr18Ni9Ti,沿圆周均匀开槽避开焊缝,同时在工装与零件接触面均匀喷涂Al2O3(见图9)。

图9 改进后工装图
新增加工装后由于工装较厚,在热处理加热过程中易对零件造成屏蔽,因此考虑在焊后固溶处理时在达到最终热处理温度965 ℃前在900 ℃增加保温平台保温30~40 min,并在零件装炉时放置热电偶伸入工装内部与零件接触。
5.2 结果验证
对前述工艺试验结果进行总结分析并最终确定钎焊及热处理工艺参数及工装改进方案。按改进后的方案进行钎焊及热处理。结果表明零件钎焊后未出现开裂现象且变形较小,热处理后,进行力学性能检测结果均合格。
6 结语
整流器组件钎焊存在零件结构复杂焊缝多、定位焊间隙难保证、零件易变性等诸多技术难点。在本次课题研究中进行多次工艺试验测试钎料的钎焊性,摸索钎焊钎焊及热处理工艺参数并进行工装改进、参数调整最终基本解决了该类零件钎焊及热处理中存在的问题,也为今后焊类似结构类似材料的零件积累了经验。
猜你喜欢
兰州理工大学学报(2022年1期)2022-03-05
哈尔滨轴承(2021年1期)2021-07-21
湖北农机化(2020年4期)2020-07-24
商品与质量(2020年7期)2020-06-13
家庭影院技术(2020年4期)2020-05-21
模具制造(2019年4期)2019-06-24
铜业工程(2018年3期)2018-07-11
制造技术与机床(2017年3期)2017-06-23
中国有色金属学报(2016年11期)2016-12-13
Coco薇(2015年10期)2015-10-19