称重法校准质量流量计不确定度评定的研究
2020-04-16 06:30张宏巍刘加树
中国科技纵横 2020年19期
张宏巍 刘加树
(安徽中烟工业有限责任公司蚌埠卷烟厂,安徽蚌埠 233010)
0.引言
烟草加工企业质量流量计精度一般都选用0.1%的精度等级,但是加工工艺只要求质量流量计精度达到0.5%即为合格。质量流量计需要定期校准,一般检定单位到现场检定通常采样容积法和称重法对流量计进行校准。容积法需要拆卸流量计,安装在容积法流量计校准装置上,十分不方便。称重法部分烟厂采用自校方式,通常采用的是称重法进行校准,只要示值误差在允许的工艺误差范围内就被认定为合格。这种做法没有考虑整个过程中的不确定度来源,缺乏科学严谨性。
1.校准要求
计量特性是质量流量计计量精度要求为±0.5%。精度要求是示值误差应不大于最大允许误差(±0.5%)与扩展不确定度U(E)的差。
校准标准器要求。电子秤最大量程一般不小于50kg,检定分度值一般不大于2g,检定合格。时间计时器分辨度为0.01s,检定合格。
2.称重法在线校准原理
在线校准一般由电子秤、称重容器盒、管道流量控制装置、管道、截止阀、快接头、数据处理和控制系统等组成。
称重法工作原理是基于流体学连续性方程,将被校准流量计与管道阀门串联,流量计出口使用软管放入到电子秤上称重容器盒。校准的过程是使流体在相同的时间间隔期间流过在线流量计并且流入到电子秤的称重容器盒内,比对流量计的累积量和电子秤的称重量,进而确定被校准质量流量计的计量性能[1]。
3.不确定度来源
由于每台质量流量计在线校准时不确定度都不一致,故考虑以梗丝加料质量流量计对不确定度进行评定。标准不确定度来源有:一是测量重复性,主要表现在被校准质量流量计示值。二是标准器精度,主要为电子秤和时间计数器。三是如果被校流量计没有二次仪表还需要考虑到数据采集、传送、处理等过程中的不确定度。
3.1 校准累计量的确定
累计量的大小直接影响到示值误差的大小。由于在校准时质量流量计二次仪表累计量显示不是一个连续的过程,在读数的过程中就会出现因示值跳变而引起的误差,如表1,预设介质流量为60kg/h。
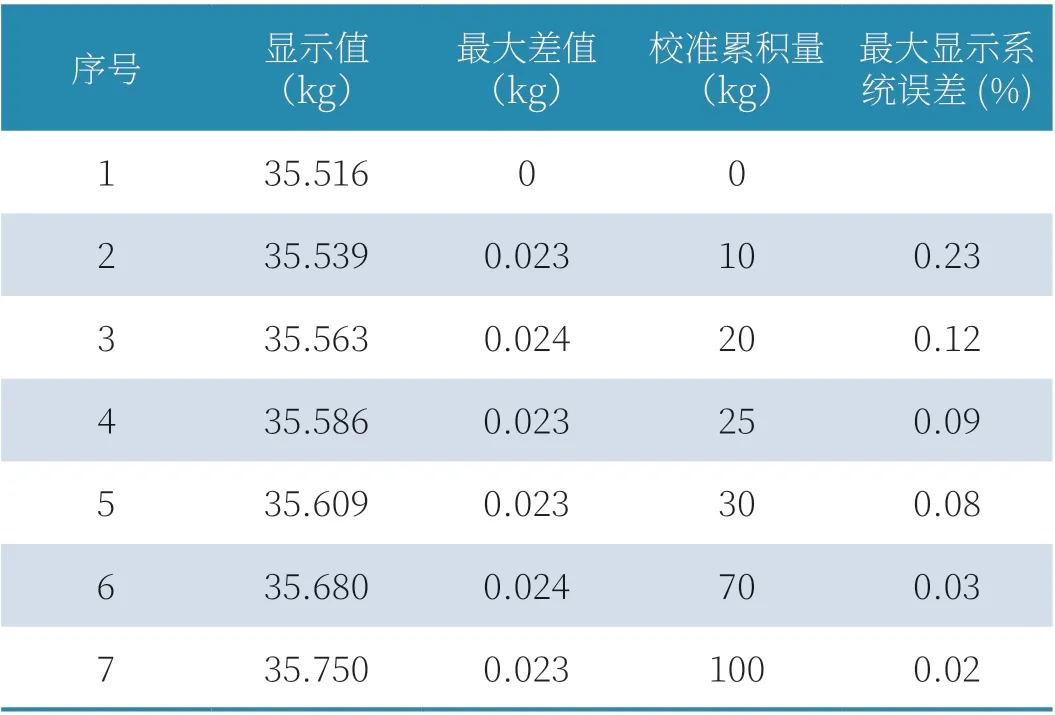
表1 校准累计量与最大系统误差关系表
从表1 中可以看下只要在25kg 左右的校准累积量才会使得最大系统显示误差小于0.1%,所以一般选择大于25kg 重量作为单次测量介质的累计量。由于被校准质量流量计累计量和电子秤称重容器盒存在一定的距离,实际两个值并非完全是同一液体重量。这就需要要求到流量波动不能过大,一般流量瞬时值变化周期为可选,选择不同的周期流量瞬时值,流量波动在5%范围内累积量差值大约为0.03%左右,对累计量的影响可以忽略不计,这些误差都在测量重复性体现。
3.2 测量重复性标准不确定度
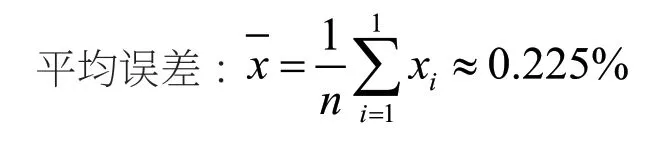
测量重复性误差u1(Q)。对梗丝加料质量流量计在流量为60kg/h 校准点下,每次累积量为30kg,对被校准流量计连续测试量10 次,得到测量误差数据为:0.201%;0.245%;0.211%;0.241%;0.204%;0.249%;0.206%;0.244%;0.204%;0.246%。采用A 类方法进行评定[2]。

3.3 标准器精度标准不确定度

3.4 扩展不确定度的计算
合成标准不确定度uc(E)。

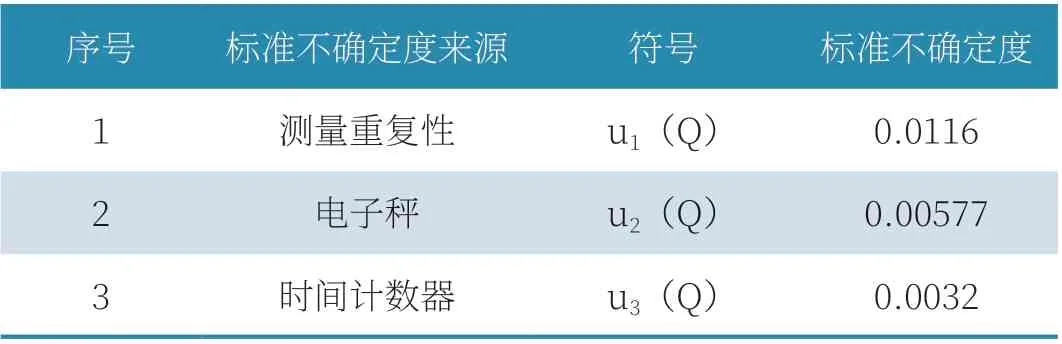
表2 使用二次仪表标准不确定度一览表
4.结语
从表2 和上位机读数来看,没有二次仪表不确定度分量值为0.0466%,上位读数远比二次仪表读数不确定度高,这还是在确保信号传送在精度范围内进行分析的,实际情况很难对信号传送和处理的精度进行校准,所以建议采用使用二次仪表进行校准。在现场对质量流量计进行校准,必须每台质量流量计的计算出扩展不确定度。这样的校准结果才有参考意义。
猜你喜欢
小猕猴学习画刊(2022年9期)2022-11-04
机械工业标准化与质量(2021年7期)2021-10-12
昆钢科技(2021年2期)2021-07-22
电子制作(2018年2期)2018-04-18
质量技术监督研究(2018年1期)2018-03-26
职工法律天地(2018年12期)2018-01-22
水利信息化(2017年4期)2017-09-15
中国公路(2017年11期)2017-07-31
作文周刊·小学一年级版(2016年30期)2017-03-02
电子制作(2016年21期)2016-05-17