
涡轮叶轮热喷涂修理分析及激光熔融沉积法的应用探讨
2020-04-08 12:34冯志伟
航空维修与工程 2020年9期
摘要:波音和空客飞机发动机起动机上的核心部件涡轮叶轮均为钛合金TC4材质,在使用过程中其轴承位会出现磨损超标情况,厂家推荐使用金属热喷涂钼的方法来修复。本文对涡轮叶轮进行热喷涂修复后的使用现状进行了分析,并提出用激光熔融沉积法来修复此类钛合金涡轮叶轮的可行性。
关键词:涡轮叶轮;热喷涂;激光熔融沉积法
Keywords:turbine wheel;thermal spraying;laser fusion deposition
1 涡轮叶轮简介
为便于说明,以波音737NG飞机使用的3505945系列起动机的涡轮叶轮为例,简要介绍其基本工作原理(见图1)。预载螺母将涡轮叶轮、密封动环、径向轴承、轴承衬套、中心齿轮等轴向固定在一起,预载弹簧给径向轴承施加预载力,整个组件固定在支撑壳体上,涡轮叶轮的材质为钛合金TC4,工作转速可达到50000rpm。涡轮叶轮将气体压力能转换为机械动能,常见的磨损处在与两个径向轴承内环过盈接触的位置(见图2)。
2 金属热喷涂修复后的涡轮叶轮的使用现状
对于涡轮叶轮轴承位磨损的情况,厂家推荐使用金属热喷涂钼的方法进行修复。实际生产过程中发现,使用金属热喷涂钼方法修复后的涡轮叶轮有一部分比较耐磨,单次可以使用较长时间,而另一部分则不耐磨,单次使用时间很短,无法满足生产需要。为此,对耐磨涂层和不耐磨涂层进行以下对比分析。
1)使用后的涂层情况对比分析
在相同载荷条件下,两种涂层使用后的磨损情况不尽相同(见图3),且两者修复后的在翼使用时间相差很多。从图3可以看出,耐磨涂层表面仅有局部的轻微磨损痕迹,其磨损处局部放大后也仅有比较轻微的接触腐蚀迹象,而不耐磨涂层整个轴承接触面几乎均出现了严重的磨损,甚至有剥落的跡象。
2)涂层断口的对比分析(见图4)
将两种涂层在低倍镜下观察,耐磨涂层整体较均匀、致密,孔洞比较小,分布很均匀;不耐磨涂层整体明显较疏松且材料不均匀,孔洞大小不一,分布很杂乱。将两种涂层在高倍镜下观察,耐磨涂层质地相对较为紧密,单位面积上分布的孔洞较少;不耐磨涂层质地明显疏松,单位面积上分布的孔洞相对较多。
3)金属热喷涂修复涡轮叶轮方法小结
金属热喷涂修复涡轮叶轮的方法较为安全便捷但技术难度较大、喷涂质量不好把控和检测,易造成涂层质量不一,直接影响产品的正常使用。同时,实践表明,金属热喷涂修复后的涡轮叶轮在每次拆装其过盈配合的径向轴承过程中,均会对涂层产生严重磨损。因此,修理后的不耐磨涂层几乎只能进行一次安装使用,甚至会在短时间内磨损,容易造成非计划性拆机,且热喷涂的钼与钛合金是两种不同的金属,使用过程中容易出现剥落的情况。为此,提出用激光熔融沉积法修复钛合金涡轮叶轮的探讨。
3 激光熔融沉积法修复钛合金涡轮叶轮的探讨
3.1 激光熔融沉积法应用于钛合金涡轮叶轮修复的可行性评估
1)修理方法的理论依据
波音公司标准操作程序手册SOPM20-10-27中详细给出了用激光熔融沉积法修复钛合金Ti-6Al-4V(即钛合金TC4)零件的通用操作程序,包括激光发生器的选型、操作环境控制、耗材选用、样件参数调试、产品正式修理程序等。
波音公司标准操作程序手册SOPM20-10-07中也详细给出了钛合金的通用加工操作程序,包括加工方式和切削速度的选取、加工环境的控制、冷却液的选用、防火安全等。
本文提到的修复钛合金TC4涡轮叶轮的激光熔融沉积法,是指以波音公司标准操作程序手册SOPM20-10-27为指导,对钛合金TC4涡轮叶轮磨损处进行增材处理,然后依据波音公司的标准操作程序手册SOPM20-10-07,将增材处理后的涡轮叶轮加工到所需尺寸。整个修理过程均以波音公司认可的标准操作程序手册为理论依据修理波音飞机上的零部件。
2)产品修理后的适航性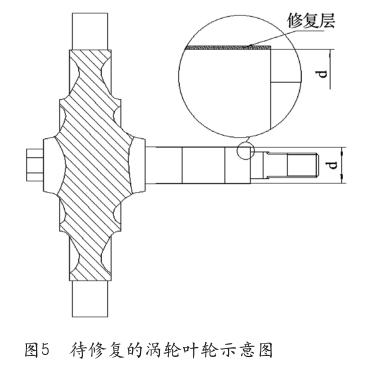
部件维修手册CMM80-11-79中要求,对于需修理轴承位的涡轮叶轮,首先用机加工方法去除轴承位的损坏层,并要求去除损坏层后轴承位的剩余直径d不得小于16.51mm(见图5),然后再采用热喷涂钼增材处理、后期加工等工序进行修复,轴承位修复后的最大直径为17.005mm。因此,由图5可计算得出修复层的最大厚度为(17.005-16.51)/2=0.2475mm。
根据部件维修手册CMM80-11-79进行热喷涂钼后得到的修复层的脆性很大,无法传递涡轮叶片产生的扭矩,而手册规定剩余直径d在不小于16.51mm的情况下就可以采用热喷涂钼方法来修复,由此可知,涡轮叶轮用于传递扭矩的强度取决于剩余直径d,与修复层无关,修复层主要用于承受径向载荷。由于修复层的最大厚度仅为0.2475mm,因此无论修复层为何种材料,对涡轮叶轮的整体重量都影响甚微。
修复钛合金TC4涡轮叶轮的方法是在保证其剩余直径d和符合部件维修手册CMM80-11-79要求范围的条件下进行的,因此认为修复后的涡轮叶轮传递扭矩的强度可以满足要求。由于修复层很薄,不同材料对涡轮叶轮的整体重量影响几乎可以忽略。而将TC4粉末用激光熔融沉积法得到的材料几乎与涡轮叶轮原始材料一致,且该修复方法是依据波音公司标准操作程序手册SOPM20-10-27、SOPM20-10-07和部件维修手册CMM80-11-79进行的,因此这种方法修复后的涡轮叶轮轴承位承受径向载荷的能力可以满足要求。
综上分析认为,激光熔融沉积法满足中国民用航空规章第25部运输类飞机适航标准CCAR-25-R4中D分部设计与制造的第25.601条、第25.603条和第25.605条对设计可靠性、材料适用性和耐久性、制造方法可行性的要求,采用该方法修理后的产品符合适航标准。
3)行业研究和工程应用
激光熔融沉积法很早被提出,许多机构均对此方法进行了研究。例如,文献 [7] 中某机构采用激光沉积修复方法对TC4槽损伤和面损伤试样进行了修复,并观察了修复后试样的组织和拉伸性能特点。另外,该方法也用在了对钛合金零部件的修复上,如文献 [8] 中某公司用激光熔覆的方法修复了航空发动机风扇机匣TC4钛合金静子叶片且验收合格,修复后的风扇机匣重新得到使用。国内外对激光熔融沉积法用于修复钛合金零件开展了大量理论研究和工程实际应用,这为本文提出的用激光熔融沉积法修复钛合金TC4涡轮叶轮奠定了基础。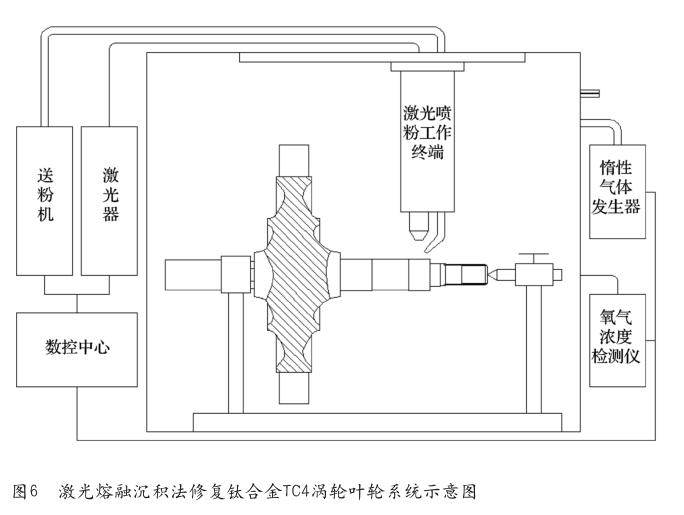
3.2 激光熔融沉积法修复钛合金TC4涡轮叶轮的基本方法
激光熔融沉积法修复钛合金TC4涡轮叶轮的系统主要包括激光器、送粉机、数控中心、工作终端、惰性气体发生器、氧气浓度检测仪、密闭室、葉轮支架工作台以及待修叶轮(见图6),修理的基本方法如下。
1)用涡轮叶轮样件进行预操作来验证相关参数。按照波音公司标准操作程序手册SOPM20-10-27对涡轮叶轮样件进行预处理,用氩气流填充操作腔体,保证氧气浓度小于1200PPM。选择合适的激光功率、钛合金粉末流量、氩气填充流量等参数,使沉积后的材料无棕褐色或蓝色、无孔洞或气孔,然后按需调整参数直至获得合格的结果,记录相关参数。
2)对产品涡轮叶轮进行修复。按照波音公司标准操作程序手册SOPM20-10-27对涡轮叶轮产品进行预处理,并将预操作得到的参数输入数控中心及相关辅助设备,用氩气流填充操作腔体,保证氧气浓度小于1200PPM。用激光熔融沉积法在涡轮叶轮产品上沉积所需的厚度,得到合格的材料沉积结果后,依据波音公司标准操作程序手册SOPM20-10-07和部件维修手册CMM80-11-79的相关信息,将涡轮叶轮产品的轴承位加工至所需尺寸。
4 结束语
用金属热喷涂钼来修复钛合金涡轮叶轮的方法比较常见,但存在喷涂质量不好把控、修复后不耐磨、易剥落、重复使用性较差等问题,不利于实际生产。采用激光熔融沉积法修复此类钛合金涡轮叶轮可以实现自动化操作,有利于过程控制和质量控制,理论上能使涡轮叶轮的磨损处在修复后达到原始设计要求并像新的涡轮叶轮一样耐磨和重复安装使用。建议航空附件修理厂家关注激光熔融沉积法修复钛合金涡轮叶轮的新方法,不断满足航空类产品持续适航性的要求。
参考文献
[1] Honeywell,CMM80-11-79,Air Turbine Starter Assembly 3505945 [Z] ,2019-8.
[2] Boeing,SOPM20-10-27,Laser Deposited Titanium [Z] ,2016-3.
[3] Boeing,SOPM20-10-07,Machining Of Titanium [Z] ,2016-3.
[4] 赵永庆,陈永楠,张学敏,曾卫东,王磊. 钛合金相变及热处理 [M].长沙:中南大学出版社,2012.
[5] 孙智,任耀剑,隋艳伟. 失效分析-基础与应用 [M]. 北京:机械工业出版社,2017.
[6] 中国民用航空局. CCAR-25-R4中国民用航空规章第25部运输类飞机适航标准 [S]. 2011-11.
[7] 李小玉,金振哲. 激光沉积修复TC4钛合金的组织及拉伸性能 [J]. 应用激光,2016,3:281-285.
[8] 罗奎林,郭双全,何勇,付俊波. 激光熔覆修复航空发动机风扇机匣TC4钛合金静子叶片 [J]. 中国表面工程,2015,28(6):141-146.
作者简介
冯志伟,工程师,研究方向为机械设计制造及其自动化。
