
飞机风挡玻璃脱胶故障研究
2020-04-08 12:33张鑫
航空维修与工程 2020年9期
摘要:为解决某型飞机风挡玻璃脱胶故障,从生产过程控制、胶片原材料质量、结构设计环节等方面进行故障原因排查,结合有限元分析数据确定了故障原因及其产生机理,制定了故障解决措施并进行了验证,结果表明故障定位准确,改进方法可行。
关键词:层合结构;脱胶;应力集中;玻璃化
Keywords:laminated glass;delamination;stress concentration;vitrification
1 故障情况
外场使用中,某型飞机风挡玻璃出现了彩虹光斑现象,即脱胶故障。现场技术人员通过目视检查发现,故障中出现的彩虹状光斑主要分布在风挡玻璃四周,左右两边光斑面积大于上下两边光斑面积,如图1所示。用户反映,该故障均发生在冬季,飞机停放一段时间后光斑面积会缩小。
2 故障确认
2.1 风挡玻璃结构形式
某型飞机风挡玻璃由4层无机玻璃、3层PVB胶片、包边材料、密封材料以及上下框架组成,如图2所示。
2.2 脱胶位置
对故障件进行气密性抗压试验以确定脱胶位置。将玻璃内表面压力升至45kPa,可见脱胶区域明显扩散,向四周延展。拆解故障件发现,脱胶处位于第二层PVB胶片层(见图2),其余位置无脱胶现象。
对其他类似故障件进行排查,发现脱胶故障均出现在相同位置,面积均大于30%,按GJB4186《飞机风挡玻璃失效判定准则》中关于玻璃脱胶要求的规定,属于完全失效。
3 原因分析与验证
经过分析,决定从生产过程控制、胶片原材料控制及结构设计环节三个方面入手查找原因,故障树如图3所示。
3.1 玻璃基片弯曲度超标
钢化后的玻璃弯曲度或配片间隙过大会造成胶片无法有效填充玻璃层之间的间隙,合片后局部粘接强度较弱,可能引发脱胶故障。
产品相关技术条件中与玻璃弯曲度相关的指标要求有两项:玻璃单片的弯曲度≤0.4mm;配片间隙≤0.5mm。复查脱胶层两侧玻璃的生产记录可知,玻璃弯曲度均在0.2~0.4mm范围内,配片间隙均在0.15~0.4mm范围内,符合技术条件要求。
因此,排除玻璃弯曲度和配片间隙超标引起脱胶故障的可能。
3.2 蒸压温度/压力偏差
胶片层和玻璃层在高温高压环境下进行合片,即蒸压。蒸压过程中温度或压力出现偏差会造成粘接强度低,可能引发脱胶故障。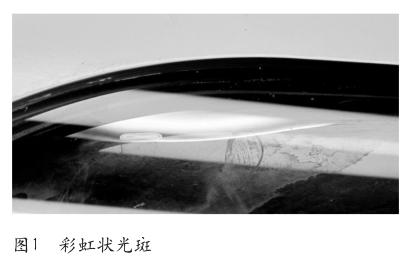

复查蒸压生产过程记录可知:1)合片室温、湿度及环境控制符合工艺文件要求;2)蒸压设备压力、温度等监视测量设备完好,均在检定有效期内;3)蒸压过程符合蒸压制度,过程中温度、压力未出现偏差,符合工艺文件要求。
因此,排除蒸压温度/压力偏差引起脱胶故障的可能。
3.3 挥发物质量占比超标
如果合片采用的胶片材料的挥发物质量占比超标,产品使用过程中挥发物质(如气体、水分子、有机挥发物等)将从胶层中分解或析出,影响胶片与玻璃的接触界面,可能引发脱胶故障。
产品相关技术条件中,对胶片挥发物的指标要求为:挥发物质量占比≤2%。对发生脱胶故障的产品所用的胶片原始检验记录、生产批号及测试结果进行复查,胶片的挥发物质量占比均在0.2%~0.38%范围内,满足技术条件要求。
因此,排除胶片挥发物质量占比超标引起脱胶故障的可能。
3.4 胶片粘接强度不达标
如果合片采用的胶片材料粘接强度不达标,使用过程中无法有效地保持自身与相邻玻璃层的连接,将引起脱胶故障。
对用于该风挡玻璃的胶片批次进行全面复查,共计98个批次,胶片粘接強度均大于8MPa,符合GJB1258A-2005《聚乙烯醇缩丁醛中间膜》对PVB胶片粘接强度的要求。
因此,排除胶片粘接强度不达标引起脱胶故障的可能。
3.5 结构形式缺陷
玻璃结构形式存在缺陷,如果在第二胶片层有截面突变,存在应力集中现象,气密载荷下局部应力较大,就可能引发脱胶故障。
图4为风挡安装图。由图4可知,为保证安装后玻璃外表面与机身理论外缘齐平,玻璃设计呈台阶状,并且玻璃台阶高度较高。因此,第二胶片层处于主承力层与非承力层结合面位置,确实有截面突变,存在明显的应力集中现象。
因此,不能排除结构形式缺陷引起脱胶故障的可能。
3.6 胶片材料选用不合理
如果PVB胶片性能无法满足故障部位的使用要求,或者经过一定的日历年后其性能有所衰减,无法满足故障部位的使用要求,可能引发脱胶故障。
外层胶片应具有优异的粘接性能和较低的玻璃化转变温度。PVB胶片的初始粘接强度较高,但随着日历年老化,其粘接强度下降明显;同时,PVB的玻璃化转变温度高于20℃,低温环境下呈玻璃态,具有较大的刚性,无法跟随玻璃变形,最终将造成局部分层。
因此,不能排除材料选用不合理引起脱胶故障的可能。
通过有限元分析得到,第二层PVB胶片(故障部位)应力值明显高于其他胶片层,最大拉应力值为1.08MPa。结合日历年查询PVB性能数据,可知胶片的粘接强度下降到1~2MPa。在低温环境下,PVB胶片转变为玻璃态,具有较大的刚性,跟随玻璃变形所产生的拉应力的急剧上升(>1.08MPa),大于其粘接强度,最终造成分层。
4 解决措施
4.1 玻璃结构形式改进
为了降低故障部位胶片层的应力集中水平,对玻璃结构进行改进,将“两层小片玻璃+两层大片玻璃”式结构更改为“一层小片玻璃+三层大片玻璃”式结构。同时,对各层厚度进行调整,不改变玻璃的机械接口。改进后的玻璃结构剖面见图5。
对改进后的玻璃结构进行有限元分析,得到:主承力层与非主承力层之间的胶合层最大拉应力值只有0.18MPa。
4.2 胶片材料改进
优化材料选型,将外层胶片层PVB更改为PU。相对PVB材料,PU材料的玻璃化温度低(接近-55℃),使用环境中能一直保持高弹态,不存在玻璃化转变问题;耐老化性能好,随着日历年增长粘接强度的降低不明显。此外,国内暂时没有PU胶片材料性能的相关规范,实验室实测PU材料的常温粘接强度>11MPa,低温下粘接强度有一定量的增大。
5 结论
通过分析得出导致风挡玻璃脱胶故障的主要原因是:原玻璃结构在故障部位存在明显的应力集中以及PVB胶片低温下转为玻璃态。改进玻璃结构形式和胶片材料后,新状态的风挡玻璃飞行情况良好,故障彻底解决,表明故障定位准确,改进方法可行。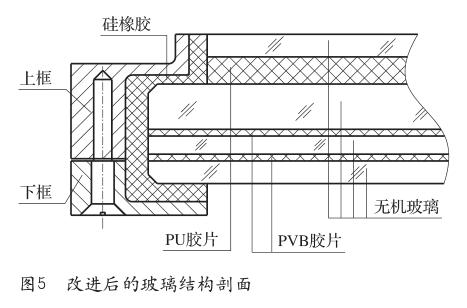
参考文献
[1] 张永胜. 波音787风挡驾驶舱风挡外层破裂研究 [J]. 航空维修与工程,2018(11):63-65.
[2] 王益锋. 民用飞机风挡结构符合性验证方法 [J]. 中国科技信息. 2016(21):62-64.
[3] 冷国新. 飞机风挡材料的选用[J]. 玻璃. 2001(4):45-46.
作者简介
张鑫,工程师,主要从事飞机结构设计、透明件设计工作。
