PLC 梯形图在数控系统I/O 接口硬件故障维修的方法研究
2020-03-27 12:06:26黄朝辉
中国设备工程 2020年3期
黄朝辉
(柳州职业技术学院,广西 柳州 545006)
在企业生产中,数控机床单机发生故障对企业生产造成影响的形式和种类很多。如果是在自动化生产流水线中发生故障,将会导致整条生产线的停工,造成的损失将会非常巨大。如果是在某一部分工艺生产的流水线中发生故障,就会影响该零件的可持续性生产加工。如果是在整机关键零部件的生产中发生故障,将会影响整机零部件的装配工作。如果是在批量生产环节的计件生产中发生故障,将会影响企业的生产效率和利润。因此,如何保证数控机床高效率的运转,减少故障修复时间,降低故障修复费用,减少故障出现的频率,是企业维修工作的重点。维修数控系统外围部分的故障对企业一线维修人员来说很容易解决,但是,涉及数控系统的硬件故障维修就是瓶颈。
1 目前企业维修数控系统硬件方法的普遍现状
目前,数控用户维修人员的维修工作基本只涉及数控机床的外围机械机构、电气控制系统和数控系统的软故障排除,而对于系统的硬件故障通常只能由系统生产厂商采用更换部件的方法来解决,一般用户维修人员是不用也不大可能对它们进行维修的。
由于数控系统电路板集成度高、线路复杂,所以大多数用户还是采用板级维修,即更换电路插板。但是,由于数控系统的电路板价格昂贵,因此,用户要承担昂贵的费用,如无备用板可换,再从国外引进,停机等备板的损失也很大。
但是,不管是数控系统生产厂商或机床生产厂商来到企业进行系统硬件的维修,还是企业自己把系统硬件发回机床生产厂商维修,这个过程耗费的时间都很长。大部分企业是承受不起的。
2 目前维修数控系统故障的常用方法
2.1 在线诊断数控系统硬件故障
CK6420 数控车床配广数980TD 数控系统,按下水泵键后开机一闪就黑屏。现场确认该故障是闪屏,判断是系统外部短路,问题应该出在I/O 板上。用万用表检查2803 集成块,确实有一个被击穿,更换后开机正常。这种维修方法需要备件,生产企业一般没有备件,而且企业一线维修人员一般不能胜任这个工作。
2.2 离线诊断数控系统硬件故障
利用CNC 系统制造厂家专门设计的诊断软件进行CNC 系统故障测试,通过停机或脱机检查。这样可把故障缩小到某部分电路、某个功能模块、某个印制电路板及某个芯片或元件,使得元件进行修复更为方便,故障定位更为准确。这种方法要求停机或脱机,耗费的时间很长,生产企业等不起。
2.3 PLC 程序法的维修应用
目前,使用较多的是PLC 程序法在数控机床故障诊断或排除中的应用。例如,案例1:开机时出现硬限位故障,对硬限位梯形图进行了改进,故障排除。案例2:一台SIEMENS810 系统的数控磨床,开机后机床不回参考点,无故障报警显示,用编程器跟踪观察该部分梯形图,再结合机床电气原理图,排除故障。
以上的维修方法基本都是局限于数控机床的故障诊断或排除。真正通过修改PLC 梯形图来维修数控系统硬件故障的很少。
3 PLC 梯形图在数控系统I/O 接口硬件故障维修的方法
3.1 维修方法的基本原理
通过修改数控系统的PLC 梯形图,使用闲置的I/O 接口引脚替换功能失效的引脚,即对调引脚功能。通过自己的维修实践证明,通过修改数控系统的PLC 梯形图,使用闲置的I/O 接口引脚替换失效或损坏的引脚,实现数控系统I/O 接口引脚的功能置换,达到维修数控系统硬件的目的。
3.2 维修方法的案例分析
故障现象:配置广数GSK980TDb 数控系统的数控车床上电后主轴就有正转输出,导致该数控车床的主轴正转控制功能失效。
故障分析与处理:首先,排查主轴控制电路等外围线路,发现数控系统的主轴正转I/O 输出线路有短路现象。排除短路故障后,故障依旧存在。接着,断开数控系统的输出接口(CN62),直接测量数控系统的主轴正转输出管脚和+24V 之间有+24V 电压,说明主轴正转输出管脚可能被击穿。然后,打开数控系统主板查看,发现输入输出I/O 模块中的ULN2803 集成块的某一引脚有烧蚀的痕迹,更换新的ULN2803 集成块,通过检测发现故障依旧存在。故障排查维修到这里,已经是绝大多数企业维修的极限。
因此,只能更换数控系统或把数控系统发给机床厂家进行维修,但是,这会造成数控机床停机,轻者单机停机,重者整条生产线停产,而且会耗费企业很长的时间,对企业将会造成一定的损失。目前,已经诊断出是数控系统主轴正转的I/O 输出引脚被击穿,导致主轴正转功能不能使用。因此,可以使用闲置的I/O 接口输出引脚替换损坏的引脚,如表1所示。

表1 数控系统输出接口(CN62)部分定义表
启用闲置的尾座进(34 号引脚,梯形图地址是Y0.3,如图1 所示)替换主轴正转(4 号引脚,梯形图地址是Y2.5,如图2 所示)。

图1 数控系统厂家设计的尾座进输出的PLC 梯形图
即使在数控系统的PLC 梯形图里把Y0.3 和Y2.5 的输出进行置换,如图3、4 所示,用尾座进的34 号引脚替换主轴正转的4 号引脚的功能,然后把尾座进的34 号引脚的引出线接入主轴正转的控制电路里,主轴正转的4 号引脚引出线断开做好绝缘处理暂时不用。其他都不用调整,包括操作面板的按键还是使用主轴正转的按键控制。这样快速维修后,恢复主轴正转控制功能,数控机床立即可以投入生产使用。
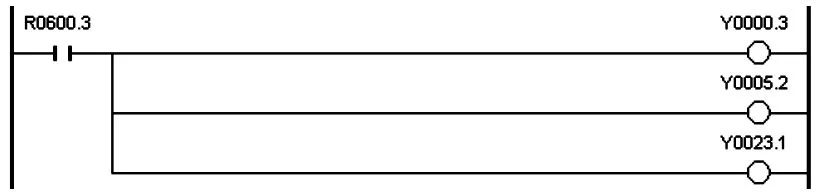
图2 数控系统厂家设计的主轴正转输出的PLC 梯形图
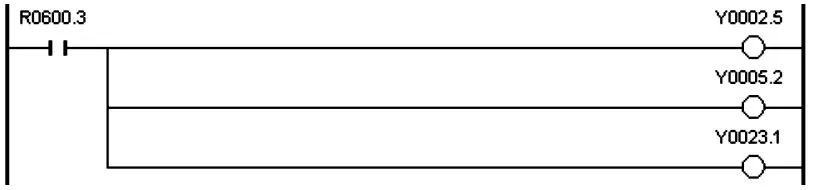
图3 尾座进输出Y2.5 替换主轴正转输出Y0.3 的PLC 梯形图

图4 主轴正转输出Y0.3 替换尾座进输出Y2.5 的PLC 梯形图
这种快速简单的维修方法,可以在极短的时间内恢复企业生产,减少数控机床的停机时间,又能等到生产淡季或大检修的时候再把数控系统发给厂家进行彻底维修。
4 结语
通过修改数控系统PLC 梯形图来维修数控系统I/O 接口硬件故障的案例,以此类推,举一反三,进而维修其他类似的I/O 接口的硬件故障。这样可以快速维修好数控机床,使企业在最短的时间内恢复生产,减少停机损失。
猜你喜欢
现代仪器与医疗(2021年4期)2021-11-05 08:25:06
制造技术与机床(2017年5期)2018-01-19 02:49:16
制造技术与机床(2017年6期)2018-01-19 02:41:14
制造技术与机床(2017年7期)2018-01-19 02:30:01
制造技术与机床(2017年9期)2017-11-27 02:14:31
成都工业学院学报(2017年2期)2017-06-28 14:23:15
电子制作(2016年15期)2017-01-15 13:39:28
汽车维护与修理(2016年3期)2016-02-28 13:17:07
制造技术与机床(2015年10期)2015-04-09 07:06:16
少先队活动(2014年6期)2015-03-18 11:19:18