车身焊接自动化技术的发展应用
2020-03-27 05:25杨玻张开熙邹勇
汽车零部件 2020年3期
杨玻,张开熙,邹勇
(成都普什汽车模具有限公司,四川成都 610100)
0 引言
当前,随着汽车行业的高速发展,汽车制造呈现出安全化、环保化、轻量化、舒适化的发展趋势,对车身零部件的制造工艺水平和制造质量提出了越来越高的要求。为了适应当前造车的变化需求,作为汽车生产制造的四大工艺之一的焊装在信息化、自动化、智能化技术的日趋成熟和推广应用下,正逐渐由传统的人工作业向柔性化、自动化、规模化方向升级转变,激光复合焊、激光拼焊板、薄板MAG焊等新型焊接工艺技术在车身零部件的制造中也得到越来越广泛的应用。同时,随着近年来国内汽车制造企业生产规模的不断扩张和中国人口红利的逐步消失,掌握熟练技能的从业人员在整个汽车制造行业都面临短缺,企业的人力成本也一直居高不下。因此,工作环境恶劣、劳动强度大、质量要求高的焊接工序采用智能化的机器人代替人工进行车身零部件的自动化焊接已成为整个汽车行业的发展趋势。
1 焊接机器人工作站构成
焊接机器人是指从事焊接的工业机器人,它通常是以工作站的方式进行工作应用,机器人工作站(如图1、图2所示)是指使用一台或多台机器人,配以相应的设备,用于完成某一特定工序作业的独立生产系统,也可称为机器人工作单元。

图1 柔性主线焊接系统 图2 焊接机器人结构示意
工作站主要由机器人及其控制系统、辅助设备以及其他周边配套设备所构成,包括:机器人本体、机器人末端执行器(含焊枪)、控制系统、示教器、变位机、识别系统及相应的定位工装等。机器人本体一般是伺服电机驱动的六轴关节式操作机,它由驱动器、传动机构、机械手臂、关节以及内部传感器等组成,主要作用是精确地保证机器人末端执行器(含焊枪)所要求的位置、姿态和运动轨迹。机器人控制系统是整个工作站的神经中枢,包括计算机硬件、软件和一些专用电路,负责处理机器人工作过程中的全部信息和控制其全部动作。机器人末端执行器是机器人的主要辅助设备,也是工作站中重要的组成部分。同一台机器人,安装了不同的末端执行器可以完成不同的作业内容。在焊接的实际生产过程中,工序产品常需在工作站中暂存、移动或翻转,所以工作站也常配备有暂置台、移动小车或翻转台架等储运设备。另外,监视、检查等感应识别系统对于工作站的自动化生产也是非常必要的。在配置有生产线异常警示和控制器排查系统的情况下,当出现生产异常时会自动停线,确保不出现大量的次品,并且通过自动纠错系统迅速排查问题,提供故障诊断反馈意见,快速恢复生产。为了满足焊接产品良好的工艺要求,焊接机器人工作站方案的设计必须依据所焊接产品的特点、结构形式、几何尺寸、精度要求和生产节拍等信息对机器人相关功能单元进行系统组合与集成。
2 焊接自动化技术特点
焊接自动化是实现我国汽车制造业由大到强转变的基石,焊接机器人在汽车行业的大规模应用对整个行业影响深远。一方面,随着焊接机器人技术的成熟和成本的下降,焊接的自动化程度越来越高,焊接生产中人工作业所占比重逐渐减小。通过焊接自动化技术的引入,很大程度上可将工人从繁重、恶劣的工作环境中解放出来。同时,因机器人的生产节拍是固定的,所以生产安排的计划性非常明确,连续生产的持续时间可做到24 h不间断,这样不仅打破了传统生产班次的界限,还带动整个行业生产组织模式的变革。另一方面,通过焊接自动化技术的应用,可在焊接质量、效率、成本、作业环境等方面提升企业的核心竞争力。
2.1 提高效率、降低成本
焊接机器人响应时间短,运动速度快,只要保证水、电、气等外部动力源条件,可以持续工作,避免工人上班过程中因个人情绪波动、中途停顿、休息等对生产效率的影响。一台机器人可以替代3~4名产业工人持续24 h作业,生产效率是手工焊接的4~5倍。同时,随着国内汽车产业的大力扩张,造车新势力不断涌现,产业工人紧缺,焊接从业人员的薪资不断上涨,给企业带来沉重的经济压力。为了提升效率、降低成本、增强企业核心竞争力,在焊接自动化装备性能、效率不断提高以及价格逐渐降低的情况下,采用焊接机器人进行焊接自动化生产是当前汽车行业降本增效的有效途径。
2.2 提升产品质量
由于机器人自动化焊接实现了程序化、标准化作业,具有很高的定位精度、重复定位精度和承载能力,每个动作步骤精确、可靠,具有很好的稳定性和一致性。若采用手工焊接工艺方式,因个人专业技能的差异和外界因素干扰,焊接过程无法做到精准、量化,焊接参数、焊接运动轨迹以及焊接时焊枪的角度等都容易出现偏差,焊接成品质量的稳定性、一致性也无法得到有效保证,撞伤、焊偏、焊穿、未熔合等焊接质量缺陷时有发生,不利于产品质量的管控。采用自动化焊接工艺方式,焊接过程中的每个步骤、每个动作轨迹及工艺参数都通过程序进行固化,避免外界因素的干扰,可很好保证焊接产品的合格率、稳定性和一致性。
2.3 改善操作环境
焊接作业作为特殊工种,生产过程中存在火星或金属物飞溅,并伴有弧光、烟尘、噪声及有害气体等危害因素。作业环境较为恶劣,对操作人员的作业保护也是一种考验,防护不慎就容易犯上放射性疾病、电光性皮炎等职业病,所以对焊接的作业环境和作业保护提出了严格的要求。焊接自动化是由机器人作业,工人只需在安全距离外进行监管、操作,这样就有效避免了烟尘、弧光、金属飞溅等对人体的伤害,防止职业病的发生,同时也降低了工人的劳动强度。所以,通过焊接自动化技术的应用,能够有力改善焊接生产车间的整体作业环境,保证焊接作业人员的人身安全。
3 焊接自动化技术发展趋势
3.1 自动化柔性生产系统
为了增加潜在消费者的选择,更好地占领市场,各个车厂都在积极拓展自己的产品线,丰富自己的产品类型。同一公司开发不同平台的车型,甚至是同平台下开发不同外观造型的车型已逐渐成为国内汽车开发的主流模式,这对车身零部件焊接生产的适应性提出比较高的要求。若采用传统的做法,针对不同车型则需建设单独的焊接生产线和开发单独的焊装夹具,配备专用的生产场地和生产管理人员,生产投入的综合成本高。随着机器人技术的成熟和智能制造的推广应用,通过对自动化焊接生产线的柔性化开发,能够实现平台化车型的混线生产。更有甚者通过焊接线的升级改造,可以实现不同平台、不同外观车型的混线生产(如图3所示)。这样不仅可节约焊装生产线的场地(部分工位可共用),还可减少生产线特别是总成或分总成焊接夹具的投入,既满足了车型生产多样化,提升了效率,又降低了成本,综合效益显著,所以,发展自动化柔性焊接生产系统已成为当前汽车零部件行业的主要方向。
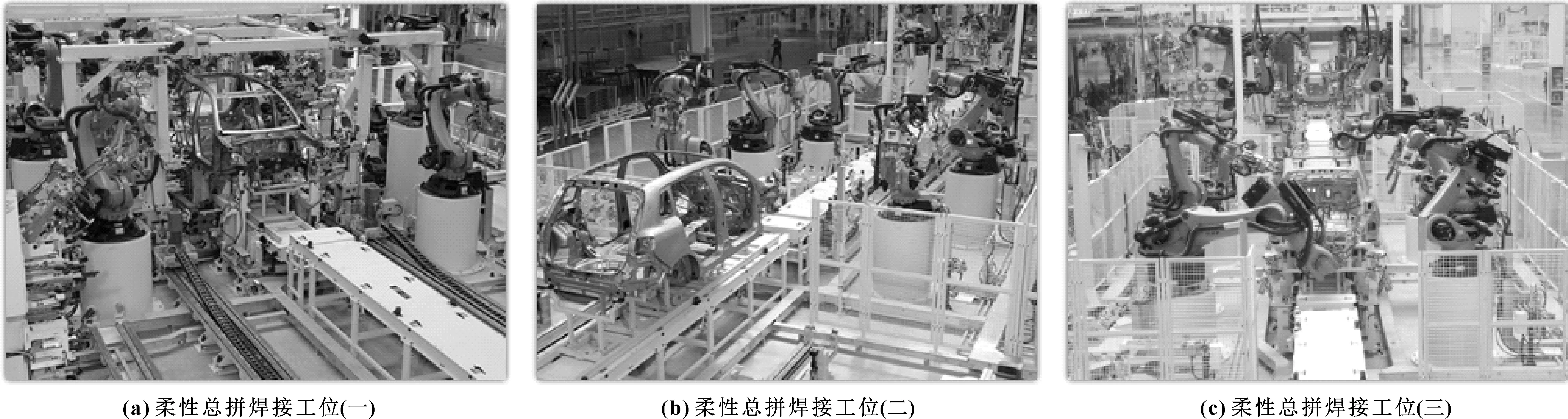
图3 多种车型切换柔性焊接生产线
3.2 自动化在线检测
焊接生产作为汽车制造过程中的关键工序,焊接后车身的尺寸精度是影响整车装配性的关键质量指标,有严格的技术要求,因此焊接过程的质量监管、质量检测是保证整车质量精度的重要手段,必须认真对待。传统的检测方式是采用人工外观精度检测和三坐标尺寸精度测量相结合,检测过程复杂、效率低下,只能按一定频次实行抽检,无法做到产品质量监控的全覆盖,存在一定质量风险。机器人视觉检测系统(如图4所示)作为现代新型的自动化检测方式,可与自动化焊接机器人的生产过程进行联动,对焊接质量进行在线检测,不仅能够快速反馈焊接过程中车身尺寸精度的质量信息,而且还能体现车身尺寸精度变化的趋势。整个检测过程高效、直观,检测精度非常精准、可靠,能够及时为工艺分析改进和产品品质优化提供数据支撑。因此,生产线的自动检测系统不仅是现代焊接自动化技术的完善和补充,而且也是焊接自动化配套技术今后着力发展的方向。

图4 在线检测工作站
3.3 新材料自动化焊接工艺
根据当前汽车行业的轻量化要求,设计、制造、材料的轻量化在汽车零部件的开发应用中越发被关注和重视。车身零部件的原材料使用也较传统钢板发生了明显的改变,镀锌板、超高强板、铝合金、镁铝合金及高强度纤维复合板等新型材料在车身零部件的开发制造中占比也越来越高。为了适应汽车行业材料的变化需求,需要对新材料的焊接工艺技术进行不断探索、研究,以满足现代汽车的自动化、高效率、高品质的焊接生产要求。比如适用于镀锌板材料的激光焊接工艺和适用于铝合金材料的搅拌摩擦焊接工艺技术都得到了很好的发展应用。
4 小结
随着当前汽车车型更新换代的加速、整车研发周期的缩短以及汽车轻量化、安全环保化要求的不断提高,车身零部件的柔性自动化焊接生产工艺技术也取得了长足的进步。因其展现出良好的成本、效率、质量等综合优势,在汽车行业的白车身焊接制造中将会得到更广泛的发展应用。
猜你喜欢
今日农业(2022年16期)2022-11-09
汽车实用技术(2022年16期)2022-08-31
电脑报(2020年32期)2020-09-06
家用汽车(2016年9期)2016-11-04
少儿科学周刊·少年版(2015年4期)2015-07-07
少儿科学周刊·少年版(2015年4期)2015-07-07
少儿科学周刊·少年版(2015年4期)2015-07-07