
天然气压缩机组控制流程设计
2020-03-05 02:36徐怀东
设备管理与维修 2020年3期
徐怀东
(中油济柴成都压缩机公司,四川成都 610100)
0 引言
天然气压缩机组是目前自动化程度高的机组,其机组配套的控制系统采用PLC 为核心的可编程控制器,开发应用配套的编程技术的设计对机组可靠、稳定运行以及故障诊断具有重要的应用意义。
1 控制系统的硬件构成
1.1 压缩机UCP 控制盘
压缩机组就地控制盘(Unit Control Panel,UCP)安装于压缩机撬上,主要硬件构成为:罗克韦尔Compactlongx 系列PLC 为核心的控制系统;采用红狮G310 系列触摸屏(HMI)用于机组运行参数的显示、设置、操作、通信以及报警停机信息的输出。将压缩机组采集到的模拟量信号主要包括机组机油压力、机油压力、工艺气进排气压力、振动、阀门开度和开关量数字信号等,主要包括机组油位、水位、液位、状态检测输出信号通过PLC 的I/O 通道模块采用RSLogix5000 软件进行控制逻辑编程,控制输出机组的启动、停止、加载卸载、故障报警等流程逻辑控制。机组通信是利用触摸屏G310 高速的RS232/485 通信端口和Ethernet10 BaseT/100 与多不同类型的硬件通信的功能来集成的。触摸屏有3 个通信端口:TCP/IP 端口与PLC 进行通信连接采集、监控压缩机组的运行参数;RS485 端口1 作为主站与发动机PL1000E 模块进行通信,RS485 端口2 后作为丛站将压缩机、发动机运行参数通过端口映射后上传给上位DCS 系统(图1)。
1.2 发动机ADEMIII 控制系统
卡特彼勒新型的数字式发动机管理系统ADEMIII 提供调速,空燃比及正时控制,并通过感应各缸爆燃来调整点火时间,燃气计量阀,废气旁通阀及空气进气阀使用电子控制的液压执行器进行控制。利用与ADEMIII 控制模块连接的远程控制接口,可以将压缩机控制盘进行互联,当压缩机运行时出现故障后发动机能够进入正常或者紧急停车模式。
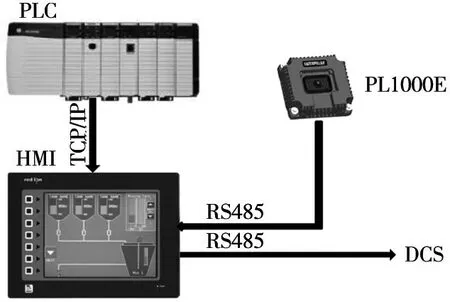
图1 控制系统
2 逻辑编程控制方案
(1)将采集到的压缩机的模拟量、开关量输入,状态输出信号采用罗克韦尔RSLogix5000 软件编程。编程采用功能块封装模式,将模拟量、开关量分别与功能块的输入、输出对应进行组态,再通过编程将各功能块进行逻辑连接完成压缩机组的流程控制。
(2)工艺气进出口、清洗、放空以及加载、卸载采用自动阀门,控制流程对每个阀门在不同的状态下进行编程逻辑控制。
3 流程状态的编程设计
压缩机组控制编程设计分为4 个状态:停止状态、启动状态、运行状态以及报警故障状态。
3.1 停止状态
控制盘上电后,在发动机没有运转的情况下,机组处于停止状态。如果压缩机曲轴箱润滑油实际温度未达到“允许启机油温标准”,触摸屏信息栏将不会出现“准备启动”字样,此时当按下“运行”按钮时触摸屏信息栏顶部将出现“机油温度未达到起机要求,开启外循环加热器”提示,开启外循环机油加热泵直到压缩机曲轴箱机油温度达到“允许启机机油温度值”设定值后该提示才会消失,信息栏将出现“准备启动”字样。
3.2 启动状态
按下运行按键,进入清洗、增压、预润滑以及启动发动机流程(图2)。
(1)清洗流程的目的是置换压缩缸内的空气。触摸屏信息栏将出现“清洗中”字样并进行倒计时,进入清洗流程前如果管道内进气压力大于系统设定的“清洗使能压力值”系统自动跳过清洗流程(图3)。
(2)清洗流程完成后,机组进入增压流程。机组增压的目的是让机组启动时有一定量的工艺气体,防止发动机启动运行时机组内部形成负压,导致空气进入压力容器和压缩缸内。触摸屏信息栏将出现“增压中”字样,并显示进气压力值。在增压流程内,进气压力首次达到“允许启动前增压压力值”后,增压流程完成,触摸屏信息栏将显示“增压完成”字样。
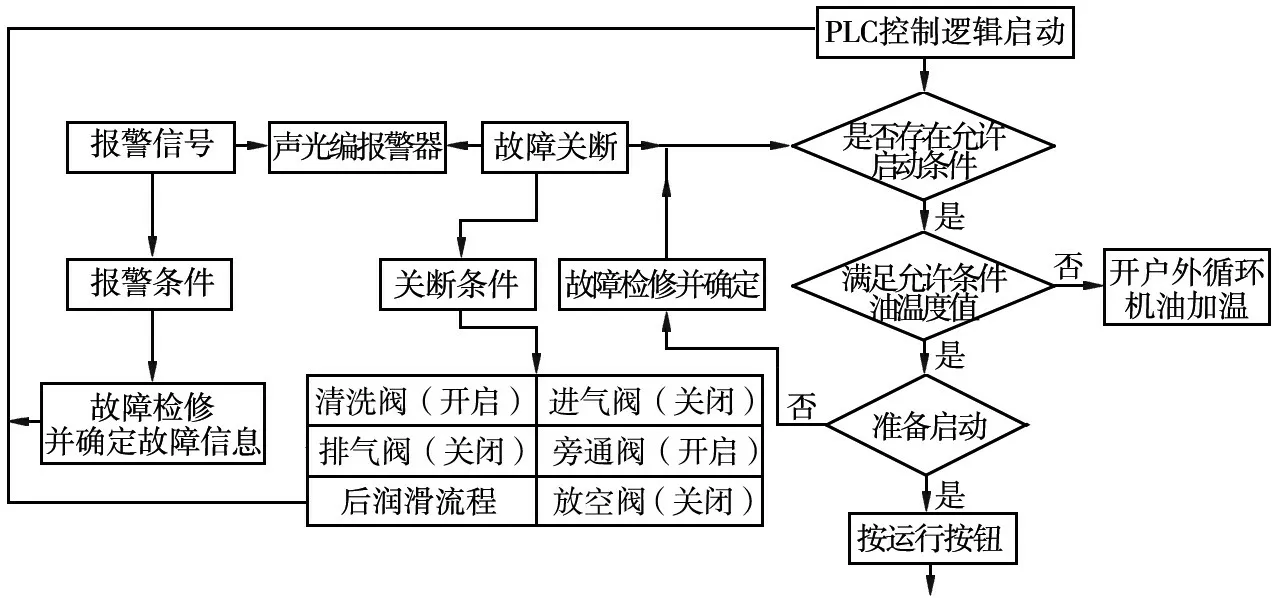
图2 启动流程
(3)前预润滑流程,触摸屏信息栏将出现“预润滑中”字样,并对其倒计时,预润滑流程中压缩机曲轴箱主油道润滑油压力将被监控,以确定是否满足预润滑允许的压力值的要求。如果在预润滑倒计时结束后,压缩机主油道机油压力未达到设定值,将发生预润滑故障并停机。当压缩机主油道机油压力已达到预润滑机油压力设定值时,且预润滑倒计时结束后,预润滑流程完成,但外循环机油加热泵仍要持续运行直到前预润滑定时器结束后(图4)。
(4)按下“发动机启动”按钮后,触摸屏信息栏将提示“发动机启动中”字样,发动机启动成功后,触摸屏信息栏将提示“发动机运行中”字样。
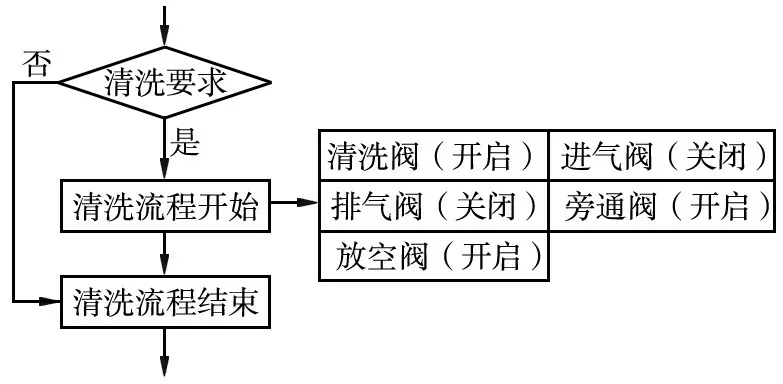
图3 清洗流程
3.3 运行状态
发动机正常启动后,流程进入运行状态,触摸屏信息栏将出现“系统运行中”字样。运行状态分为暖机流程、加载流程以及卸载流程。
(1)机组进入运行状态后进入暖机流程。触摸屏信息栏将出现“暖机中”字样,并对暖机状态进行倒计时。当到计时结束,“压缩机曲轴箱润滑油温度”值达到设定的“机油暖机温度值”时,触摸屏信息栏将出现“暖机完成”字样。
(2)当机组暖机完成后,触摸屏信息栏出现“准备加载”字样。按下“加载”按钮进入加载流程。
(3)按下“卸载”按钮,系统将开启卸载流程,触摸屏信息栏出现“卸载中”字样,压缩机卸载流程完成,触摸屏信息栏出现“准备加载”字样,此时可以点击“加载”按钮让机组重新加载。
3.4 正常停机流程
按下“停止”按钮,如果机组未处于加载状态,发动机直接停止。触摸屏信息栏将出现“系统停止中”字样。机组进入停机状态后,将开启进行后润滑流程,触摸屏状态栏将出现“后润滑中”字样,并倒计时完成。
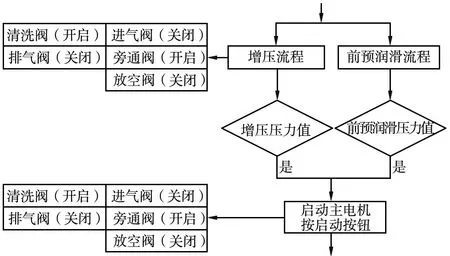
图4 增压、前润滑流程
4 结束语
由于控制系统硬件采用模块化设计,编程也使用功能块来实现,可以大大提高压缩机组硬件设计、程序开发编制的效率。为压缩机组平稳运行,减少事故的发生以及故障诊断提供了有力的保障。
猜你喜欢
装备制造技术(2019年12期)2019-12-25
环球时报(2019-12-12)2019-12-12
石油知识(2019年6期)2019-12-09
电子制作(2018年19期)2018-11-14
南方周末(2018-10-25)2018-10-25
知识就是力量(2018年7期)2018-07-11
时代金融(2017年22期)2017-09-13
小猕猴智力画刊(2016年9期)2016-05-14
汽车维护与修理(2015年6期)2015-02-28
汽车维护与修理(2015年2期)2015-02-28
