
天线调平垫板铣面工装的设计
2020-03-04 03:45
机械制造 2020年1期
泰安航天特种车有限公司 山东泰安 271000
1 设计背景
天线调平垫板属于板类零件,平面度要求较高,且尺寸较大。在铣床上进行天线调平垫板铣面加工,存在工作台行程不足的问题。在机床技术不断提高的带动下,夹具技术也向高精、高效、经济性、组合性等方向发展。工装夹具的优劣,对加工精度有一定影响[1-2]。
针对天线调平垫板铣面加工存在的问题,笔者设计了一套天线调平垫板铣面工装。在铣面加工时,将天线调平垫板直接装压在铣面工装上即可。天线调平垫板铣面工装结构简单,操作方便,通用性强,可以保证天线调平垫板的加工精度,提高加工效率,并为相似铣面结构提供夹具设计参考[3]。
2 现状分析
目前,天线调平垫板铣面工序一直安排在镗床上进行加工,加工的平面度、表面粗糙度均能得到较好保证[4]。根据车间的制件进度及工序的合理安排,计划将天线调平垫板铣面工序调整至铣床上进行,目的是提高镗床的利用率,加快车间其它制件的进度和统筹[5-8]。
天线调平垫板如图1所示。将天线调平垫板铣面工序调整到铣床上进行,带来了以下问题:
(1) 铣床的工作台面较小,无法直接装夹天线调平垫板;
(2) 铣面加工后,需保证天线调平垫板两端的厚度尺寸3 mm、18 mm,即具有 4°斜面;
(3) 天线调平垫板一端厚度尺寸为3 mm,由于板厚较薄,容易导致斜面变形,无法保证斜面0.05 mm的平面度要求。

▲图1 天线调平垫板
3 铣面工装设计
3.1 工装组成
天线调平垫板铣面工装由底座、圆柱销、4°斜面、导向键、M6 mm×20 mm内六角圆柱头螺钉、M6 mm×35 mm六角头螺钉等组成,如图2所示。
3.2 具体实施
天线调平垫板铣面工装通过导向键定位在铣床工作台面上。使用M6 mm×20 mm内六角圆柱头螺钉进行紧固后,将待加工的天线调平垫板放置在4°斜面上。使用圆柱销对待加工的天线调平垫板进行定位,然后对天线调平垫板进行铣面加工。
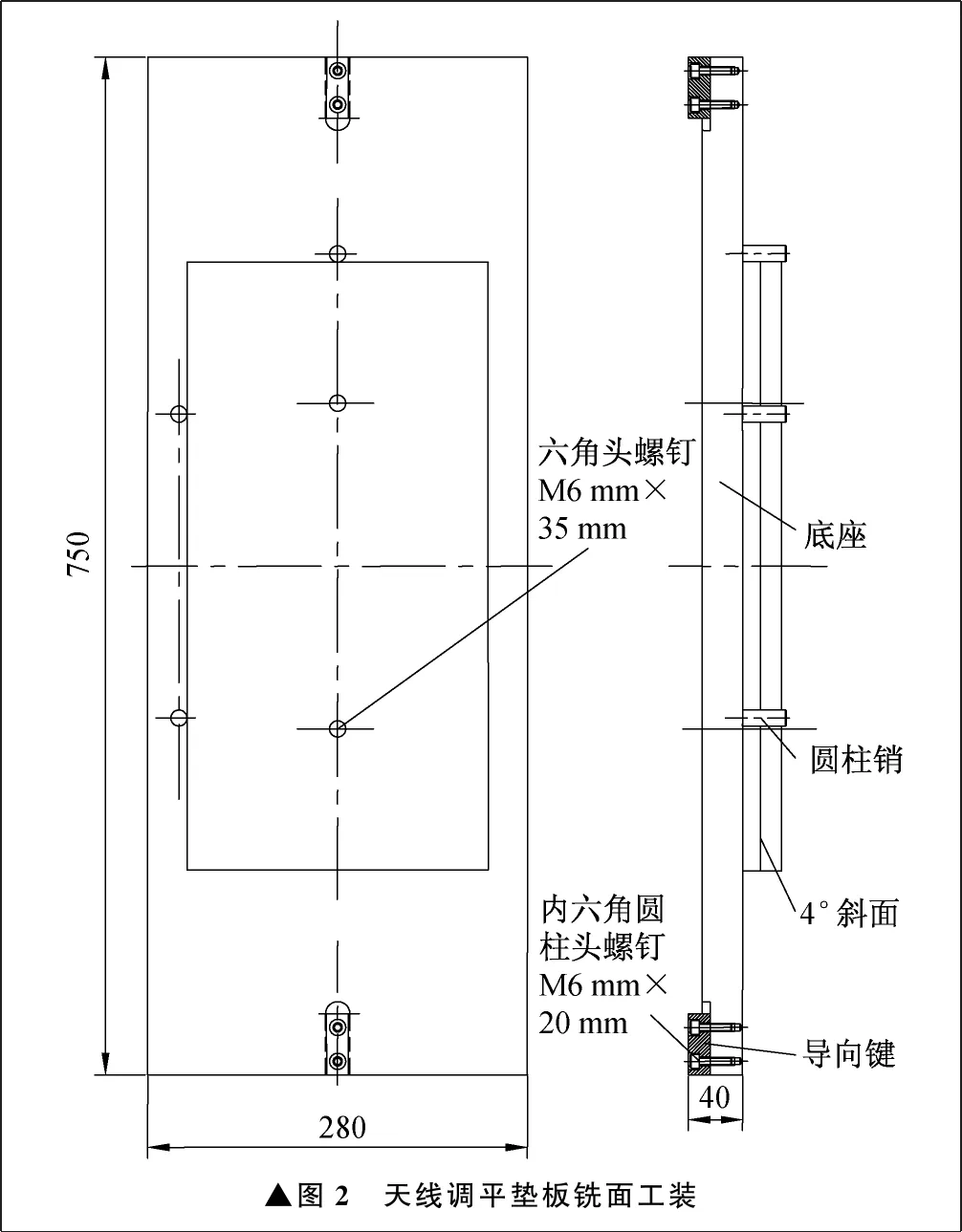
▲图2 天线调平垫板铣面工装
若加工的天线调平垫板件数较多,装夹过程中发现4°斜面发生变形或磨损量较大,则可以通过拆卸M6 mm×35 mm六角头螺钉及时更换4°斜面,以便保证天线调平垫板两端厚度的加工尺寸3 mm、18 mm及0.05 mm的平面度要求。
天线调平垫板铣面工装结构简单,在天线调平垫板铣面加工过程中保证了排屑顺畅。经实际使用验证,应用这一天线调平垫板铣面工装,铣面加工后天线调平垫板的尺寸、精度均能达到技术要求。天线调平垫板铣面工装在不使用且处于存放状态时,接触表面需要涂防锈油,其余非接触表面可以涂漆处理[9-10]。
4 结束语
笔者设计了天线调平垫板铣面工装,特点是结构简单,操作方便,通用性强。在批量化生产中,工装定位在工作台上后,只需将天线调平垫板固定在斜面上,由圆柱销定位,并压紧即可,辅助时间大大缩短,为天线调平垫板的铣面工序提供了方便。经使用验证,在这一工装上加工天线调平垫板,精度大大提高,在生产中具有较大的实用价值。
猜你喜欢
哈尔滨轴承(2022年1期)2022-05-23
机械工程与自动化(2020年4期)2020-08-25
学生导报·东方少年(2019年16期)2019-07-02
农业工程学报(2018年14期)2018-08-10
小猕猴智力画刊(2018年6期)2018-07-08
奥秘(创新大赛)(2018年3期)2018-07-03
航天工业管理(2017年4期)2017-05-12
制造技术与机床(2017年2期)2017-05-04
制造技术与机床(2017年12期)2017-02-02
制造业自动化(2015年1期)2015-07-07
