PeakVue 技术在轴承早期故障检测中的应用
2020-02-26 13:45陈惠林
设备管理与维修 2020年1期
陈惠林
(华能石洞口第二发电有限公司,上海 200942)
0 引言
实践表明,旋转设备的轴承仅有10%能运行到设计寿命年限,其余的会因为润滑不良、装配失误或者选型不对、制造缺陷等导致寿命减少。轴承的突然失效会导致严重的后果和巨大的经济损失,所以如何在早期及时发现轴承的故障对于设备的安全运行至关重要。
1 轴承故障在振动频谱图中的特征
在振动频谱图中,轴承的故障频率是不同于1×基频倍数的不同步分量。与轴承故障频率有关的4 个参数有滚珠过内圈频率(BPI)、滚珠过外圈频率(BPO)、保持架转速频率(FT)和滚珠的自转频率(BS)。相关公式如下:

其中,d 为滚珠直径,D 为轴承节径,n 为滚珠数,α 为接触角。
另外,当滚珠上的缺陷既撞击内环又撞击外环,BS 值可能加倍。
如果频谱图上出现图1 中这样的高峰并伴有边频带或谐波,那么轴承出现故障的概率很大。因为图1 中轴承的4 个故障频率——BPI、BPO、FT 和BS,均不是整数。
2 调制解调技术

图1 振动频谱图中谐波分类
如果在频谱图的低频范围内发现了轴承的故障频率,表明故障已经到了比较严重的地步。如何能更早地发现轴承出现问题,就需要使用调制解调(包络检波)技术(与收音机的AM 调幅技术类似)。调制解调技术是目前普遍使用的、针对早期滚动轴承和齿轮故障诊断的信号采集和处理方法。
当轴承旋转时,轴承上的故障滚珠会重复不断地经过载荷区和无载荷区,因此会出现幅值时大时小的调制信号,即故障频谱被旋转频率所调制。在频谱图上可以看见,间隔为保持架转速频率的边频带(0.4 倍的1×频率),当内圈故障时边频带的间隔为基频(图2~图3)。
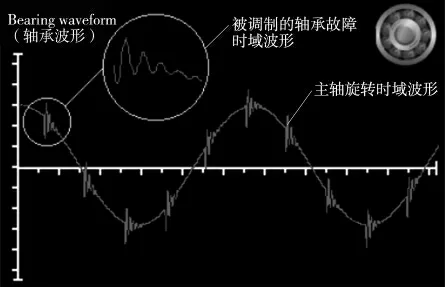
图2 被调制的故障信号
这个过程一般由以下3 个步骤实现。
(1)解调。通过高通滤波器滤掉低频信号并让轴承故障等高频信号(>2 kHz)通过(图4~图5)。
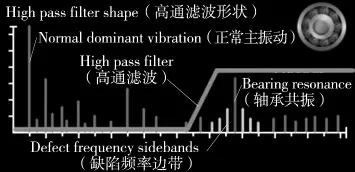
图3 高通滤波
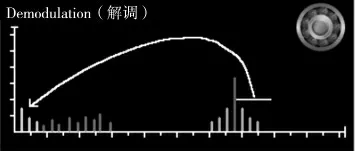
图4 高频包络
(2)包络。通过解调器将高频的变频带转移到基频处(高频包络),然后通过整流器去掉负向信号,只保留正向信号(图6)。
(3)最后使用抗混频低通滤波器将高频的其他调制源的残余信号滤掉,就能得到轴承等有用的故障信号(图7)。
由于转动机械不同的故障所在的频率也各不相同,从低的次同步谐波到高的齿轮啮合频率谐波,因此,需要先对振动探头在高、中、低频段的输出波形进行滤波,然后进行包络解调,对高、中、低频段的频谱波形进行处理和分析,以确定旋转机械的故障类型。但是把三频段带通滤波后的时域信号变换到频域分析,最少要经过3 次的FFT(Fast Fourier Transform,快速傅里叶变换),其采集的数据量和运算量均会增加很多,信号处理速度较慢。
不过,调制解调技术只能判断轴承类的早期故障,而不能判断故障的严重性,而且没有实时的趋势跟踪也就不能及时地对轴承故障进行预警。于是各个振动分析领域的专业公司,针对轴承故障诊断开发了大同小异的先进检测方法。艾默生公司的应力波PeakVue 专利技术就是其中之一,该技术可以做到调制解调技术无法做到的上述内容。
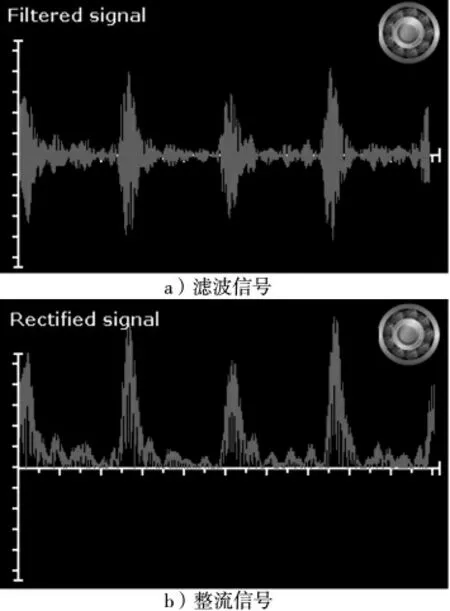
图5 滤波和整流信号
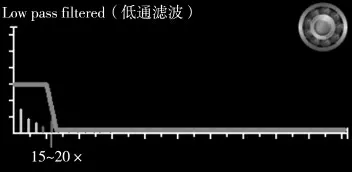
图6 低通滤波
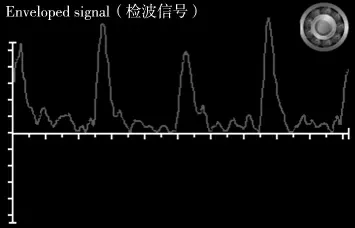
图7 处理后的振动频谱
3 PeakVue 技术
艾默生公司的PeakVue 技术可以在振动频谱的背景信号中分离出频率高但幅值低的周期性故障信号,这些频率主要为早期的齿轮箱和轴承的故障频率,通过时域频谱中的加速度PeakVue 值可以量化故障的严重程度,并配合分析频谱波形可以诊断故障的原因。更为重要的是,还可以对不同时间测得的PeakVue 值进行趋势分析故障的发展状况。
3.1 工作原理
要了解PeakVue 的工作原理,首先需要了解应力波的概念。应力波是发生于机械的金属对金属的冲击、应力裂痕或摩擦现象,是一种非常短暂的(1.0×10-6~1.0×10-3s)、连续性脉冲的信号,即频率非常高,常常在1~50 kHz。当缺陷发展时,其频率会降低直至在发生严重故障前被常规振动频谱分析仪所捕获。滚动轴承和齿轮箱的早期失效,均会导致应力波的出现。
安装在轴承上和齿轮箱上的压电式加速度传感器的时域输出波形非常复杂,由随机信号、高频和低频周期性信号、应力波等多种信号组合而成。PeakVue 技术的振动探头运用Fmax=100 kHz 的高频采样采集设备振动信号,并使用高通滤波器(High-pass filter)从采集的原始振动信号中去除低频段,分离出高频的应力波脉冲信号,再通过二次采样处理此应力波,得到PeakVue 时域波形和通频值。最后通过FFT 数字变换得到PeakVue 频谱波形。应力波不仅会在高转速的设备上产生,在低转速的设备上也会出现,只要是金属间碰撞所产生的应力波皆能检测,如高频段的轴承、齿轮箱的磨损故障和低频段的轴承的润滑不良、水泵的汽蚀等,因此通过时域波形峰值可以精准地判断故障的严重程度。同理,跟踪PeakVue 值的变化,就可以准确地判断轴承和齿轮箱故障的发展阶段和剩余寿命。
3.2 技术特点
(1)PeakVue 在处理中保持了振动频谱分析仪采集到的实际振动信号值,能真实反映振动幅值情况,通过不同时间的多次采集可以进行趋势分析(图8)。
(2)PeakVue 并不局限于中频范围,它可以监测高速和非常低速(转速最低至1 r/min,对设备的转速无要求)的冲击故障,因此是低速设备监测的好方法。
(3)数字式高频采样模块,不受采样定律限制。
(4)灵敏地采集应力波信号,例如轴的疲劳裂缝、轴瓦摩擦、轴承及齿轮箱磨损或故障早期的冲击,运用PeakVue 技术可以分析出故障频率并同时掌握振动严重程度。
(5)PeakVue 技术能够在故障早期及时预警,避免设备的非停,配合其他检测手段还能做到状态检修,减少备品配件,降低检修成本。
华能石洞口第二发电有限公司于2016 年12 月开始采用艾默生重要辅机无线状态监测系统,2018 年8 月又上了二期项目。截止目前,该系统已经覆盖了一期和二期4×600 MW机组的汽机房0 m、六大风机和脱硫区域。该系统采用了艾默生公司具有PeakVue 专利技术的CSI9420 无线振动变送器。CSI9420 无线振动变送器不仅可提供振动总量、趋势报警、频谱以及时域波形,还集成了PeakVue 技术,通过AMS 智能设备管理软件可以对现场变送器进行在线的实时监测和诊断(图8)。
表1 是针对电机直连、转速在600~6000 r/min 的卧式泵的经验数据。
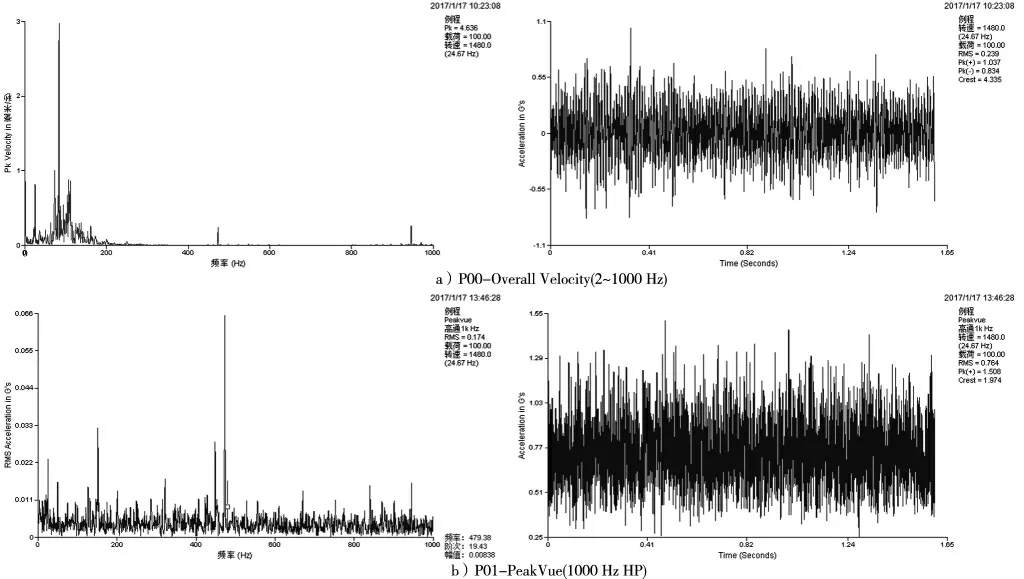
图8 艾默生PeakVue 频谱图
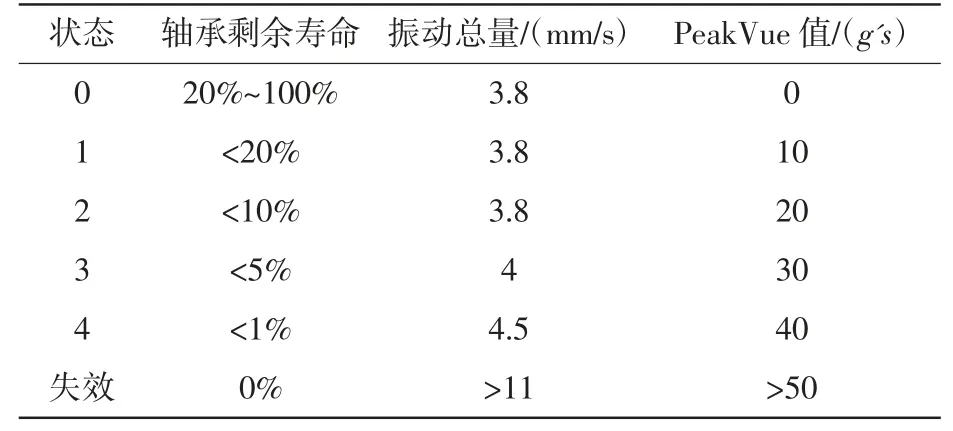
表1 PeakVue 值与轴承寿命的关系
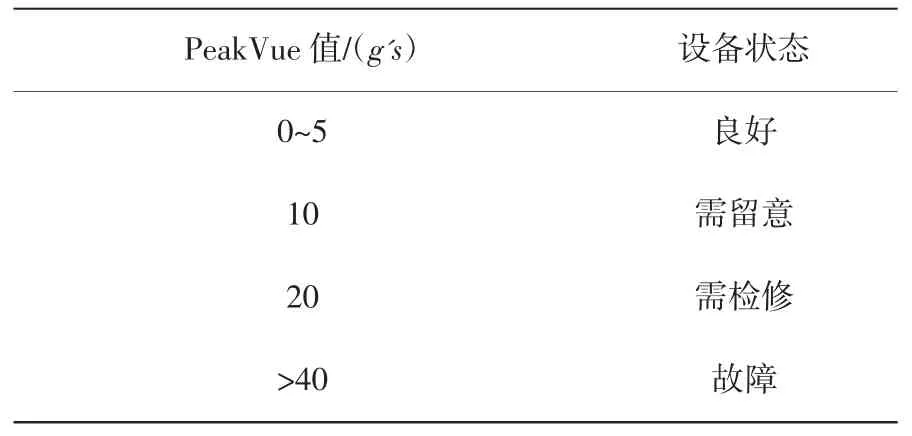
表2 PeakVue 值与设备状态的关系
2017 年5 月10 日下午15 时,这套系统使用不久,就发现了1 号机组的一次风机1B 风机驱动端轴承PeakVue 值偏高,及时发现了一起轴承早期故障的事件(图9、图10)。
故障原因分析如下:

图9 振动值与PeakVue 值比较

图10 一次风机1B 风机驱动端频谱图
一次风机1B 额定转速1480 r/min,风机轴承型号为SKF 22226-E-C3,为2014 年更换。根据频谱分析其1×频率最高,未见其他整数倍频,并存在1×和2×轴承保持架故障频率,时域图PeakVue 值最高至21.69 g's。但其振动值和轴承温度均不高,听棒也未听出明显异常噪声,处于故障中期阶段,但是轴承保持架故障危害性较大,所以在6 月1 号机的调停中更换了该轴承。复查频谱恢复正常,PeakVue 值在2 g's 以下。拆解下来的轴承保持架确实有较明显的磨损痕迹。
4 总结
开展旋转机械轴承的状态监测和故障诊断,运用好如PeakVue 等先进技术,做好重要辅机的状态监测,更有利于检修和更换轴承的计划性,减少事故发生,延长运行周期,提高可靠性和经济性,对于最大限度地发挥轴承工作能力具有实际意义。
猜你喜欢
空间科学学报(2021年6期)2021-03-09
制造技术与机床(2019年11期)2019-12-04
军事运筹与系统工程(2019年4期)2019-09-11
中国港湾建设(2017年11期)2017-12-19
雷达学报(2017年6期)2017-03-26
人民音乐(2016年3期)2016-11-07
通信电源技术(2016年1期)2016-04-16
空间控制技术与应用(2015年2期)2015-06-05
振动工程学报(2015年2期)2015-03-01
中国设备工程(2014年2期)2014-02-28