
基于氧气透过率测试仪及相关数据比对分析的研究
2020-02-22 03:09曹蕾余丽红邓子玄
现代信息科技 2020年18期
曹蕾 余丽红 邓子玄


摘 要:为提升氧气透过率测试仪数据的利用率,加速材料分析的效率,进而提高测试仪的应用能力,在对氧气透过率测试仪的基本组成和原理和测试仪所生成的氧气透过率数据格式、参数、存储方法和过程进行说明的基础上。对不同参数条件下的PET/AI/PE材料氧气透过率数据拟合比对方法和相同区域PET/AI/PE材料的高清图像数据盲点比对方法进行了研究;分析了两种比对方式产生后的数据结果与实际应用之间的关联,在提升测试仪的应用上具有重要参考作用。
关键词:氧气透过率;PET/AI/PE;高清图像数据;比对方法
中图分类号:TH87 文献标识码:A 文章编号:2096-4706(2020)18-0047-04
Abstract:In order to improve the utilization of oxygen transmission rate tester data,accelerate the efficiency of material analysis,and then improve the application ability of the tester,the basic composition and principle of the oxygen transmission rate tester and the oxygen transmission rate generated by the tester data format,parameters,storage method and process are explained on the basis. The data fitting comparison method of PET/AI/PE material oxygen transmission rate under different parameter conditions and the blind spot comparison method of high-definition image data of PET/AI/PE material in the same area are studied;the correlation between the data results generated by the two comparison methods and the actual application is analyzed,which has an important reference role in improving the application of the tester.
Keywords:oxygen transmission rate;PET/AI/PE;high-definition image data;comparison method
0 引 言
随着物流等行业的不断发展,对物品的包装要求越来越高,例如塑料薄膜、复合膜、织物、皮革等,在不同的条件下,对其气体(氧气)透过率性能有着不同的要求。目前,国内对上述材料主要采用单机的气体透过率测试仪进行测试,其关注点主要在如何提高仪器本身的精度和可靠性上,以及新的技术方法研究上。随着用户对数据的关注,部分仪器生产企业将测试数据上传到互联网上,提供给用户观看,但是繁杂的参数,复杂的图像,庞大的数据让普通用户无法第一时间掌握重点。基于上述的考虑,广东白云学院与广州西塘机电科技有限公司进行校企合作,在现有气体透过率测试仪数据研究的基础上提出了新的改进,通过与样品的气体透过率数据进行拟合比對和材料图像数据盲点比对的方法,得到材料的差异点,用最简单的方法将结果展现在用户面前,为用户提高生产质量提供依据。
1 仪器简介
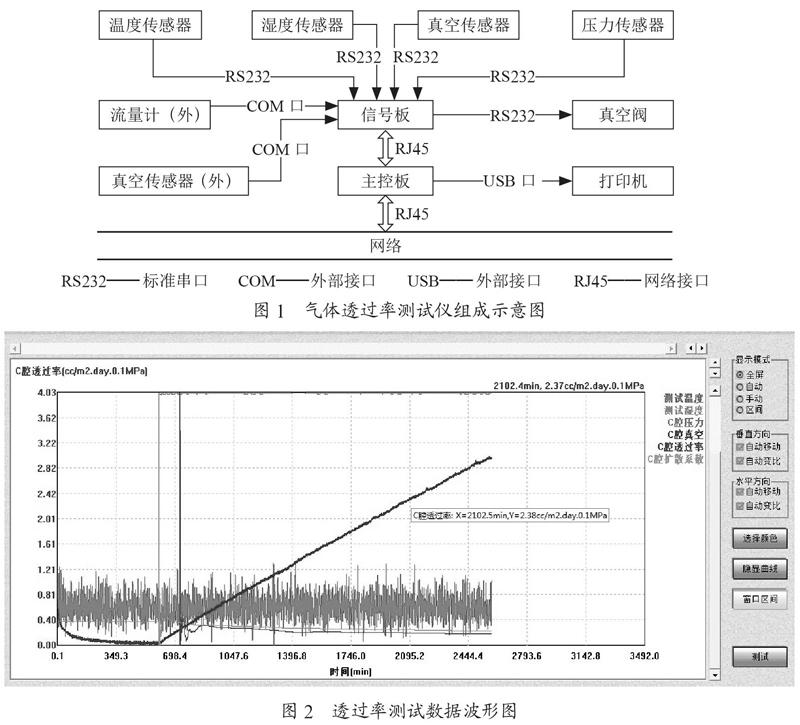
目前市面在用的气体透过率测试仪多采用高性能嵌入式控制器,其组成如图1所示,内建实时微操作系统控制,与PC机(个人电脑)专业气体透过率测试仪软件建立实时通信,PC机上专用材料测试软件操作界面简洁直观,使用方便。软件包括试验参数设置模块、实时数据显示模块、数据库模块、数据分析与打印模块。测试状态与数据在屏幕上实时显示并存贮于数据库,可进行成组试验。试验后,根据试验类型和试验次数自动计算国家标准需要的试验结果,试验结果打印清晰美观。
氧气透过率测试仪主要用于测试材料的透氧系数,也就是说将检测设备在恒定温度和单位压力差下,在稳定透过时,单位时间内透过塑料薄膜、铝箔、真空镀铝膜等材料单位厚度、单位面积的气体的体积[1],以标准温度和标准压力下的体积值表示,单位为:cm3·cm/cm2·s·Pa。通过此类仪器可以得到单个测试品的透过率数据,其数据结果如图2所示,其中不规则波形部分表示当前测试品的时间与数据图,由于数据测试精度的问题,其测试数据结果呈现不规则形状,数据主要在某个区域内。相关数据可以保存,当大量测试品通过测试后会得到大量的数据,一般情况下,对于同一类型的测试品,其起伏曲线应该较为拟合,因此,当数据拟合度较高的时候,可以判定这类产品的效果较好,如果出现数据偏差较大,证明两个材料存在不同,且质量存在差距。对于存在差距较大的两个材料的数据,其产品上应该存在一定的偏差。对两个材料进行高清拍照,并通过识别比较,可以评判两个材料之间存在的差距,这些差距可以作为后期改进的依据。
2 透过率数据比对
本次研究中,主要采用某气体透过率测试仪采集的数据进行比对。由于加工工艺和材料配比等原因,同类型材料的氧气透过率均有差异,因此形成的氧气透过率曲线呈现不同规则,根据药包标准(YBB)常用膜袋水蒸气和氧气透过率合格值范围的要求,不同材料的氧透过合格值均有一个最大值,小于或者等于最大值的均为合格产品[2]。如果要对材料进行更高标准的测试,这需要对比最佳材料氧气透过率的曲线,通过判断两者之间拟合的程度,来进一步判定材料的优劣度。由于氧气透过率生成的波形为非规则曲线波形,无法采用波形函数的对比方式,只能对信号能量进行分析,也就是采用功率谱函数来分析,对于不同曲线产生的功率谱密度来进行相互比对,得到相关结果。但是氧气透过率本身是一个伪随机函数,利用上述方式进行判定容易产生误差,因此要加上一些判决条件。首先是判定是否为同一系列材料,如果为非同类材料则不进行下一步比对;其次对测试条件进行判断,对测试的压力值、真空值、温度值、湿度值等进行比对,看是否在同一范围内;然后是对采集数据的尖峰数据进行判决,判定材料氧气透过率曲线中有没有超过该材料最大标准值,如果有则无须进行后续判决;然后对比两次数据的测试时间是否相等,如果不相等,则取最短时间的数据进行比对;最后借用误差能量[3]的方法对两个材料的波形数据进行比对,计算两个波形的拟合程度。拟合度越高,则材料品质越高。
2.1 判定材料的属性,打开参数文件
通过打开某材料气体透过率的参数配置文件,读取相关数据,为后续比对提供相关参数支撑。相关示例如下:
fopen("气体透过率-多个参数.rpt","rb");//读取参数
typedef struct TGL{
int Material_type;//材料类型
float Pressure;//压力值
float vacuo;//真空值
float temperature;//温度值
float dampness;//湿度值
……}tagYQTGL;
2.2 读取数据文件,尖峰数据判决
通过打开某材料的气体透过率测试数据,根据上述参数的要求,将数据结果进行读入,设定其他通过的阀值,并进行数据的自相关处理,将数据进行平滑处理。相关示例如下:
fopen("气体透过率.rpt","rb");//读取测试数据
float *PTGL_data;
……
if(PTGL_data[i]>0.5) break;
2.3 利用能量误差判决信号拟合度
通过打开样本材料数据,与实际测试的数据进行比对,通过计算两个数据的能量大小,采取拟合的比对方式,将数据进行关联分析,得到相关结果。相关示例如下:
fopen("PET/AI/PE样本数据.rpt","rb");//读取样本数据
Pxy=YA/(sqrt(YB*YC));//计算出相关系数
……
3 图像数据比对
利用高清摄像头对需要对比的产品进行拍照,一般在无散光照射条件下,对物件的摆放方式,固定方式等进行严格约束。由于不同的产品对指标的要求不同,而决定目标比对精度主要取决于像素点,所以同产品采用不同的像素点规格,理论上越是高清的照片越能找出不同出来,但是对于数据分析来说,照片像素越高,对数据的处理要求也越高,因此,需要找出最佳像素与数据比对结果的拟合[4],简单地说,就是历史比对数据偏差值与照片像素要求之间的一个最佳值。本研究中首先对产品进行拍照,将生成的图片导入处理软件中,由于对图像进行处理,需要配置高性能的显卡,利用CUDA的并行算法对数据进行处理[5],根据数据处理的要求,经过多次的开操作与闭操作,将不同点扩大,然后对行列数据进行统计,找出盲点。
3.1 获取原始图像数据
通过高清摄像头,得到某PE保鲜膜原始数字图像数据如图3所示。
3.2 图像数据二值化处理
利用处理软件,将图像数据进行读取,并将图像数据进行截取和处理,通过计算图像数据的频谱平均值AData,将原始数据YData根据式(1)转换成0和1,其中0对应黑色,1对应白色。
3.3 图像开闭操作
对二值化后的数据进行处理,其开操作结果如图4所示,闭操作结果如图5所示。
3.4 盲点数据比对
利用CUDA的并行计算的能力,将图像数据按照一定的宽度和长度进行分割,并将原始数据YData的0,1结果进行累加统计,当数据ADD_0和ADD_1的值大于某一阈值MV_0和MV_1的时候,则代表该图片所在地方存在盲点MPoint。示例如下:
if(YData[i]==1) ADD_1=+1;
else ADD_0=+1;
if(ADD_0>MV_0) MPoint+=1;
……
if(ADD_1>MV_1) MPoint+=1;
……
4 实验结果的检验
实验条件:气体透过率测试仪(BSG-33D)一台,远程监测与控制电脑(Windows7系统,1 TB硬盘)一台,高清摄像头(追途U2)一台。通常测试的时候温度设置为38 ℃或者23 ℃,也可以根据实际的情况需求,将温度设置为其他值,注意在开始测试之前,需要至少2个小时以上的时间将系统温度稳定在测试所需要的数值上;测试时候的湿度一般设置在10%以上,100%以下,可以根据实际的需求调节湿度,注意在采用干燥法测试时候将湿度开关关闭。测试时候通常需要3到15个小时进行抽取真空,将腔内的真空值设定在27 Pa以上,注意根据材料透过率的大小来调节真空的数值,一般来说透过率越小,抽真空的时间越长,通常情况下铝箔复合膜的抽真空时间为12小时。测试时候压力通常为107 kPa,注意根据材料和实际的需求进行压力调节。对于PET/AI/PE类型材料,在满足产品检测要求条件下,相关数据的比对结果如表1所示。
利用高清摄像头对材料进行拍照的时候,将像素设置在100万以上,同时将焦距等进行固定。对于0300-11(软件自定义类型)类材料而言,利用高清摄像头对样本0302和0303进行采集,生成图片0302-11和0303-11,两个样本图片采用的180万像素拍摄,在采用相同的焦距条件下。随后对两个样本数据分别进行二值化数据处理,先进行一次开操作和一次闭操作,然后对图片数据进行比对一次,得到与0300不同的盲点个数,同样的操作循环5次,得到最终的盲点个数,结果如表2所示。其中样本0302比样本0303要进一步贴近0300材料需求。一般情况下盲点数量根据材料的不同来选择范围。
5 结 论
本文利用产品氧气透过率数据和产品图像数据进行分析。通过与历史数据的比对,将材料进行分类,并根据分析的结果进一步判证材料的优缺点和存在不足的地方,为后续改进提供参考。通过上述的方法,可以大大提高对材料透过率的检验精度,进一步细分材料的优劣度,同时可以根据用户的特殊需求,快速找到拟合度最高的材料。在对材料进行分类的时候,结合图像比对的结果,可以从侧面了解同一个材料透过率不同产生的原因,为进一步提高材料质量提供支撑。材料的比对有多个方面,外观的比对只是其中的一小部分,体积、重量、摩擦系数、腐蚀度、表面张合度等都可以用来作为材料之间比较的参数,后续将针对这些参数采用不同的设备进行检测,并将检测的结果进行综合,为提高材料的生产工艺提供支撑。
参考文献:
[1] 郝文静,周伟芳.环境温度与湿度对塑料软包装产品保质期影响的研究 [J].中国包装,2018,38(6):62-65.
[2] 毛森,马亚楠,王广俊,等.氧气透过率试验仪校准方法研究 [J].测试技术学报,2019,33(6):480-483.
[3] 肖艳平,宋海洋,叶献辉.统计能量分析中参数不确定性分析 [J].应用数学和力学,2019,40(4):443-451.
[4] 姜雪茸.基于CUDA的最大互相关算法加速處理研究 [J].甘肃科技,2019,35(22):18-20.
[5] 张明旺,肖延辉,田华伟,等.图像中的设备指纹提取技术研究综述 [J/OL].激光与光电子学进展:1-13[2020-06-09].http://kns.cnki.net/kcms/detail/31.1690.TN.20200529.1532. 015.html.
作者简介:曹蕾(1981—),女,汉族,江苏张家港人,系副主任,讲师,硕士,研究方向:电路与系统、信号处理;余丽红(1985—),女,汉族,湖北咸宁人,教师,讲师,硕士,研究方向:图像处理与分析;邓子玄(2001—),男,汉族,江西南昌人,本科在读,研究方向:电子信息工程。
